

Стыковая сварка ПНД труб своими руками

Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.

Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.

Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
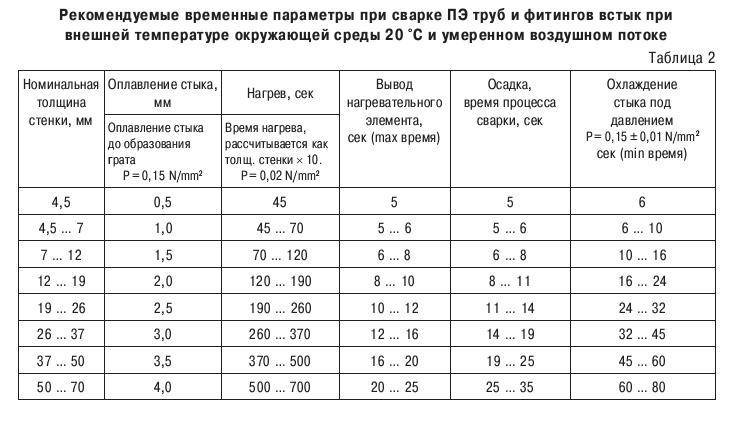
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см

Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки

Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!









ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Сварка электромуфтовая
Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
ЧИТАТЬ ТАКЖЕ: Полипропиленовые трубы и фитинги: уголки и обжимные фитинги для пропиленовых труб, размеры и виды ПП соединений, диаметр элементов
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Материал трубы ПНД что это такое
Полиэтилен (ПЭ) — это органическое соединение из молекул этилена, полученное в результате процесса полимеризации.
Первичный полиэтилен — полупрозрачный порошок с низкой адгезией, способной размягчаться при нагревании свыше 80 °С. Основной показатель его характеристик — степень кристалличности, то есть отсутствие свободных связей и разветвлений в молекулярной решетке. Чем более она упорядочена структура, тем выше физико-химические характеристики полимера.
Основой технологического процесса производства ПНД-труб является экструзия — процесс выдавливания нагреваемого ПЭ сырья винтовым штоком через трубчатую форму определенного размера.

Рис. 2 Техпроцесс трубного производства экструзионным методом
Сварка труб пнд: технология и применение.
В случае если система будет находиться по давлением обычно используют сварку пнд труб своими руками.
Применятся сварка полиэтиленовых труб различных видов:
- стыковая сварка;
- электромуфтовая сварка;
Электромуфтовая сварка пнд труб

Сварка пнд труб встык
Перед тем как будет проведена сварка пнд труб своими руками, нужно все приготовить:
- Обработать механическим путем зоны будущого соединения сварки пнд встык;
- Проверяется оборудование для сварки труб пнд. Тут остановимся более детально;
- следует визуально проверить устройство на исправность;
- заправить топливом электрогенератор, провести его тестовый запуск;
- следует отчистить скребок, торцеватель и другие узлы от прилипшего полиэтилена;
- проверьте количество масла на гидросистеме.
Оборудование для монтажа труб ПНД
Стыковая сварка
Оборудование используется не только для монтажа ПНД труб, но и ПЭ, ПП. Для получения полной герметичности швов при помощи стыковой сварки нагревательные элементы сводят под давлением. Больших физических усилий при этом не требуется. Сварка имеет несколько степеней автоматизации, она проста в использовании. Если со сваркой дополнительно идёт прибор протоколирования, это поможет начинающему сварщику, он запишет все параметры сварочных работ и объём их выполнения.
Электромуфтовая сварка
Предназначена для сварки полиэтиленовых труб: ПНД, ПЭ, РЕ, а также полипропиленовых: ПП, РР труб. Происходит монтаж при помощи сварки и фитинового аппарата. Компрессионный фитинг с закладными нагревательными спиралями необходим для надёжной герметичности швов при монтаже. После полного остывания труб швы будут надёжными и долговечными.
Способы монтажа труб пнд
Существует 3 способа монтажа труб:
- С применением фитингов и фланцев (разъемное соединение);
- С применением специальных деталей с нагревателями (неразъемное, электромуфтовое);
- Стыковая сварка (неразъемное, с применением сварочного оборудования).
Рассмотрим каждый способ в отдельности.

