

Виды сварочных аппаратов
механический аппаратручной сварочный аппарат.
Для выравнивания концов труб есть электроторцеватель. Он выглядит как диск, который вращается, с двухсторонними ножами. Для безопасности в аппарате присутствует блокирующий механизм. Нагревательный элемент выглядит как диск из металла с антипригарным покрытием. Внутри данного диска располагаются ТЭНы. Так же он имеет датчики контроля температуры и терморегуляторы. Чаще всего его используют для установки труб, которые будут работать под высоким давлением или при резких перепадах температуры.
Второй вид — ручной сварочный аппарат, который используется при относительно не большем объёме работ. Он соединяет трубы разного диаметра до 50 мм. В его состав входит терморегулятор, нагревательная плита и эргономичная ручка. В нагревательной плите бывает от двух отверстий, в которых закреплены парные сварочные элементы с разным диаметром. Сваривающие элементы покрыты тефлоновым покрытием, что предотвращает прилипание пластика к нагреваемой поверхности. Терморегулятор регулирует температуру до которой нагревается плита. Как только нужная температура достигнута, включается красный индикатор.
мечевидные паяльники
- аппарат с ключом для насадок: такой вариант подходит если нужно провести сварку полипропиленовых трубодного или двух диаметров;
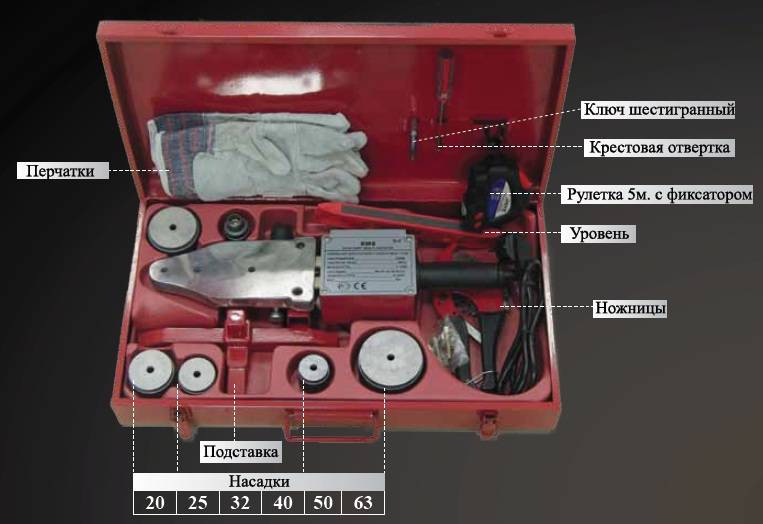
- аппарат плюс несколько популярных насадок: обычно продаётся в чемоданчике, насадки на 20,25,32 и 40 мм, если не оказалось нужных, то их можно отдельно докупить;
- полный комплект, включающий аппарат, насадки и инструменты, необходимые при сварке. Чаще всего его покупают профессионалы, но и в домашних условиях он пригодится.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке туб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки туб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
На что обращать внимание
При покупке сварочного станка учитывают скорость работы, температуру нагрева, комплектность. Не менее важными считают качество сборки и стоимость устройства.
Рекомендуем ознакомиться
Как выбрать паяльник для полипропиленовых труб
Мощность оборудования
От этого параметра зависят рабочие качества аппарата. Чем выше мощность, тем больше диаметр свариваемых труб. Этой величиной также определяются время нагрева, скорость сборки полимерного трубопровода.
Покупать слишком мощный агрегат для бытовых нужд невыгодно по следующим причинам:
Качество соединения не зависит от мощности устройства.
Время нагрева аппарата важно только при монтаже трубопровода большой длины. В домашних условиях разница практически не ощущается
Во время подготовки нагревательного элемента размечают и примеряют детали.
Повышение мощности увеличивает расход электроэнергии.
Чтобы правильно рассчитать мощность, определяют предполагаемый диаметр соединяемых элементов. Его умножают на 10, получая значение в ваттах. Соединение труб размером 40 мм выполняют, используя устройство мощностью 400 Вт и более.
Для домашнего применения достаточно 1,2 кВт. С помощью такого аппарата прокладывают водопровод, систему отопления или канализации.

