

4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Соединение труб фитингами
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т.п
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов: на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Читать далее: Устройство и ремонт насоса Водолей своими руками
Электромуфтовая сварка труб
Этот способ применяют при монтаже отрезков сечением меньше 160 мм или тогда, когда доступ к месту стыковки затруднен. Диаметры свариваемых труб не должны различаться более чем на 10%.
Оба конца вставляются в муфту и включается сварочный аппарат. Длительность и температура нагрева указывается обычно на штрихкоде детали.

Фитинговые соединения
Для труб небольшого размера, сечением до 110 мм, больше подходят съемные соединения. Из них монтируется водопровод и канализация в городских квартирах.
Так же, как и при сварке, обрезаем трубы до нужной длины, причем торцы выполняются строго перпендикулярно корпусу.
Отворачиваем накидную гайку фитинга на несколько оборотов и вставляем в него трубу до конца. Она должна входить в резиновый уплотнитель с усилием. После этого надо надеть цангу и эластичное кольцо и затянуть гайку. Небольшие детали прикручиваются вручную, но для монтажа труб большего диаметра лучше воспользоваться гаечным ключом. В конце не забудьте проверить герметичность соединения.
Итак, способы крепления труб подразделяют на такие:
- Механическое соединение. Самый простой, но не универсальный (подходящий для крепления внутренних фрагментов водопровода) способ сборки. Для работ потребуются фитинги и соответствующие инструменты. Такое соединение в любой момент можно разобрать и снова собрать, что очень удобно для произведения ремонта или проведения осмотра конструкций.
- Сварка. Данный вид крепления более трудоемкий, но и более надежный. При помощи этой методики можно монтировать коммуникации, как методом траншейной укладки, так и бестраншейным способом. Современная технология сварки полиэтиленовых труб позволяет сохранять гибкость и прочность изделий. На практике применяют два вида соединения:
- электромуфтовую сварку;
- стыковую сварку.
Следите, чтобы резка элементов происходила строго под прямым углом
Процесс работы
Саму технологию сварки ПНД труб встык можно условно разделить на шесть этапов:
- Подготовка и центровка труб.
- Торцевание.
- Установка нагревателя (сварочного зеркала) и нагрев.
- Удаление нагревателя (после того как торцы труб оплавятся).
- Сварка.
- Охлаждение.
Прежде чем приступить к работам, трубы необходимо подготовить. Нарежьте их на части нужной длины, при этом следите, чтобы срез был ровным. Все детали, включая муфты, необходимо зачистить и обезжирить. После этого отрезки закрепляются в центраторе сварочного устройства.










Вторым этапом является торцевание, то есть все излишки материала снимаются при помощи специального резца. Удобно использовать электроторцеватель: аппарат выравнивает торцы труб под прямым углом, убирает все неровности и сколы.
Торцевание нужно продолжать, пока стружка, которая образуется в результате, не начнет выходить ровной лентой. Чтобы убедиться, что нет зазоров, детали сводят вместе для проверки. Стоит учитывать, что отрезок трубы уменьшится из-за торцевания и дальнейшей сварки. Чтобы понять, каким будет это расстояния, лучше заглянуть в инструкцию: для каждого диаметра трубопровода этот размер будет разным.
После подготовки труб между ними устанавливается специальный нагревательный элемент. Торцы нужно прижать к нагревателю, при этом на протяжении нагрева нельзя менять давление нажима. Время нагревания разнится в зависимости от условий. Точное время можно посмотреть в таблице параметров сварки полиэтиленовых труб.
Далее сварочное зеркало необходимо убрать, а торцы как можно быстрее состыковать, оказывая на них равномерное давление. Если нагретые поверхности остынут, это скажется на качестве монтажа. Также обязательно нужно следить за тем, чтобы при удалении нагревательного прибора не загрязнить и не повредить свариваемые трубы.
Во время непосредственно сварки между отрезками образуются окончательный грат и молекулярные связи. Давление нужно выдерживать и на протяжении всего последнего этапа – охлаждения. Необходимо дождаться, пока полиэтилен полностью остынет, после чего можно достать трубы из центровочного аппарата.
Результатом должен стать ровный и аккуратный шов. Признаком качественной работы станет симметричный буртик, который должен быть одинакового размера с обеих сторон. Цвет грата должен быть такой же, как и у труб, плохим признаком будет наличие трещин, пор и инородных включений.

Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов.

При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.

Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
- На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
- Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
- Соединение стыкуют по принципу «труба — фитинг — труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.

Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С. Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.

В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
Схема процесса сварки встык
Обратите внимание, что использовать при этом трубы из полиэтилена разных марок, а также различающиеся по диаметру и SDR запрещено. К тому же толщина стенок не должна быть менее 4,5 мм, а допустимая температура окружающей среды – от -15 С до + 45 С.. Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю
Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;
- толщина стенок;
- марка полимера.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Лучше проводить данную операцию электроторцевателем, он срезает и уравнивает торцы четко под углом 90 механическим путем. Обрезание осуществляется до тех пор, пока не появится ровная непрерывная лента стружки.
- Далее задействуется аппарат для сварки полиэтиленовых труб – выполняется расплавление торцов. На данном этапе формируется первичный грат.