Соединение труб пнд при помощи фитинга
Первый способ используется для соединения труб пнд диаметром не более 110мм и наиболее часто применяется для монтажа канализации и водопровода в квартире или доме. Самый простой из методов соединения и под силу даже новичку.
Для этого вам понадобятся, непосредственно, сами трубы, соединительные фланцы или фитинг нужной конфигурации. Наиболее часто используют латунный или пластмассовый фитинг компрессионного типа. Для канализации используют раструбное соединение с эластичными уплотнителями.
Для начала, при помощи специального трубореза, обрезаем края труб под прямым углом (90), удаляем грязь. Желательно нанести разметку – отметить глубину вхождения трубы в корпус фитинга.
Для удобства соединения края труб смажьте жидким мылом или гелем для мытья посуды. Затем берется фитинг и частично разбирается, гайка (накидная) отвинчивается на 3-4 оборота.
Вставляем трубу в фитинг до предварительно расчерченной отметки. Затем затягиваем гайку. Все, готово. Не забудьте что нужно проверить соединение труб водой.

Оборудование для электромуфтовой сварки
Электромуфтовая сварка – соединение пнд труб при помощи полиэтиленовых фасонных деталей, в тела которых вмонтированы электроспирали. Смысл данного метода заключается в следующем: когда подается ток на спирали, они нагреваются и расплавляют полиэтилен.
Таким способом фасонная соединительная часть приваривается к трубе. Такой монтаж относительно прост, но требует специального оборудования и соблюдения правил безопасности.
Перед началом работ требуется зачистить края труб и удалить загрязнения. Затем протрите из нутрии фасонную деталь. Для фиксации труб в процессе сварки и остывания, используйте позиционер.
Вставляем края труб в фасонную деталь и фиксируем их в позиционере. Затем соедините контакты детали со сварочным аппаратом и введите параметры сварки. Время и параметры сварки труб указаны на штрих коде детали.
Считайте их при помощи сканера или введите вручную. После полного остывания извлеките трубу из позиционера.

Аппарат для стыковой сварки труб
Стыковая сварка используется для соединения труб с толщиной стенки более 5 мм и диаметром более 50 мм. При этом способе монтажа вам потребуется монтажно-сварочная установка. В ней нагреваете края труб, а затем прижимаете друг к другу.
Данный метод довольно таки сложен и требует специального навыка. Перед началом работ место соединения труб выравнивается под угол 90, с краев удаляются все сколы и неровности. Затем нагреваем их до температуры плавления, теперь убирается нагревательный элемент и быстро соединяем края труб, затем шов должен остыть.
Как видите сварка труб пнд своими руками, процесс выполнимый. Но если средства позволяют, лучше переложить это дело на плечи специалистов. А если вы решили непременно сделать все сами, выберите более легкий способ.
Способы сваривания
Возможна ли качественная сварка ПНД труб своими руками? Возможна, но при одном условии: при монтаже должно использоваться специальное оборудование.
Сварочные работы выполняются двумя способами:
- Встык – соединяемые элементы разогреваются до температуры плавления по торцам и стыкуются под давлением;
- Применяется электросварная муфта, которая одевается на совмещённые торцы и оплавляется.
Рассмотрим каждый из перечисленных способов подробнее.
Современное оборудование для сварки труб ПНД встык состоит из следующих элементов:
- станина (центратор) применяется для фиксации стыкуемых труб в требуемом положении;
- торцеватель (триммер) необходим для механической обработки стыкуемых торцов;
- нагревательный элемент применяется для разогрева торцов до температуры плавления;
- гидравлический блок приводит в движение совмещаемые трубы и обеспечивает оптимальную плотность шва.
Разбираем центратор, освобождая место под трубы (стыкуемые детали), для этого снимаем фиксирующее зажимы;
Устанавливаем стыкуемые детали в центратор и фиксируем их в верхней части зажимами;
Посредством регулировочного клапана выставляем необходимое давление подвижной части центратора;
Очищаем поверхность торцов от грязи и пыли, используя специальные салфетки или безворсовую ветошь и спирт в качестве растворителя;
- Устанавливаем торцеватель между стыкуемыми деталями на станину;
- Включаем гидравлику и сдвигаем стыкуемые элементы, а затем включаем торцеватель;
- Демонтируем центратор и удаляем остатки пластиковой стружки из труб;
Проверяем стыкуемые детали на соосность;
- Устанавливаем на станину нагревательный элемент;
- Выставляем на таймере время и температуру, необходимые для оплавления полиэтиленовых стенок;
Включаем гидравлику и сводим стыкуемые элементы к нагревателю под давлением;
- Запускаем нагрев, который прекратится после срабатывания таймера;
- После того как таймер подал звуковой сигнал, отключаем давление и вынимаем нагревательный элемент;
- Вновь сводим стыкуемые торцы под давлением для получения прочного и аккуратного шва;
Запускаем таймер на остывание полиэтилена;
После звукового сигнала отключаем давление, разбираем оборудование и освобождаем сваренную конструкцию.
Инструкция проведения сварочных работ следующая.
Рассмотрим подробнее этапы, перечисленные на схеме.
Посредством торцовочной пилы режем торцы труб под необходимым для углом;
Удаляем стружку и срезаем заусеницы, после чего протираем стыкуемые поверхности ветошью, пропитанной в спирте.
Стыкуемые детали укладываются на ровную поверхность, присоединяются друг к другу под нужным углом и удерживаются вручную;
На экструдере выставляем температуру плавления гранул ( 220°С);
Далее экструдером делаем прихватки по стыку труб;
После того как прихватки сделаны, ждём 5-7 минут чтобы пластик остыл;
Наносим пластик по всей окружности свариваемых деталей;
После того как пластик нанесён, оставляем конструкцию остывать в течении 7 минут, после чего сварка считается выполненной.
Теперь несколько слов по поводу прочности сварного шва. В плане эксперимента, после того как остыл пластик, была выполнена деформация собранного отвода.