Температура нагрева
Прочность сварного соединения определяется стабильностью нагрева. Рекомендованная рабочая температура – 260 °С. Большая часть устройств нагревается до 50-300 °С. Начинающему пользователю стоит выбирать аппарат с терморегулятором.
Комплектация оборудования
Стоимость аппаратуры зависит от количества входящих в комплект изделий.
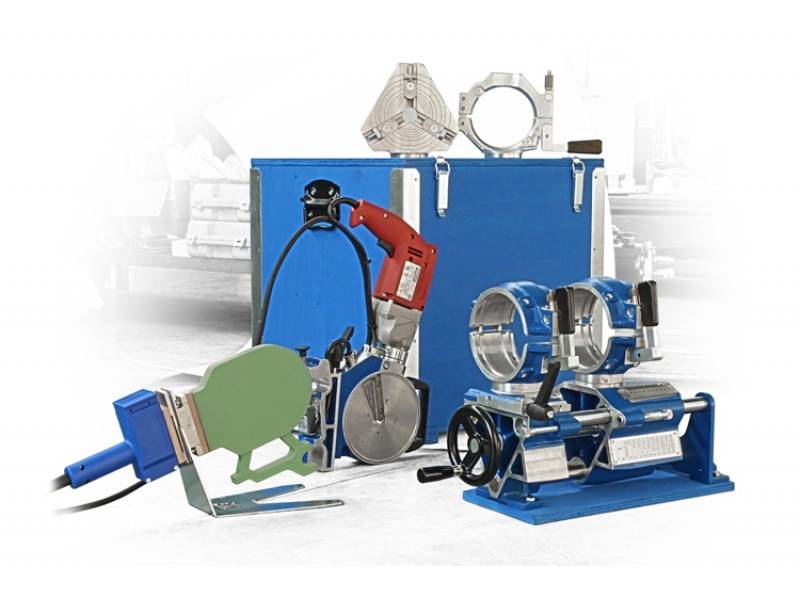
Изготовители предлагают 3 вида сварочных наборов:
- Экономичный, включающий само устройство, ключ-регулятор, инструкцию. Иногда добавляют насадку. Труборез и другие приспособления приобретают отдельно.
- Базовый, помимо аппарата и регулятора, включающий стандартные насадки для труб диаметром 2-4 см. Все изделия поставляются в удобном ящике.
- Расширенный, состоящий из всех необходимых для сварки инструментов – трубореза, винтов, подложки, защитных перчаток, отвертки.

Удобство использования
Для облегчения применения аппарата предусматривают следующие моменты:
- Подставка под устройство не должна иметь слишком маленький вес. Лучшее решение – устойчивая платформа.
- Сварочный пистолет с зажимами подходит для соединения труб на верстаке.
- Рукоятка не должна нагреваться в процессе работы или выскальзывать из рук.
Особенности продукции HÜRNER:
- оборудование адаптировано к суровым условиям эксплуатации в России;
- возможность выбора из линейки оборудования модели под конкретную задачу;
- широкий выбор моделей с возможностью протоколирования сварочных параметров (особенно необходимо для ответственных трубопроводов);
- точный и удобный контроль температурного режима и давления сварки;
- надежные электронные компоненты, рассчитанные на работу при нестабильном напряжении (особенно актуально при работе от генераторов);
- 100% производство оборудования в Германии в соответствии с высочайшими немецкими стандартами качества к сварочному оборудованию;
- Оборудование сертифицировано по стандартам ISO и DVS, на все модели сварочного оборудования HÜRNER, при необходимости, возможно получение аттестации в НАКС (выдается индивидуально на конкретную модель оборудования с определенным заводским номером).
Наряду со сварочными аппаратами, в продаже имеется вспомогательное оборудование для сварки: скребки, позиционеры, фаскосниматели, труборезы, опорные ролики для труб, передавливатели. Специалисты ООО «ЦСП» помогут подобрать технику с нужными характеристиками и организуют доставку.
Что такое ручная дуговая сварка ММА
Ручная дуговая сварка называется так, поскольку процесс распаливания электрода и ведение дуги для формирования шва выполняются полностью в ручном режиме. Электрическая дуга была открыта уже давно, но для соединения металлов впервые была применена в 1882 году. В 1907 г процесс был усовершенствован обмазкой для электродов и получил международное обозначение Manual Metal Arc (ММА).