Торцы труб перед соединением
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.

Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Контролируем качество сварного шва
При монтаже сварных соединений любым из описанных выше методов очень важно правильно оценить, насколько качественным получился сварной шов. От этого зависит, можно ли будет использовать этот участок трубопровода, или придется все переделывать

Деталь с двумя правильными сварными швами
Критериев оценки на самом деле не так много, и запомнить их довольно просто:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фото дефектного участка при несоблюдении соосности
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Конечно, если вы монтируете трубопровод низкого давления или безнапорные коммуникации, то небольшим отступлением можно и пренебречь, но делать этого все-таки не стоит. Куда проще сделать новое сварное соединение, чем впоследствии ремонтировать эксплуатируемую трубу.










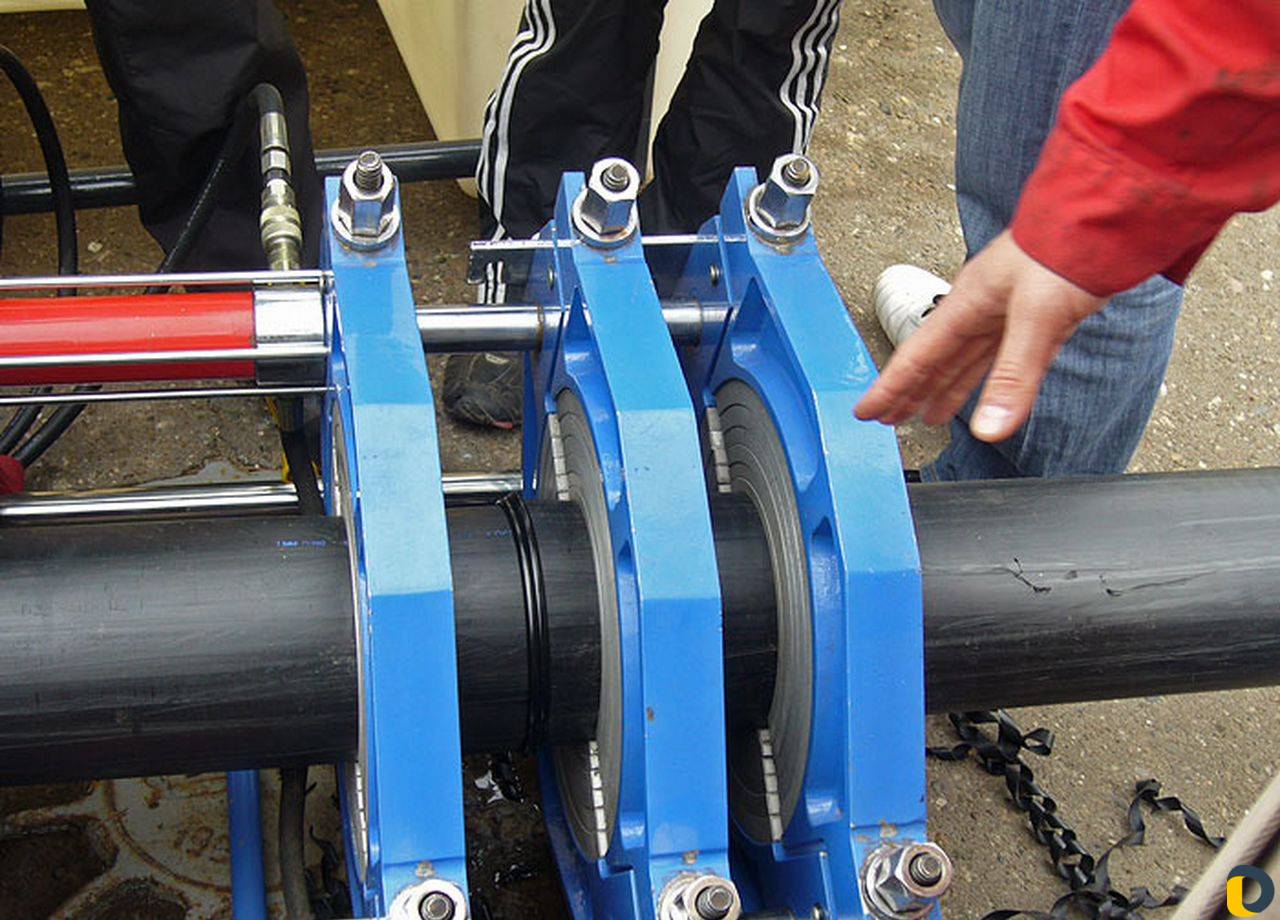
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения
Таблица сварки ↑
Вспомогательным материалом для правильного и высококачественного сваривания полиэтиленовых труб также являются всевозможные таблицы, которые показывают необходимые для сварки параметры труб, температурные и силовые, механические условия, количество времени на оплавление и остывание.
Учитывать все эти моменты в процессе проведения сварочных работ – это очень важные шаги, которые ведут к прочности и надежности соединений любой трубопроводной системы.
Таблица времени сварки отражает не только временной показатель, но также и для каких диаметров труб применимо, то или иное количество времени на оплавление и охлаждение торцов полиэтиленовых труб:
| Наружный диаметр трубы, мм | Время нагревания, сек. | Время соединения, сек. | Время охлаждения, мин. |
| 16 | 5 | 4 | 2 |
| 20 | 7 | ||
| 25 | 7 | ||
| 32 | 8 | 6 | 4 |
| 40 | 12 | ||
| 50 | 18 | ||
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
При использовании метода стыковой сварки часто пользуются параметрами режима стыковой сварки, где отражены не только температура и время, но также и давление при нагреве и давление при осадке двух концов труб:
