

Одношнековый экструдер, модель RS-75/30

| Экструзионная производительность | 220-280 кг/ч |
| Диаметр | 75 мм |
| Соотношение L/D | 33:1 |
| Материал шнека | 38CrMoAl |
| Обработка поверхности шнека | Азотация, полировка |
| Глубина азотации | 0,4 – 0,7 мм |
| Максимальная скорость вращения | 150 об/мин |
| Материал цилиндра | 38CrMoAl |
| Обработка поверхности шнека | Азотация |
| Глубина азотации | 0,4 – 0,7 мм |
| Количество зон нагрева | 5 |
| Мощность нагревателей | 22,5 кВт (общая) |
| Тип охлаждения | Водяное/воздушное |
| Вентиляторы охлаждения | 0,37 КВт х 4 |
| Редуктор | Передача- зубчатая Низкий уровень шума Вал: NSK Японии Материал механизма: 20CrMnTi Бренд: сделано Guomao |
| Приводной электродвигатель | 90 КВт |
| Компоненты экструдера | Частотный преобразователь: бренд Delta Контактор переменного тока: Schneider Переключатель: Schneider Электрическое реле: Schneider Регулятор температуры: RKC, Япония |
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Способы и технология сварки стыковых соединений
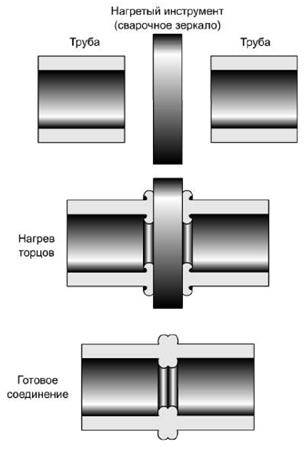
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
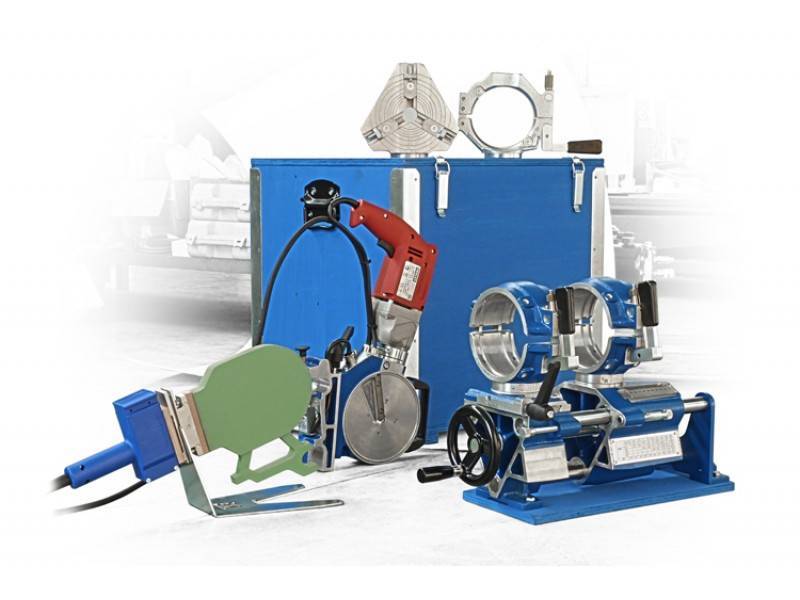
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
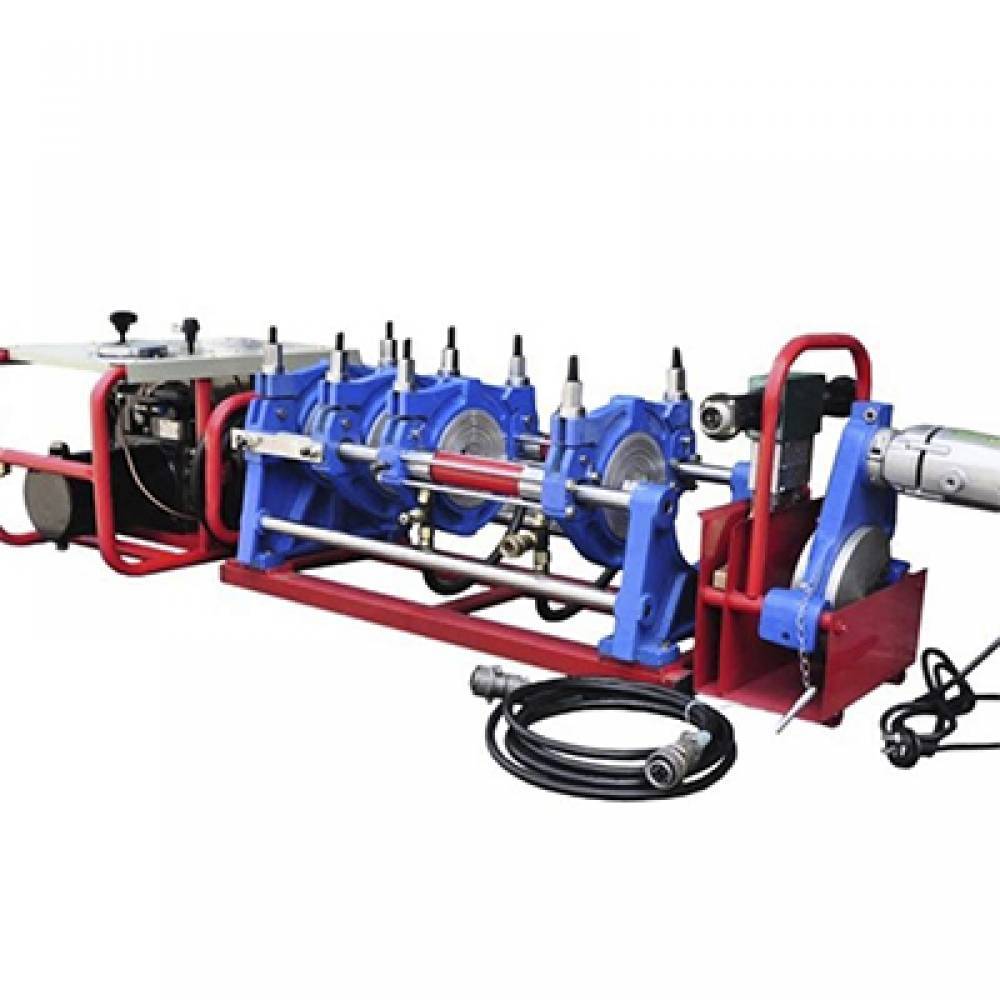
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Купить станки для сварки полиэтиленовых труб у нас
На сайте компании сварочное оборудование полиэтиленовых труб для удобства покупателей сгруппировано по странам-производителям, технологии сварки, рабочим диаметрам и другим признакам. Вы также можете воспользоваться поиском, задав ценовой диапазон, бренд и диаметр аппарата.