Монтажник давил на область шва своим весом до тех пор, пока поперечное сечение труб из круглого не стало овальным. Разумеется, аналогичные опыты с трубами, сваренными встык путем нагревания торцов продемонстрируют меньшую прочность шва.
Обзор способов соединения полиэтиленовых труб был бы неполным без применения электросварных муфт. На сегодняшний день этот метод получает все большее распространение благодаря высокой прочности и долговечности готового результата.
Инструкция выполнения соединений с использованием электромуфты на следующей таблице.
Рассмотрим перечисленные моменты подробнее.
Стыкуемые торцы обрезаются специальным труборезом для того чтобы получить оптимальную соосность при стыковке;
При помощи ручного скребка снимаем оксидный слой с поверхности прилегающей к участку стыковки (примерно 20 см от торца);
Снимаем образовавшуюся стружку, используя тот же скребок;
Наружную поверхность труб и внутреннюю поверхность муфты обезжириваем специальными салфетками или безворсовой ветошью, смоченной в спирте;
Размечаем трубы по размеру муфты для более простого позиционирования в центраторе;
По сделанным отметкам крепим трубы и муфту в центраторе;
Муфтовая сварка заготовок из ПНД

Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора
Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
Затем снимите свариваемые заготовки с насадки
После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.
В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
Выполняются работы следующим образом:
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Требования к качеству сварных соединений
Внешний вид и параметры правильно выполненного сварного соединения должны отвечать определенным требованиям, в числе которых следующие.
Размеры валиков грата должны соответствовать значениям, приведенным на рисунке ниже.
Параметры грата
- Грат должен быть равномерно и симметрично распределен по окружности стыка.
- Взаимное смещение стенок свариваемых труб в радиальном направлении не должно превышать 10% от их толщины.
- Впадина (А) между валиками грата (линия сплавления) не должна располагаться ниже наружной поверхности труб.
- Цвет грата должен быть идентичен цвету труб. Наличие трещин, пор и инородных включений не допускается.
На рисунке ниже изображен сварной шов, выполненный с соблюдением всех технологических параметров. Его отличают гладкие, симметричные валики с округлыми формами и размерами, не выходящими за рамки установленных значений.
Правильная форма грата
А вот так выглядят швы, выполненные с нарушениями технологии.
Слишком маленький грат
Слишком малые размеры валиков грата говорят о заниженном давлении при осадке труб или недостаточном времени прогрева.
Чрезмерно большие размеры валиков свидетельствуют о завышенном времени прогрева или слишком высокой температуре нагревателя.
Слишком большой грат
Смещение торцов труб друг относительно друга происходит при плохой центровке или отсутствии фиксации труб в центраторе.
Смещение торцов труб
Некачественное торцевание (наличие зазора между сомкнутыми торцами труб) приводит к неравномерности распределения грата по периметру труб.
Электромуфтовая сварка
Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Сварка полиэтиленовых труб встык
Перед началом сварки зоны соединения труб выравниваются с помощью электроторцевателя — инструмента для механической обработки торцов свариваемых труб. Инструмент выравнивает торцы труб под прямым углом относительно оси и удаляет все сколы и неровности сечения. Торцевание должно производиться до тех пор, пока стружка, образуемая в результате торцевания, начнет выходить непрерывной, ровной лентой. Максимальные допуски по зазорам между свариваемыми поверхностями после торцевания указаны в таблице 1.
Таблица 1. Допустимая величина зазора между обработанными торцами свариваемых труб
Далее свариваемые поверхности нагреваются до температуры плавления с помощью специального нагревательного элемента, как показано на рис. 2 и 3. Во время цикла «оплавление» (рис. 2) происходит образование первичного грата. Во время цикла «нагрев» (рис. 3) тепло распространяется вглубь материала. Давление на свариваемые части при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем). Затем нагревательный элемент удаляется из области сварки как показано на рис. 4 (цикл «удаление нагревателя»). Нагревательный элемент необходимо удалять так, чтобы не загрязнить и не повредить нагретые для сварки поверхности трубы. Контактные поверхности нужно быстро соединить, не допуская других соприкосновений. Время перехода должно быть настолько кратким, насколько это возможно, иначе нагретые поверхности застынут, что негативно повлияет на качество сварки. Во время цикла «сварка» (рис. 5.) образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. Свариваемые части трубы соединяются под давлением равным давлению цикла «оплавление торцов», как показано на рис. 5. Во время заключительного цикла «охлаждение» (рис. 6) происходит осадка стыка и стык приобретает максимальную прочность. После соединения должен появиться симметричный буртик (см. рис. 6). Одинаковый размер правого и левого буртика показывает правильность сварки. Различный размер буртиков показывает различные характеристики вязкости соединяемых материалов, то есть процедура сварки произведена неверно.
Что такое трубы пнд и для чего они используются?