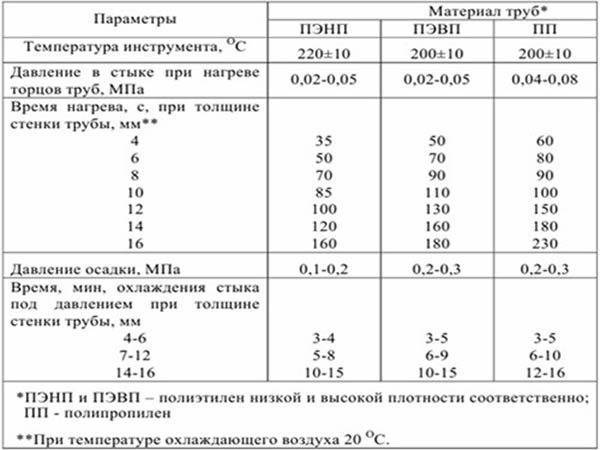 Фото: параметры режима стыковой сварки
Фото: параметры режима стыковой сварки
Для любого способа сварки также применяются таблицы, которые хорошо показывают необходимые параметры наружного грата. Если эти показатели не совпадают с табличными, тогда это говорит о неправильной технологии, которая применялась к сварочным работам.
Фото: параметры наружного грата
Некоторые, особенные способы укладки трубопровода, всегда осуществляются при помощи соответствующих таблиц, которые помогают придерживаться некоторых моментов, цифровых показателей или особых расположений, к примеру, допустимых изгибов или перепадов труб:
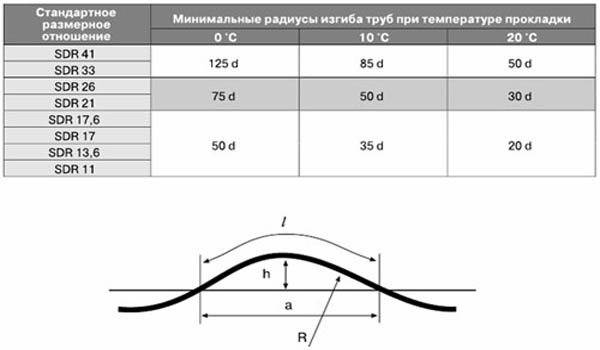 Фото: таблица допустимых изгибов и перепадов труб
Фото: таблица допустимых изгибов и перепадов труб
| Температурный перепад, t/С | Отношение длин дуги к длине хорды, м | Длина дуги, м | Длина хорды, м | Стрелка прогиба, м |
| 10 | 1,0022 | 0,2269 | 0,2264 | 0,0064 |
| 20 | 1,0045 | 0,3316 | 0,3301 | 0,0137 |
| 30 | 1,0067 | 0,4014 | 0,3987 | 0,0201 |
| 40 | 1,0087 | 0,4538 | 0,4499 | 0,0256 |
| 50 | 1,011 | 0,5236 | 0,5176 | 0,0341 |
| 60 | 1,0131 | 0,5585 | 0,5513 | 0,0387 |
| 70 | 1,0168 | 0,6109 | 0,6014 | 0,0463 |
| 80 | 1,0176 | 0,6458 | 0,6346 | 0,0517 |
| 90 | 1,0196 | 0,6807 | 0,6676 | 0,0574 |
| 100 | 1,022 | 0,7156 | 0,7004 | 0,0633 |
Все таблицы, которыми чаще всего пользуются профессионалы по установке и монтажу трубопровода из полиэтилена низкого давления, полностью соответствуют ГОСТам, а потому способствуют наилучшему качеству и помогают избежать брака и аварийных ситуаций в дальнейшей эксплуатации труб, соединенных при помощи того или иного способа сварки.
Как правильно подключить посудомоечную машину, узнайте из статьи: как подключить посудомоечную машину. Чтобы устроить дренаж вокруг дома, смотрите статью.
Схему устройства сливного бачка унитаза, можно посмотреть на странице.
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.
Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.








Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.
Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.
Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.