Суть процесса ручной дуговой сварки заключается в подключении источника тока к сети. От аппарата исходят два провода (+ и -). Один присоединяется к изделию, а второй оснащается электрододержателем. В него вставляется электрод — металлический стержень с диаметром от 1.6 до 6 мм, покрытый обмазкой. Постукивание о поверхность приводит к замыканию цепи и возбуждению электрической дуги.
Температура дуги составляет 5000 градусов, поэтому за счет тепловой энергии плавятся кромки соединяемого металла и стержень самого электрода. Расплавленный металл называется сварочной ванной. Чтобы защитить ее от воздействия окружающего воздуха, необходимо газовое облако. Эту роль выполняет обмазка электрода, которая плавится и создает защитную среду. Благодаря этому металл застывает без пор. После кристаллизации, на поверхности шва образуется шлаковая корка, удаляемая легким постукиванием молотка.
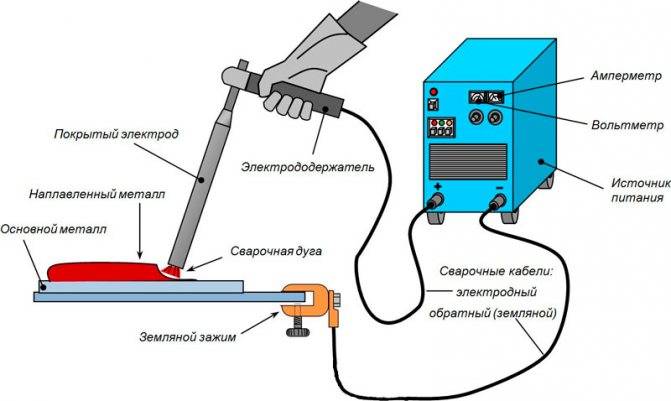
Если поменять местами провода (минус присоединить к изделию, а плюс к держателю), то получится обратная полярность. В этом случае ток будет двигаться от изделия к электроду, что уменьшает тепловложение и востребовано при сварке тонких изделий. При прямой полярности (плюс к массе, а минус к держателю) напряжение движется от электрода к заготовке, что ускоряет расплавление кромок и повышает скорость сварки.
Чтобы контролировать процесс визуально, сварщик должен быть в защитной маске со светофильтром. Она предотвращает поражение сетчатки УФ- и ИК-лучами, предохраняет от яркого света и препятствует попаданию на лицо вылетающих окалин. Обязательными средствами индивидуальной защиты являются краги, плотная одежда и ботинки. Должен быть головной убор без козырька.
Сфера использования
Сварочные аппараты способны работать с пп, пвх и пнд трубами, и с любыми пластиковыми деталями для обустройства герметичной функционирующей системы. На рынке такие приспособления появились сразу с выходом полиэтиленовых и прочих видов труб. Для соединения стыков больше не нужно использовать никакие вспомогательные средства типа пакли, что способствует ускорения монтажа при намного большем качестве.
 Мы расскажем вам о принципе работы и разновидностях таких сварочных аппаратов. Осветим критерии, по которым выбор приспособления будет сделан качественно и в соответствии со своим нуждами. Поможем определиться, что выбрать дорогой брендовый аппарат или более бюджетный.
Мы расскажем вам о принципе работы и разновидностях таких сварочных аппаратов. Осветим критерии, по которым выбор приспособления будет сделан качественно и в соответствии со своим нуждами. Поможем определиться, что выбрать дорогой брендовый аппарат или более бюджетный.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.











Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
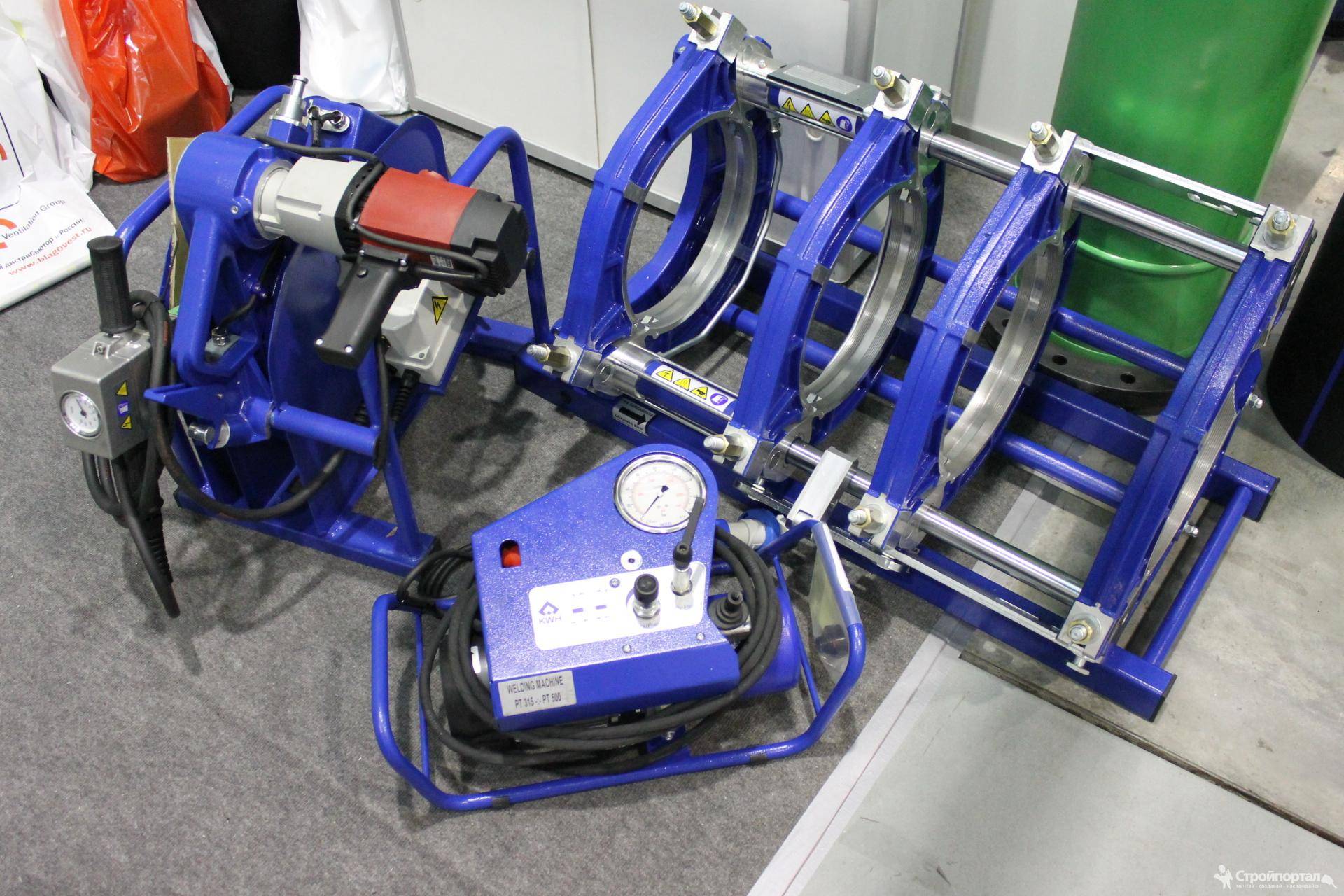
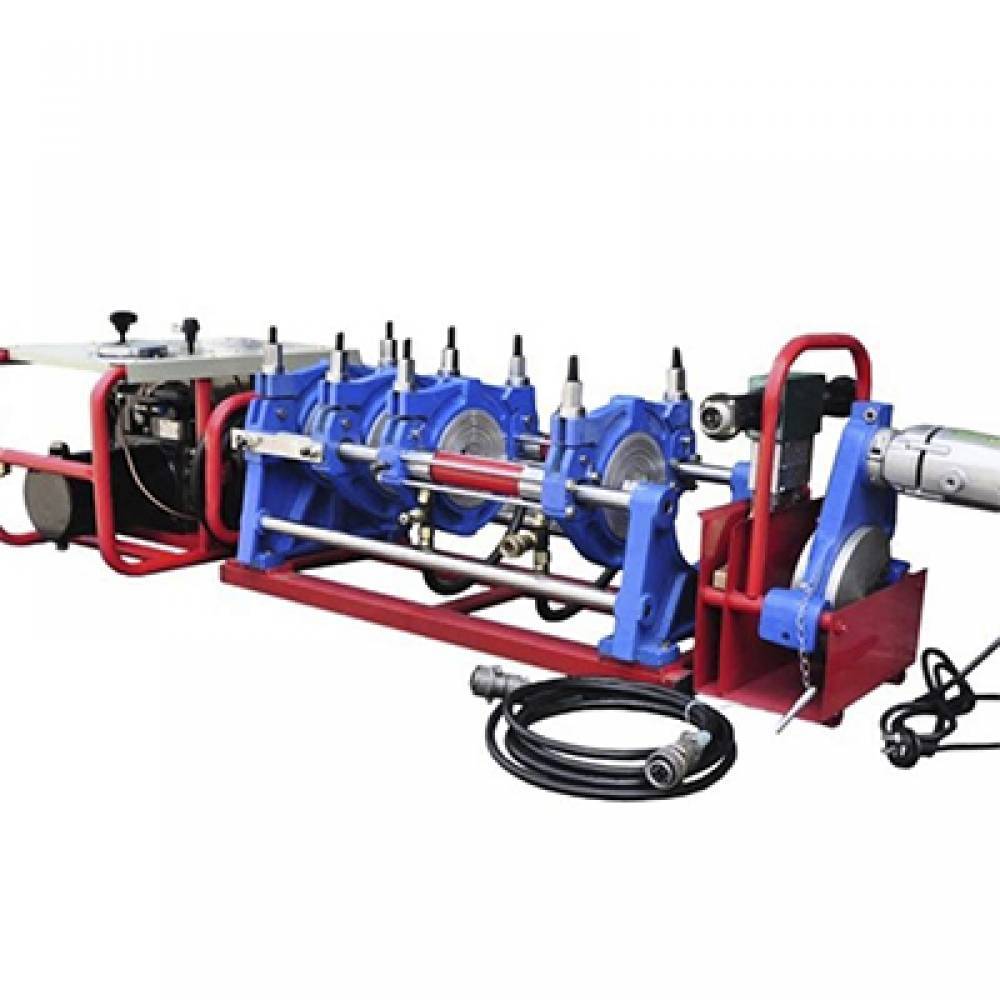
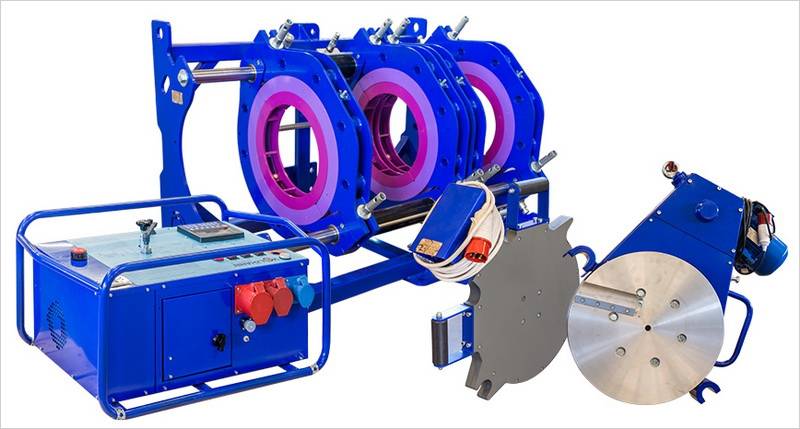
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Полезные советы для правильного выбора:
Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.
Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских ). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
Применение и особенности сварочного оборудования
С помощью стыковых сварочных аппаратов осуществляют монтаж, реконструкцию и ремонт сетей водоснабжения, канализации, газопроводов и дренажных систем из полиэтиленовых труб. Они обеспечивают высокую производительность при сравнительно малых затратах и могут использоваться для фиксации труб разной длины. К другим преимуществам стыковых машин для сварки ПНД труб относятся:
- простота эксплуатации и обслуживания;
- высокое качество швов.
- возможность использования на разных объектах (в быту, цехах, на строительной площадке, в полевых условиях и в стесненном пространстве).
Принцип работы сварочных аппаратов заключается в соединении отрезков полиэтиленовой трубы и нагреве торцов до расправления полимера. Стыки труб ПП, ПНД или ПВД фиксируют и получают герметичное соединение, которое выдерживает высокое давление.
Комплект оборудования для стыковой сварки обычно включает:
- Торцеватель механический или электрический, предназначенный для обработки торцов.