Трубы пнд
Пнд – полиэтилен низкого давления. Из него изготавливают трубы, которые устойчивы к воздействию кислот, щелочей, воды и некоторых других органических соединений.
Классифицируют 2 вида труб:
- Напорные для газо- и водоснабжения.
- Безнапорные для фекальной и ливневой канализаций.
Эти трубы предназначены для транспортировки воды температурой от 0С до 40С. Они не подвержены коррозии, их срок службы достигает 50 лет. Данные трубы не требуют специального обслуживания, материал из которого изготовлены трубы не влияет на качество воды. Они устойчивы к гидроударам и имеют высокую химическую устойчивость к большинству агрессивных сред.
Простой монтаж труб пнд и небольшой вес, в сравнении с металлическими и другими видами труб снижает стоимость транспортировки и установки в 2-3 раза (в сравнении с другими материалами).
Диаметр труб и толщина стенок различна от 20мм до 1200мм (диаметр) и 2-72,6мм (толщина стенок), параметры выбираются в зависимости от предполагаемого места использования.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.
Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.









В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом
Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.. Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Соединение труб при помощи сварки
Прокладка труб посредством сварки основана на способности нагретых полимеров смешиваться между собой (диффузия). Процедура позволяет получить неразъемные узлы повышенной прочности. Такие соединения востребованы на промышленных предприятиях и ответственных хозяйственных объектах.

Монтаж труб диффузионным способом подразумевает наличие следующего оборудования:
- профильный сварочный аппарат;
- центрующие зажимы;
- торцеватели.
Укладка трубопровода осуществляется в несколько этапов:
- трубы обрезают перпендикулярно направляющей;
- жестко фиксируются зажимами;
- стыкуемые поверхности зачищают торцевателем;
- резы нагревают сварочным аппаратом до заданной температуры;
- торцы труб соединяют с требуемым усилием;
- стыку дают остыть.
По завершении монтажных мероприятий производится проверка качества узла.
Сварка газопроводов ПНД
Сварка полиэтиленовых газопроводов аппаратами с высокой степенью автоматизации. В стоимость работ входит полный комплект документов на стык (аттестат на станок, удостоверение сварщика, аттестованная технология сварки, протокол сварки и т.д.), гарантия на ультразвуковую дефектоскопию сварного шва.
| Ø, мм | SDR | Цена монтажа за стык | Минимальный заказ* | Стыков в день | Необходимая эл. мощность и Стоимость аренды электро- генератора | ||
| Москва и до 30 км от МКАД. | От 30 км до 60 км от МКАД | более 60 км от МКАД | |||||
| 90 | 11 (PN16) | 1200 р. | 18000 р. | 22000 р. | по договоренности | до 20 | Мощность 7 кВт 220V 4000 р./смена |
| 110 | 1400 р. | ||||||
| 160 | 1600 р. | ||||||
| 180 | 11 (PN16) | 2200 р. | 24000 р. | 28000 р. | по договоренности | до 15 | |
| 200 | 2400 р. | ||||||
| 225 | 2600 р. | ||||||
| 250 | 3200 р. | до 10 | |||||
| 280 | 3800 р. | ||||||
| 315 | 4200 р. | ||||||
| 400 | 11 (PN16) | 6200 р. | 30000 р. | 35000 р. | по договоренности | до 8 | Мощность 12 кВт 400V 5000 р./смена |
| 500 | 8800 р. |