В нашем каталоге вы найдете практически любой сварочный аппарат для полиэтиленовых труб, так как мы постоянно обновляем ассортимент и складские запасы, следим за появлением новинок на рынке.
Чтобы купить электромуфтовый или стыковой прибор для полиэтиленовых труб, сделайте заказ через корзину или по телефону. В случае возникновения любых вопросов вы можете воспользоваться формой для обратной связи внизу страницы.
Способы сварки
Профессиональные монтажники трубопроводных систем различают несколько видов сварки пэ труб:
- стыковая сварка;
- сварка в раструб;
- электромуфтная сварка.
Стыковая сварка
Такой способ сварки считается наиболее распространенным типом соединения труб. Это обуславливается относительной дешевизной метода (паяльник для стыковой сварки имеет небольшую стоимость) и возможностью соединять трубы различных диаметров от 0,5 см до 120 см.
Для стыковой сварки потребуется пройти несколько этапов:
- подготовить трубы: нарезать в размер и снять фаску с концов;
- разогреть аппарат для сварки труб ПЭ;
- вставить концы труб в подготовленное оборудование и нагреть до нужной температуры;
- одновременно снять оба стыка и соединить между собой;
- подержать до остывания соединения.
Сварка в раструб
Такой способ сварки не получил широкого распространения, хотя соединение труб является надежным. Сварка в раструб подразумевает соединение трубы не напрямую с другой трубой, как при сварке встык, а сварка с муфтой. Так как требуются дополнительные фитинги, то процесс, соответственно, становится дороже.









Наиболее часто такой способ применяется для монтажа трубопровода внутри помещения и при наличии большого количества различных изгибов и ответвлений.

Сварка в раструб
Электромуфтовая сварка
Электромуфтная или электромуфтовая сварка производится с помощью сварочного аппарата и специальных электромуфт. Такой способ соединения труб преимущественно применяется для монтажа длинных трубопроводов, когда произвести сварку встык невозможно и в зонах сейсмической активности.
На место соединения труб надевается муфта, которая подключается к станку для сварки и нагревается вместе с концами труб.
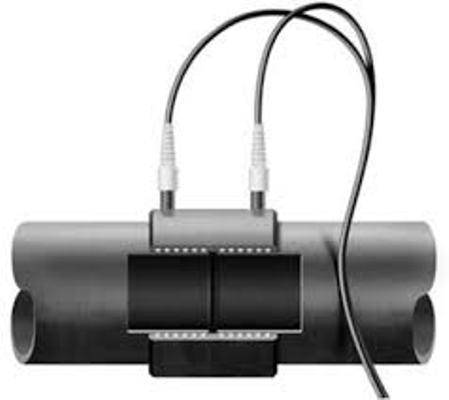
Электромуфтное соединение
Выбор наиболее подходящего метода сварки труб из полиэтилена обуславливается конструкцией системы и воздействием внешних факторов.
Типы аппаратов стыковой сварки
В зависимости от оснащённости, станок для стыковой сварки может принадлежать к одному из существующих типов.
Ручное сварочное зеркало. В состав такой модели входит только нагревательный элемент – зеркало. Все операции, начиная от подведения торцов, и заканчивая удержанием их в нужной позиции под давлением, производятся вручную.

Трубы больших диаметров свариваются только на аппарате с гидравлическим приводом
Отнести подобное оборудование к категории высокотехнологичного можно лишь с большой натяжкой, поскольку «человеческий фактор» не способствует получению качественного шва. Поэтому с помощью зеркал свариваются трубопроводы низкого давления, например, канализационные. Их главными достоинствами являются небольшая стоимость и малый вес.
Станок для сварки ПНД труб. Это агрегат более сложной конструкции, в нем имеется станина. На ней смонтированы нагревательный элемент, центратор с зажимами, торцеватель и привод. Центратор предназначен для фиксации и центровки концов. Торцеватель же осуществляет подрезку торцов и обеспечивает, таким образом, их плотное прилегание.
Если взять за основу критерий вид привода, подающего концы труб и прижимающего их торцами, то такое оборудование бывает:
- с механическим приводом. Аппарат приводит в действие мускульная сила сварщика, прикладываемая к рычагу либо винту. Поэтому станок такого типа не используют для сваривания ПНД труб, диаметр которых превышает 160 мм, поскольку от исполнителя потребуются чрезмерные усилия;
- с гидравлическим приводом. Именно такое оборудование применяют для соединения труб с диаметрами более 160 мм.
Общая информация
Термический процесс подразумевает применение приспособления для сварки полиэтиленовых труб, механизма для сварки полимерных продуктов низкого давления, паяльник.
Пластмасса – это органическое вещество, основой которого являются синтетические полимеры. Она образуется в результате полимеризации исходных низкомолекулярных соединений.
Полиэтилен – один из видов пластика, который выводят через преобразование из газа этилена. Это называется полимеризацией. В результате полиэтилен – это белая или бесцветная масса, из которой делаются тонкие пласты.
Пластик, пластмасса, полиэтилен, полипропилен, пропилен – все эти слова имеют синонимичное значение, если применяются в сфере сварочного производства, хотя с научных позиций это, разные понятия.
В нашем же деле расхождения между ними хоть и присутствуют, но не имеют большого значения.
Полиэтилен имеет несколько классификаций. Одна из самых применяемых – давление полимеризации. На таком основании выделяют:
- Полиэтилен высокого давления.
- Полиэтилен среднего давления.
- Полиэтилен низкого давления (высокой плотности).
- Линейный полиэтилен высокого давления.
Наибольшего распространения получили полимеры высокого и низкого давления. Последние отличаются жесткостью и поэтому более прочные. Необходимо учитывать это перед выбором аппарата для сваривания ПНД труб.
Для плавления пластиковых деталей высокой плотности нужна высокая температура, поэтому значение максимального нагревания вашего приспособления для сварки полиэтиленовых труб низкого давления должно соответствовать.
Мощность паяльника
При выборе паяльника следует обращать внимание на такой параметр, как мощность. В этом плане определяющее значение приобретает качество пластика, с которым предстоит работать, а также диаметр трубы
Для упрощения задачи с расчетами мощности рекомендуется использовать следующую формулу:
- Если для работ по монтажу водопровода планируется использовать трубы диаметром 16-75 мм, то лучше всего остановить выбор на модели сварочного аппарата с максимальной мощностью, равной 0,85 кВт.
- Если стоит задача по сборке пластиковых труб, имеющих диаметр порядка 90-125 мм, то рекомендуется выбирать сварочный аппарат, мощность которого составляет 1,5 кВт.
Если прибор имеет заниженные либо завышенные характеристики, то такими устройствами имеет смысл пользоваться узкоспециализированным мастерам, которым приходится по долгу своей службы выполнять монтаж труб. На каком бы варианте вы ни остановили выбор, обязательно следует ознакомиться с инструкцией. Этот документ содержит много полезной информации, в том числе и основные требования, которые должны быть соблюдены при эксплуатации подобного оборудования.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно







Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
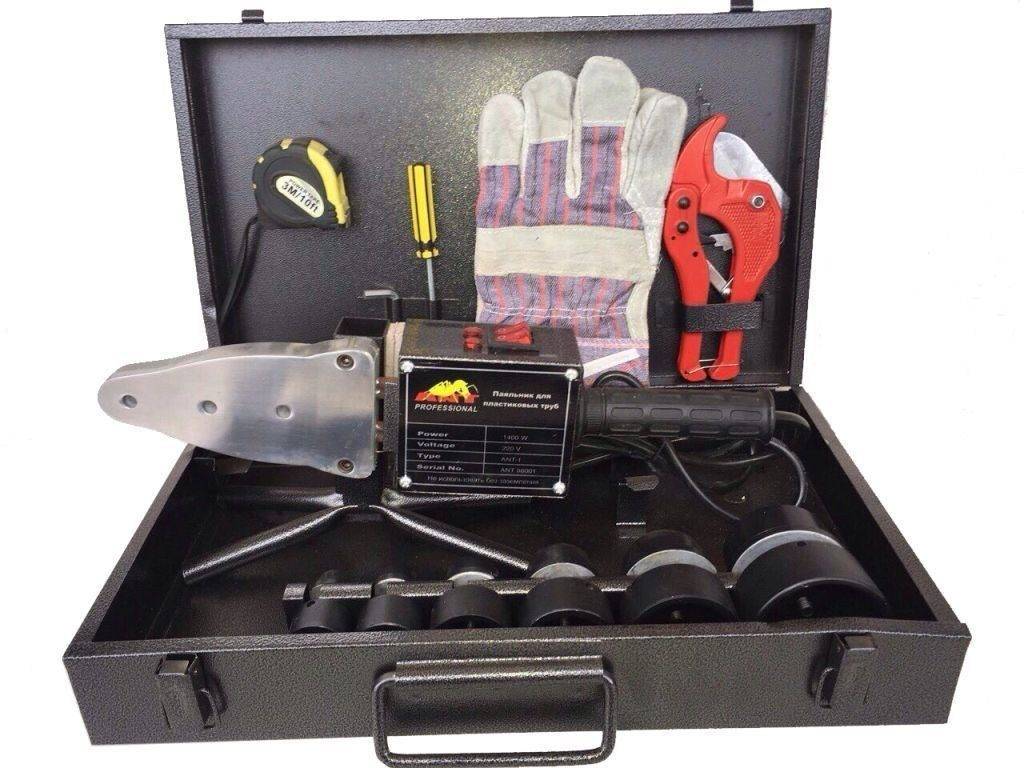
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
Состоит из:
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
Выбор подходящих насадок и их монтаж в агрегат для пайки.
Разогрев прибора до оптимальной температуры.
Размещение окончаний труб на насадках и прогрев до необходимой температуры.
Одномоментное снятие срезов и их соединение между собой
Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.










Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Это интересно: Как сделать паяльник для труб пвх своими руками, подробная инструкция
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.