- Центратор, укомплектованный фиксированными и подвижными зажимами для позиционирования труб.
- Нагреватель с регулятором температуры, который обеспечивает нагрев торцов перед выполнением сварки.
Управление аппаратами для сварки труб встык осуществляется с помощью редуктора с маховиком или гидравлического блока, а вкладыши позволяют менять диаметр соединяемых труб. Для контроля параметров сварки предусмотрены электронные устройства. Автоматические модели могут комплектоваться блоком протоколирования.
Стыковая сварка проводится при температуре от -15 °C до +45 °C и включает:
- зачистку концов и центровку соединяемых труб;
- торцевание и обезжиривание;
- нагревание торцов труб до вязкого состояния полимера;
- удаление нагревательного элемента и фиксация расплавленных концов под давлением.
Трубы удерживают до полного остывания. Качество шва проверяют по ГОСТ и СП.
Перечень операций во время сварки зависит от типа сварочного аппарата. У механических моделей все действия осуществляются вручную. Автоматические аппараты для сварки ПНД труб комплектуются электронным устройством, которое полностью обеспечивает управление сварочным процессом и при нарушениях выполняет регистрацию ошибок. При необходимости оборудование может работать в ручном режиме.
Аппарат для стыковой сварки пластиковых труб
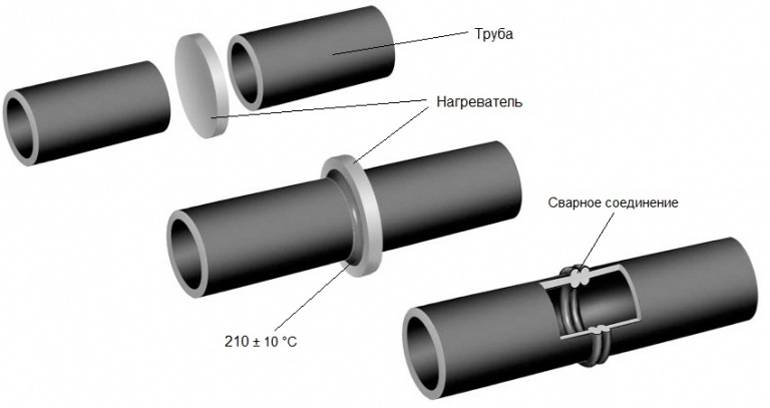
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.
При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.







Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Способы состыковки ПЭ труб
Трубопроводы из полиэтилена монтируются двумя способами: при помощи фитингов и фланцев или нескольких видов сварки.
Соединение требует специальных фитингов (муфт и раструбов) и без них. Для труб с толщиной стенки меньше 4,5 (диаметры 50-110 мм) применяют сварку с помощью фитингов, для более крупных труб с более толстой стенкой допустима сварка встык и экструдерная.
Диффузионный
Диффузионный способ заключается в разогреве торцов до вязкотекучего состояния. Подготовленные торцы заготовок стыкуются и слегка сжимаются. Подвижные молекулы полимера под воздействием давления продвигаются в соединяемые части, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и обеспечивают надежное сцепление патрубков между собой.

Выделять какой-то способ сварки как диффузионный неправильно. По сути, любая сварка полиэтилена содержит в основе процесс диффузии разогретых молекул.
Раструбный метод
Не самый типичный способ. Имеется два варианта выполнения: с помощью раструбных труб и муфт. Сам метод напоминает сварку трубопроводов из полипропилена: раструб или муфты и заготовки разогревается с помощью паяльника со специальной насадкой. Затем заготовка вставляется в раструб другой трубы или муфту, фиксируется, прижимается и выдерживается. Время сварки – 20 секунд. Если используются муфты, то вторая труба впаивается в муфту аналогично. Стоимость муфт невелика, изделия с раструбом в магазинах встречаются нечасто. Соединение получается надежным и прочным, можно сварить небольшие диаметры.

Сварка встык
Этот метод применим на трубах с толщиной стенки больше 4,5–5 мм и диаметром более 50 мм.
