

Преимущества и недостатки медных труб
Почему медные трубы для водопровода столь популярны? Всё дело в том, что они обладают целым рядом преимуществ:
- Изделия не изнашиваются, не стареют и практически не утрачивают свою начальную прочность;
- Если труба для водопровода выполнена из меди, то она выдержит высокую температуру и давления, которые могут изменяться;
- Медь и трубы водоснабжения, выполненные из данного материала, имеют высокие антикоррозионные характеристики. На поверхности изделия образуется окисная плёнка, которая будет постоянно защищать изделие от агрессивного воздействия воздуха и воды;
- Изделия из цветного металла имеют абсолютно гладкую поверхность, что препятствует образованию накипи;
- Непроницаемая структура предохраняет питьевую воду от воздействия внешних сред: газов и вредных веществ;
- Монтаж медных труб и их обработка всевозможными способами доступны каждому. Они без особых усилий гнутся и просто соединяются как между собой, так и с использованием фитингов.
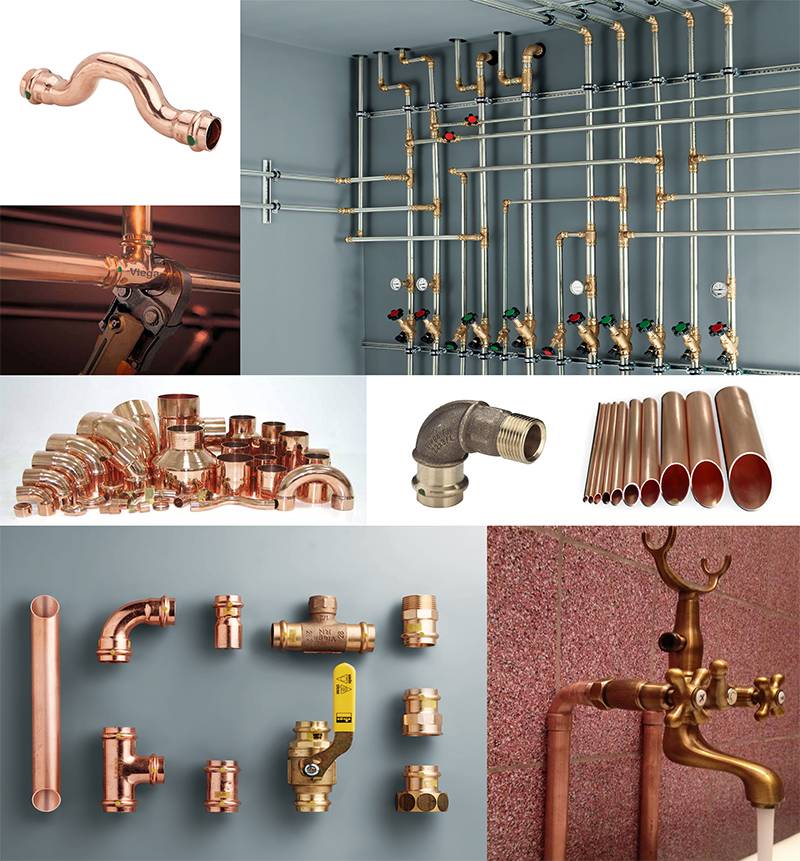
Фитинги, которые могут использоваться в медном трубопроводе
Обустройство системы водоснабжения из меди имеет свои недостатки. К ним относят высокую стоимость медных сантехнических аксессуаров. Процесс установки таких сообщений потребует от вас сосредоточенности, большое количество времени и наличие специализированного оборудования для прессовки и пайки.
Взаимодействие цветного металла с обычной сталью считается недопустимым, поэтому медные коммуникации водоснабжения можно соединять только с аналогичными изделиями.
Как устроен и работает фитинг под обжим
Это устройство включает в себя:
- Корпус;
- Обжимную гайку;
- Обжимное кольцо. Зачастую ставят одно или два кольца. Они повышают герметичность стыка, и обеспечивают противостояние высоким давлениям. Также это продлевает длительность использования конструкции.
Для производства этих элементов применяют:
- Латунь;
- Медь;
- Пластик;
- Металл.
Для медных трубопрокатных изделий чаще всего используют латунные фитинги. Их просто обрабатывать и они отличается невысокой стоимостью, если сравнивать его с медной продукцией.
А прочность латуни равняется нержавеющей стали, и укладывается она куда легче. Чтобы увеличить устойчивость фитингов из латуни, их покрывают никелем.

Покупая такие детали, необходимо учесть их вес (не берите легкие элементы). А еще специалисты рекомендуют приобретать их у известного изготовителя.
Так финансы не будут потрачены попусту, а магистраль будет работать бесперебойно и надежно.
Инструкции по монтажу с помощью фитингов
Существует два типа обжимных фитингов – так называемые прессовочные и компрессионные. Они создают абсолютно разные соединения, поэтому перед началом работ необходимо определиться, какие бы соединения вы хотели видеть: неразъемные или условно разъемные.
Элементы для прессовки похожи на фитинги под пайку, но по краям имеют неглубокие выемки с уплотняющими прокладками. С помощью специальных пресс-клещей, которые имеют комплект насадок для разного диаметра, производится опрессовка. В результате ее создается герметичное неразъемное соединение, которое нельзя отремонтировать, а в случае аварии возможно только заменить.
В магазине можно увидеть одинаковые на первый взгляд детали, однако они различаются характеристиками (составом, толщиной стенки и пр.). Фитинги для отопления помечены маркировкой зеленого цвета
Прессование создает прочное, надежное соединение деталей, при этом сохраняет геометрию труб и не деформирует соединительные элементы. Существует нюанс прессовки «мягких» медных изделий: перед операцией внутрь трубы вставляется опорная втулка, которая противостоит деформации податливого материала
Процесс прессования прост и не отнимает много времени. Из инструмента необходим стандартный набор для резки и обработки труб, а также пресс-клещи с нужной насадкой.
Галерея изображений
Фото из
Соединительные элементы необходимо подбирать по размеру трубы, который часто указывается в дюймах. Также не нужно забывать про маркировку, чтобы случайно не использовать фитинг для газа или ХВС
Для прочного соединения не требуются дополнительные смазки или растворы. Фитинг просто надеваем на трубу и легкими движениями устанавливаем в нужное положение
Необходимо точно обозначить место крепления, поэтому с помощью маркера помечаем границу соединения – просто обводим деталь по окружности
Вставляем соединенные детали в клещи, аккуратно зажимаем и производим прессование. Следим за тем, чтобы детали не разошлись – в этом помогает маркировка
Шаг 1 – выбор латунного или медного фитинга
Шаг 2 – соединение медной трубы и фитинга (уголка, крестовины, переходника)
Шаг 3 – маркировка места монтажа фитинга
Шаг 4 – прессование специальными пресс-клещами
Прессование считается надежным способом. Если планируется теплоизолирование медных труб, то можно воспользоваться утеплительными трубками, которые легко надеваются даже на изогнутые конструкции. После прессовки готовую отопительную сеть можно маскировать в штробах, закрывать декоративной обшивкой и заливать стяжкой.
Второй вид фитингов – компрессионные. Они отличаются конструкцией и процессом монтажа.
Компрессионный фитинг для медных труб – это сборное устройство, состоящее из трех частей: латунного или медного корпуса, обжимного кольца, которое еще называют цангой, и гайки
Порядок обжима следующий:
- на подготовленный конец трубы свободно накидывается гайка;
- затем надевается цанга;
- в последнюю очередь надевается корпус фитинга до упора;
- гайка накручивается вручную по резьбе, одновременно прижимая разрезное кольцо;
- соединение дотягивается разводным или подобранным по размеру гаечным ключом.
В процессе компрессионного обжима резрезное кольцо плотно обхватывает трубу, создавая прочное и герметичное соединение. Гайка со временем может разболтаться, поэтому трубопроводы с таким типом монтажа необходимо регулярно обслуживать. Соединения условно разъемные, так как их можно разобрать, однако фрагмент с зажатым кольцом при необходимости придется удалить и установить новый фитинг.
Общие сведения
Оптимальным решением во время монтажа водопровода в городах является применение труб из данного материала. Медные изделия не подвержены образованию коррозии, имеют долгий срок службы.









Справка! Изделия монтируют разными методами: путем пайки, сварки, либо используя фитинги для медных труб под обжим.
Положительные и отрицательные характеристики изделий. Монтаж трубопроводов при помощи обжимных фитингов провести быстро и просто. Данный метод не требует применения высоких температур либо специального оборудования.
Способ укладки позволяет вести работы в труднодоступных местах, для этого нужны инструменты в виде:

1.гаечных ключей.
2.калибратора.
3.резака.
Время, требующееся для проведения работ, невелико, зато трубопровод получается с высоким уровнем герметичности, может служить долго.
К недостаткам элемента для соединения конструкции относят необходимость периодически устраивать проверку, если надо подтягивать фитинг.
Важно! Так как фитинги требуют постоянной проверки, их нельзя монтировать под бетонную стяжку. Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой
Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой.
Если применять во время соединения обжимные устройства, то конструкцию можно применять много раз.
Внимание! Места стыков поддаются разборке и сборке много раз, при этом прочность соединения будет постепенно снижаться
Производители медных фитингов для труб отопления
VIEGA – это востребованный производитель из Германии, технологический лидер в выпуске водопроводных и отопительных систем, в том числе изделий из меди. Медные фитинги резьбовые этой компании считаются одними из лучших. Ассортимент фитингов VIEGA всегда полон и широк.
Tiemme – это компания из Италии. Она занимается выпуском обжимных фитингов для соединения труб из меди в отопительных и водоснабжающих системах. Продукция фирмы представлена широким ассортиментом, проверяется и сертифицируется известными международными аттестующими органами, имеет больше за 70 сертификатов качества в разных странах мира.
SANHA – это компания, которая направлена на производство медных фитингов в соответствии со строгими нормами качества. Продукция фирмы проходит на производстве несколько этапов контроля и соответствует международным качественным стандартам.
Comisa – ещё один итальянский производитель инженерной сантехники. Основное направление компании в производстве абсолютно герметичных труб из меди. Продукция Comisa имеет гарантию на соединение труб в течение многих лет.
Медный фитинг, медная труба и иные изделия из этого материала отличаются надёжностью и множеством положительных свойств. Изделия из меди дают возможность создавать прочные долговечные коммуникации, поэтому можно с уверенностью сказать, что их немалая стоимость оправдана.
Что такое цанговый фитинг?
Чтобы разобраться в данном вопросе, нужно понимать определение двух терминов: цанга и фитинг.
На рынке представлено изобилие фитингов из разных материалов: пластиковых, медных, стальных и т.д.
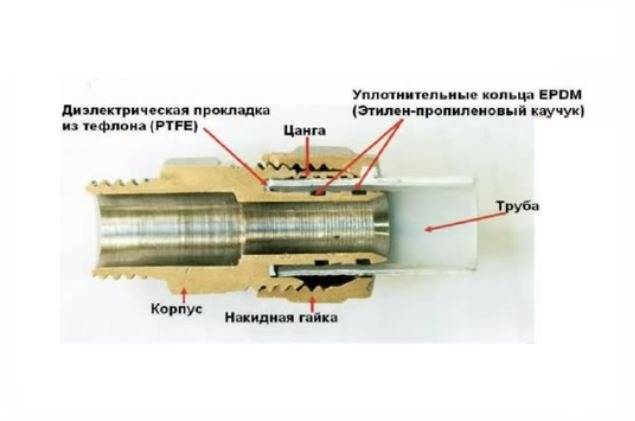
Монтаж цангового фитинга на пластиковую трубу (вид в разрезе)
Они могут использоваться как для простого соединения двух трубок одинакового диаметра, так и как переходники между трубами разных диаметров, разных материалов (к примеру, переход с медных труб на металлопластиковые), выполнять функции тройников, крестовин, углов, заглушек и т.д.
Благодаря цанговой фиксации фитинга, такое соединение не требует специальных знаний, инструментов или больших физических затрат. Но при этом соединения, произведенные данным способом, являются герметичными и долговечными.
- цанговые фитинги могут использоваться при монтаже трубопроводов, транспортирующих горячую и холодную воду, газы, масла, химические среды;
- температура транспортируемой среды не должна превышать 175ºC;
- допустимое давление не превышает 1,6 МПа;
- внутренний диаметр зажимных соединителей для пластиковых, металлопластиковых или медных труб представленных на строительном рынке, варьируется в пределах от 8 до 100 мм;
- цанговой фитинг может быть прямой, угловой, тройниковый, крестовой и т.д.
Виды цанговых фитингов
- прямой цанговой фитинг или муфта. Данный тип используется для соединения отрезков труб одного диаметра из одинакового материала;
- переходной фитинг требуется в случае необходимости соединить трубы разного диаметра или для перехода между трубами из разных материалов (к примеру соединение металлопластиковых и металлических труб);

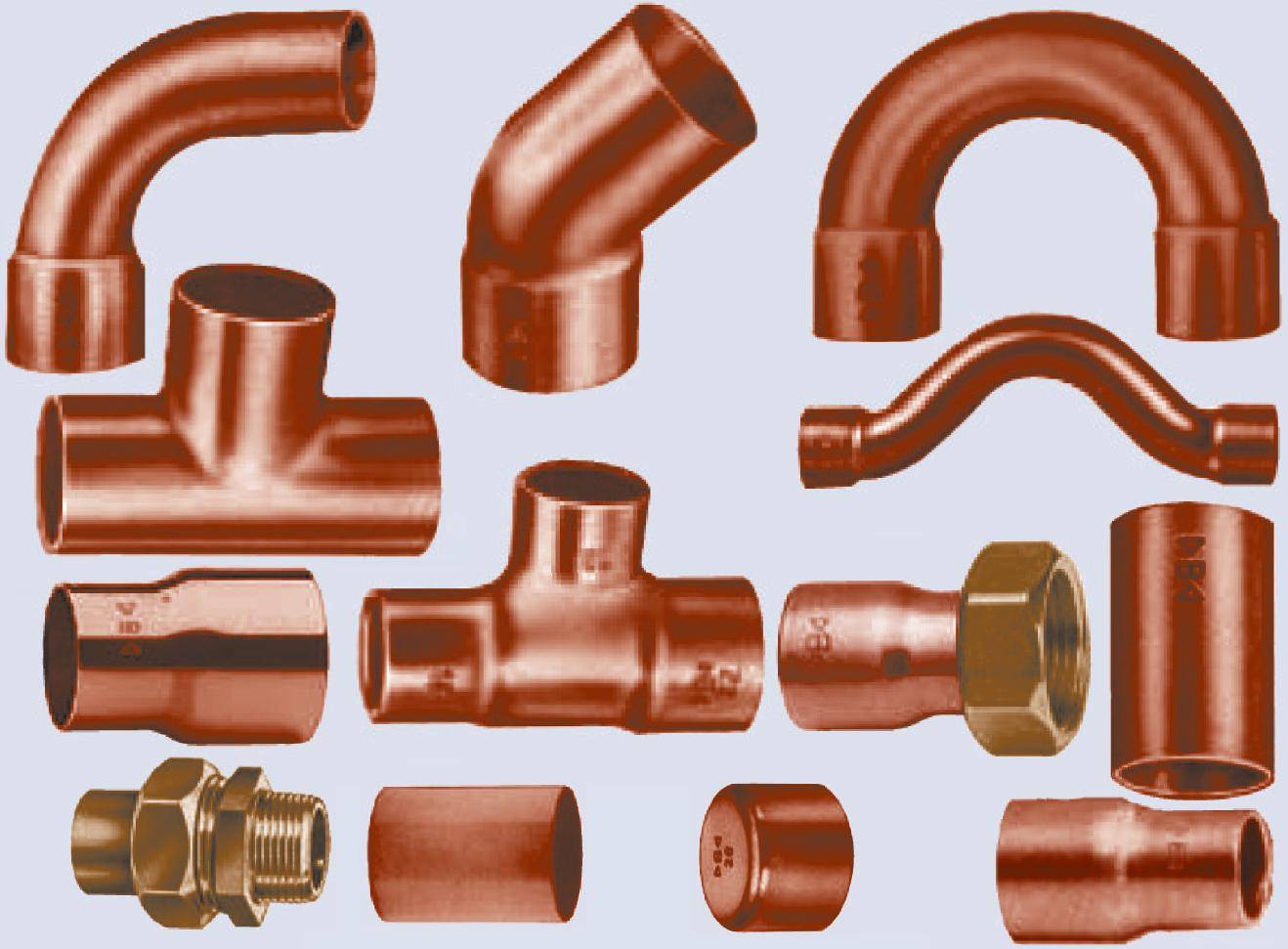
Виды цанговых фитингов (отвод, тройник, муфта, настенное крепление)
- угловой или отводный соединитель используют для обустройства углов и поворотов от 45 до 120 градусов;
- крестовина – элемент, позволяющий осуществить разводку потока в две стороны;
- тройник используют в случае необходимости одностороннего ответвления от потока;
- штуцер служит переходником с трубы на шланг;
- заглушка нужна для перекрытия потока в конце трубопровода.
Преимущества и недостатки
Цанговой фитинг – наиболее популярный соединительный элемент. Это обусловлено рядом его неоспоримых преимуществ:
- доступная стоимость;
- широкий модельный ряд;
- наличие в ассортименте любых профильных магазинов;
- легкость монтажных работ, с которыми справится каждый потребитель;
- возможность монтажа подручными средствами без приобретения какого-либо специального оборудования;
- герметичность и высокая надежность стыков металлопластиковых, пластиковых или медных труб;
- долговечность;
- возможность повторного использования соединительных элементов. Благодаря этому цанговые фитинги удобно использовать даже во временных конструкциях;

Для монтажа цанговых фитингов не требуется особый инструмент Однако существуют и некоторые недостатки:
от времени зажим цанги ослабевает, поэтому существует необходимость периодически подтягивать зажимную гайку;
следствием первого недостатка является категорический запрет на замуровывание цанговых соединителей в стены
Они должны быть всегда доступны для профилактического обслуживания и ремонта;
установка цанговых фитингов хоть и не требует особых знаний и навыков, однако требует ума и осторожности. Затягивать их нужно чувствительно, чтобы не треснула цанга или гайка (особенно это касается пластиковых соединителей).
Разновидности медных изделий
Существует несколько классификаций медных труб. Рассмотрим некоторые из них. По способу изготовления различают изделия:








- Неотожженные. Производятся из чистого металла методом штамповки или проката. Характеризуются высокой разрывной прочностью, которая составляет порядка 450 Мпа. При этом пластичность металла уменьшается, что создает определенные ограничения при использовании деталей.
- Отожженные. Отличаются особой технологией обработки. Трубы прогревают до 700С после чего постепенно охлаждают. В результате изделия несколько теряют свою прочность, но становятся более пластичными. Такие трубы прекрасно тянутся, непосредственно перед разрывом длина элемента может увеличиться в полтора раза. Отожженные изделия более мягкие, что упрощает их монтаж.
По форме сечения различаются круглые и прямоугольные элементы. Последние отличаются более высокой стоимостью, которая обусловлена сложностью их изготовления. Используются для производства проводников в статорных обмотках электрического оборудования, охлаждающихся жидкостным способом. Типоразмеры не изолированных медных изделий по внешнему диаметру варьируются от 12 до 267 мм. При этом каждый из типоразмеров может иметь разное значение толщины стенки, которое находится в диапазоне от 0,6 до 3 мм. Для газоснабжения используются изделия с минимальной толщиной от 1 мм. В сантехнике чаще всего используются типоразмеры 22, 18, 15, 12 на 1 мм, 52 на 2 мм и 42, 35, 28 на 1,5 мм.
Отожженые медные трубы несколько теряют в прочности, зато приобретают особую пластичность и мягкость, что облегчает процесс их монтажа
ГОСТ 52318-2005 регламентирует изготовление медных деталей в трех видах, различающихся степенью твердости, эксплуатационными и механическими свойствами:
- Мягкие. Обозначаются М или W, устаревшее r или F22. Выдерживают раздачу без трещин и разрывов в процессе увеличения наружного диаметра на 25%. Могут подвергаться гибке и бесфитинговому соединению «на холодную». Изделия применяются для обустройства систем отопления и водоснабжения с лучевым распределением подводки к отопительным и сантехническим приборам, а так же для тепловых насосов, напольного, а так же панельного отопления.
- Полутвердые. Маркировка П или НН, устаревший вариант z. Детали выдерживают раздачу в процессе увеличения диаметра трубы на 15%. Меньшая, чем у мягких изделий, пластичность требует использования нагрева для бесфитингового соединения. Для гибки потребуется трубогиб.
- Твердые. Обозначение Т или Н, устаревшее z6 или F30. При монтаже раздача трубы происходит только в процессе нагрева. Чтобы согнуть деталь используется трубогиб. Твердые, как и полутвердые, элементы применяются для обустройства магистралей без частого изменения направления движения и поворотов. Кроме того такие изделия используются для трубопроводов для которых требуется повышенная механическая прочность.
Некоторые производители выпускают специальные трубы с дополнительными опциями, которые востребованы для систем отопления и водоснабжения:
- С изоляцией полиэтиленовой тонкостенной оболочкой, толщина которой 2-2,5 мм. Материал устойчив к химическим и к механическим воздействиям, наносится на трубы, диаметр которых от 12 до 54 мм. Оболочка снижает теплопотери, присутствующие в системах отопления, и предупреждает возникновение конденсата на трубах холодного водоснабжения.
- С защитной изоляцией толщиной от 2,5 до 3 мм. Внутренняя сторона оболочки из полиэтилена оснащается мелкими продольными зубцами, образующими воздушные каналы. Таким образом, улучшаются теплоизоляционные характеристики, и появляется возможность осуществления теплового расширения замоноличенной трубы при колебаниях температуры.
- С теплоизоляционной оболочкой из вспененных материалов: синтетического каучука, пенополиэтилена, мягкого пенополиуретана и т.п. Ширина изоляционного слоя может превышать 30 мм. Оболочка используется для снижения высокой теплоотдачи в системах горячего водоснабжения и отопления.
При необходимости можно приобрести специальные детали для укрытия и теплоизоляции смонтированных трубопроводов.
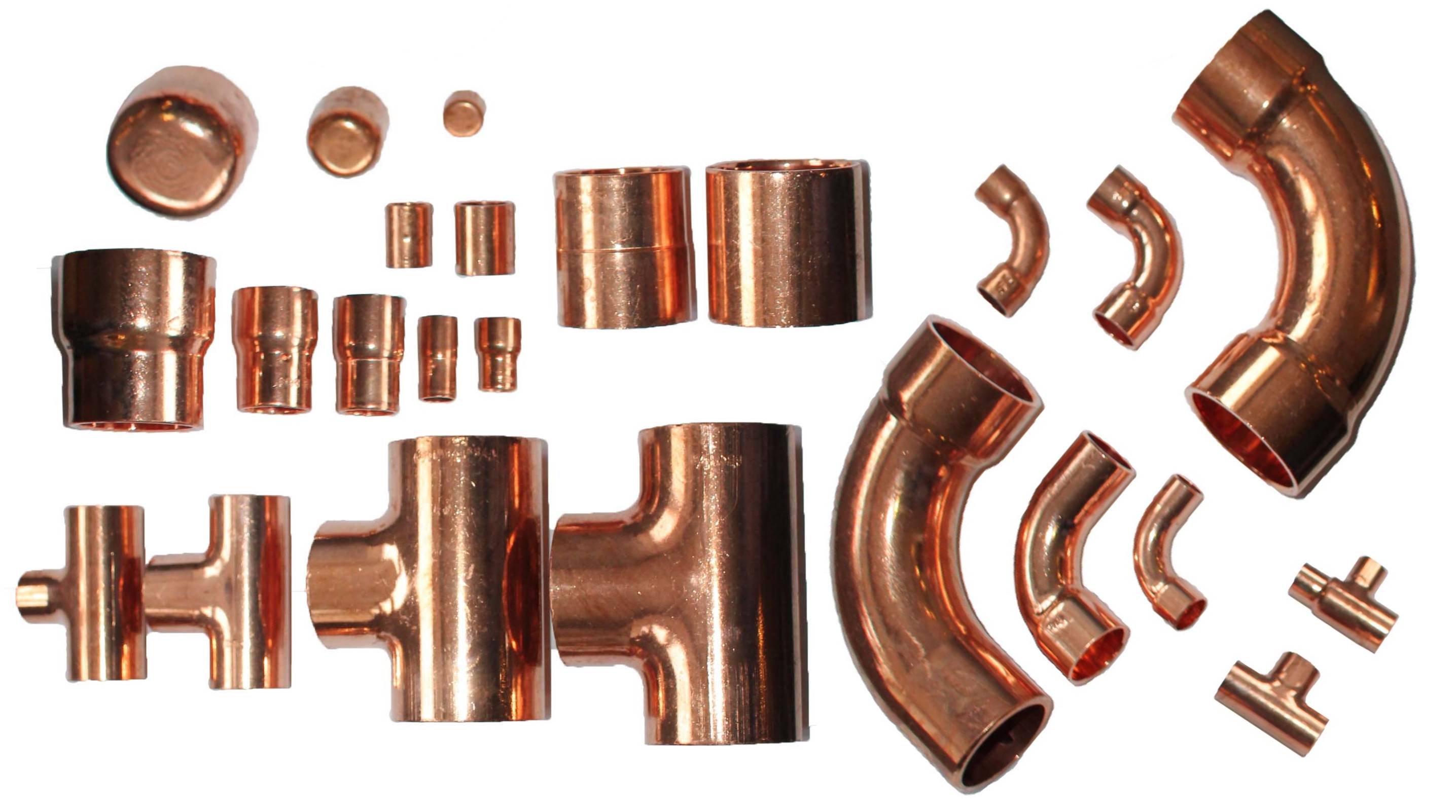
Для соединения медных деталей используются фитинги. Их ассортимент очень широк. Они различаются формой и предназначены для осуществления различных типов соединений
Способы производства коммуникаций
ГОСТ определяет 2 технологические операции по получению медной трубы:
- прокат;
- прессование (предполагается последующая сварка стыков).
Для производства круглых труб подходят оба метода. Изделия с квадратным сечением изготавливаются преимущественно прессованием. Прокатные трубы предполагают использование метода холодного деформирования. Без предварительного нагревания пластичный металл – медь – можно прокатать между двумя вальцами. На прокатный стан просто надевается заготовка – гильза. Она и выкатывается до необходимого диаметра.
На этапе финальной обработки коммуникации делятся на неотожженные трубы и подвергнутые отжигу изделия. Первый тип прочнее, чем термически обработанные аналоги, поскольку при прокате произошло уплотнение материала путем деформации кристаллической решетки.
Прессованные изделия производятся из меди в листах на специальных станках. Из каждого листа вырубается мерная заготовка, которая подается на формовочные прессовые вальцы. После придания необходимой формы заваривается стыковочный шов.
На последнем этапе сварная труба пропускается сквозь калибровочные вальцы, которые выравнивают профиль изделия, а также исправляют продольную деформацию.
Медные трубы поставляются в бухтах или прямых отрезках — это зависит от их диаметра
Как соединить медные трубы | Все о трубах
Монтаж медных трубопроводов предполагает умение правильно делать соединения труб и арматуры. Об этом мы и расскажем в этой короткой статье.
Медные трубы можно соединять с муфтой без развальцовки торцевой части трубы. Преимуществом такого соединения является то, что его можно в любое время разобрать и собрать по второму разу. Там же где нет возможности работать с газовой горелкой или же невозможно полностью слить воду из старой трубы, используется соединение с развальцовкой. Делается такое соединение следующим образом. Первым делом обрабатывается торец трубы с тем, чтобы его поверхность была идеально ровной. После этого на трубу одевается муфта, а внутрь трубы направляется конус развальцовки. После этого следует стянуть зажим развальцовки и медленно вращать её винт. Это нужно делать до тех пор, пока угол расширения трубы не достигнет сорока пяти градусов. После этого винт нужно выкрутить, зажим ослабить и снять с трубы развальцовочное устройство. Теперь муфту можно сдвигать в сторону торца трубы до упора и закручивать гайку.
Однако чаще медные трубы соединят между собой с помощью фитингов. В отличии от пластиковых труб, фитинги в медных трубах не обжимаются, а впаиваются. Такая пайка может быть как высокотемпературной, так и низкотемпературной. В первом случае используется твёрдый стержневой припой с высокой температурой плавления. Прогрев труб и фитингов при этом должен производится ацетиленовыми или же пропановыми горелками, так как температура их пламени очень высокая. При низкотемпературной пайке используется мягкий припой, выполненный в виде проволоки. Прогрев можно делать обычной паяльной лампой. На практике высокотемпературную пайку применяют при раструбных соединениях, а низкотемпературную при фитинговых.Технология пайки несложная. Сначала спаиваемая поверхность трубы и фитинга очищается от окиси и покрывается флюсом. Затем на трубу одевается фитинг и место будущего соединения прогревается до тех пор, пока расплавленный припой не заполнит зазор между трубой и фитингом. Следует иметь в виду, что припой должен плавится не в пламени горелки, а от температуры разогретого металла. После остывание соединение приобретает высокую прочность. После этого остаётся лишь снять с поверхности остатки флюса.
Также в медных трубопроводах используются и резьбовые соединения
Обращаться с ними нужно предельно осторожно, так как сорвать медную резьбу можно даже не прилагая для этого чрезмерных усилий. В резьбовых соединениях для медных труб всегда используется обжимное кольцо, которое предназначено для равномерного распределения нагрузки по всей площади соединения
Работа эта делается в такой последовательности. Сначала обрабатывается торец трубы, затем на трубу одевается накидная гайка, а на самый край обжимное кольцо. Затем фитинг вставляется в трубу до упора и осторожно закручивается накидная гайка.
xn--80abcm9bmekkw.xn--p1ai
Как производится капиллярная пайка с фитингом
Перед началом работы следует подготовить инструменты и материалы:
- газовую горелку;
- флюс;
- припой;
- труборез;
- фаскосниматель;
- ершик и мелкую наждачку.
Порядок действий:
Галерея изображений
Фото из
Берем медную трубу и отрезаем кусок нужного размера, используя труборез. Другой инструмент не подойдет, так как возможно деформирование трубы. Срез должен быть идеально ровным
Берем фаскосниматель и уверенными, но аккуратными движениями убираем лишний материал. Обработать необходимо обе стороны – наружную и внутреннюю
Используя мелкую наждачную бумагу или абразивную губку по металлу, тщательно зачищаем конец трубы, чтобы она стала идеально гладкой и блестящей
Чтобы припой ложился ровно, на рабочую зачищенную область наносим пасту или флюс. Тонкий и аккуратный слой обеспечен использованием кисти с натуральной щетиной
Подготовить необходимо и фитинг. Для этого зачищаем внутреннюю стенку металлическим ершиком с удобной ручкой, стараясь обработать всю поверхность без пропусков
Как и трубу, фитинг покрываем флюсом или пастой для пайки. Обработать необходимо посадочное место полностью, только так можно создать хорошие условия для затекания припоя
Надеваем фитинг на конец медной трубы так, чтобы образовалось телескопическое соединение. Остатки выступившего флюса удаляем сухой тряпочкой
Нагреваем место соединения горелкой и аккуратно подносим к зазору припой, не допуская перегрева медных труб. Олово плавится и заполняет пустое пространство
Шаг 1 – отрезание трубы
Шаг 2 – удаление фаски
Шаг 3 – зачистка наружной стенки трубы
Шаг 4 – обработка трубы пастой для пайки
Шаг 5 – зачистка внутренней части фитинга
Шаг 6 – обработка фитинга пастой для пайки
Шаг 7 – соединение фитинга и трубы
Шаг 8 – пайка горелкой
После остывания оловянного припоя образуется прочное соединение, обеспечивающее стопроцентную герметичность. Процесс пайки без фитинга производится по той же схеме, но с единственным отличием: вместо соединительного элемента обрабатывается конец второй трубы, надеваемой сверху внахлест. Зазор между трубами тем же способом заполняется расплавленным припоем.










Основные преимущества применения медных труб:
Конечно же долговечность. Медные трубы не подвержены коррозии в естественных средах, технические характеристики неизменны на протяжении десятилетий. Поверхность внутренних стенок остается гладкой, что препятствует возникновению отложений, а наружных, как правило, не требует дополнительной защиты. Медный трубопровод эксплуатируется без ремонта и замены практически столько же, сколько и сам дом. Прочность и термостойкость
Медь абсолютно непроницаема для других веществ, в том числе и кислородома, что очень важно для избежания коррозии элементов системы отопления. Высокая теплопроводность
Коэффициент теплоотдачи меди обеспечивает быстрый обогрев помещения и эффективность использования теплоносителя на максимально высоком уровне. Благодаря этому теплоотдача максимальна, повышается КПД системы отопления, соответственно, снижается расход энергии. Незначительный коэффициент температурного линейного удлинения (расширения) – составляет 0,1% от длины при нагреве от 20°С до 90 °С, то есть всего 5 мм для трубы длиной 5 метров. Не страшна «разморозка» системы. Благодаря прочности и пластичности меди труба из нее выдерживает несколько замораживаний теплоносителя (до 3-х для труб из твердых марок меди и до 6-ти – для мягких) без разрушительных последствий для трубопровода. Хлор, практически всегда содержащийся в воде систем отопления и водоснабжения, способствует образованию на внутренней поверхности трубы слоя патины – тончайшего прочного защитного слоя, обеспечивающего значительное продление срока службы медного трубопровода.
Основные недостатки применения медных труб:
Несовместимость с другими материалами. При наличии в системе алюминиевых элементов начинается активные электрохимические реакции. При прямом соединении с изделиями из других металлов разрушение происходит достаточно быстро. Для улучшения ситуации можно использовать латунные переходники и фитинги. Но в одной системе алюминий и медь лучше не совмещать — возможна реакция, при которой выделяется большое количество газов и при отсутствии газовыпускных клапанов систему может попросту разорвать. В кислой среде медь начинает разрушаться. Потому в системе отопления нужно использовать теплоноситель с нейтральным PH или со слабо-щелочным. При наличии в теплоносителе твердых частиц быстро происходит стирание, так как это мягкий и пластичный материал. Потому необходим механический фильтр, для удаления абразивных частиц из среды. Требуется изоляция от блуждающих токов. Медь – отличный проводник электрического тока, потому требуется контур заземления и наличие диэлектрических прокладок в системе. Сложность монтажных работ. Требуется специальное оборудование и квалифицированный персонал. Медные трубы боятся контакта с бетоном (окисляются). Скорость разрушения зависит от состава стены, но в любом случае лучше уложить трубу в ПВХ оболочку.
Соединения медных труб отопления производят различными способами: Неразъемные. Пайкой, после соединения стыкуемых деталей методом в раструб или с помощью фитингов, а также посредством пресс-фитингов с использованием специального инструмента.; Разъемные. С помощью обжимных фитингов и с резьбой (резьба только на одном конце фитинга). Вместо медных могут использоваться бронзовые или латунные фитинги. Для установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать в стены. Установка прессовых фитингов при помощи специальных пресс-машин. Они сами стоят недешево, и их аренда тоже. Зато соединение получается герметичным и надежным, но неразъемным.