Перед проведением работ отрезают полиэтиленовую трубу строго перпендикулярно и тщательно зачищают торцы. Затем закрепляют трубу в аппарате для сварки и тщательно центруют. Между торцами труб для нагрева вводят нагреватель, трубы прижимают к нему и прогревают до размягчения торцов. Затем быстро убирают нагреватель, торцы сжимают таким образом, чтобы образовался небольшой кольцевой наплыв в месте стыка – грат. Охлаждают стык, затем убирают станок. Работа имеет свои тонкости, для нее необходимы два человека.
Сварка экструдером
Экструзионная – сварка при помощи небольшого аппарата, из которого под давлением выдавливается расплавленный полиэтилен. Сырье в виде стержней или гранул загружается в экструдер. Экструзия применяется на напорных коммуникациях с толщиной стенки более 6 мм, но им можно залатать и безнапорные канализационные трубопроводы с более тонкой стенкой. Место соединения разогревается потоком горячего воздуха. Желательно на торцах снимать фаску.

Качество шва получается очень высоким. Достоинство метода в том, что можно заварить уже проложенную полиэтиленовую трубу, не демонтируя трубопровод.
Сварка электромуфтовая
Это самый надежный, удобный и универсальный метод соединения. Его можно применять даже в труднодоступных местах. Но, к сожалению, он и самый дорогой – электросварные фитинги недешевы, сварочный аппарат также стоит немало. Сварка с помощью терморезисторных муфт применяется от небольших до самых больших диаметров полиэтиленовых трубопроводов.
При терморезисторной сварке полиэтиленовые заготовки обрезаются строго перпендикулярно, тщательно зачищаются от заусенцев и пыли, вставляются в муфту, центруются с помощью специальных приспособлений. В муфте имеется нагревательный элемент. Он подключается к специальному сварочному аппарату, подается ток, элемент разогревает муфту и торцы труб, и они свариваются.

При этом виде сварки крайне важно сохранить неподвижность соединения до полного остывания
Какой способ лучше
До выбора лучшего способа соединения необходимо определить, какой из них применим в конкретном случае в зависимости от диаметра трубопровода.
Самый надежный и универсальный способ – сварка при помощи терморезисторных муфт. Но муфты, особенно больших диаметров, дороги, дорог и сварочный аппарат (но его можно взять напрокат). Поэтому такая сварка при обустройстве частного дома не слишком распространена.
Чаще сваривают встык или при помощи муфт под пайку. Сварка встык применяется на полиэтиленовых трубах с большой толщиной стенки, в частных домах такие обычно не используют. Эструзионная сварка пока не слишком распространена, в основном из-за малой известности метода.

Как правильно выбрать аппарат
Аппараты для сварки пластика работают как паяльник и условно разделяются на 2 вида — ручные и механические.
Ручной аппарат
Представляет собой нагревательную плиту с наконечниками для концов труб и ручкой. По принципу работы схож с утюгом и электропаяльником.

Требует усилия человека для сжатия соединяемых изделий. Подойдет для пэ труб диаметром не более 12.5см. Соответственно для больших объемов работ он не годится, и выбирать его стоит для домашнего использования;
Механический
Механический аппарат для пайки представляет собой опорную раму с дисками для крепления труб и приборным блоком. Нагревательный элемент с ТЭНАми внутри раскаляет концы соединяемых труб, а механика обеспечивает сильное сжатие этих мест.
Применяется для сварки изделий, подвергающихся высокой эксплуатационной нагрузке. Диаметр изделий — неограничен.
Выбирать этот вариант следует профессионалам.
Полезные советы для правильного выбора:
Обращайте внимание на комплектацию
Аппарат с ключом для насадок — подойдет для работы с одним, максимум двумя диаметрами. Если фронт работ больше — выбирайте оборудование с насадками различных диаметров;
Мощность агрегата
У профессионалов есть один секрет. Минимальная мощность оборудования рассчитывается по простой формуле — самый большой диаметр труб, с которым придется работать, умножается на 10.







Например, если вы в домашних условиях собираетесь варить трубы диаметром 50мм, то минимальная мощность агрегата = 50×10 =500Вт;
Какого производителя выбрать?
Самый высокий рейтин г- у продукции чешских ). Но и цена изделий — кусается. Поэтому — как альтернатива — турецкие производители. Встречаются неплохие модели отечественного производства.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат
В этом ракурсе стоит обращать внимание на следующие аспекты:. Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат
С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ





