

Производственная необходимость

Контактная сварка из трансформатора для микроволновки Точечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Что потребуется для изготовления своими руками
Для предстоящей сборки нагревателя из инверторного механизма потребуется подготовить:
- Корпус будущего агрегата. Его делают из полимерной трубы диаметром 50 мм, которая устойчива к нагреву.
- Нагревательный элемент. В качестве этой детали можно использовать проволоку из нержавеющего материала.
- Держатель для проволочных отрезков. Это металлическая сетка с небольшим сечением ячеек.
- Индукторная составляющая. Подойдет медная проволока.
- Система подачи жидкости. Для этих целей используется циркуляционный насос.
Кроме того, потребуется подготовить терморегулятор и элементы подключения к отопительному контуру, к которым относятся шаровые краны и переходники.
Как сделать аппарат для аргоновой сварки
При работе с цветными металлами и их сплавами в домашних условиях аргонная сварка своими руками – один из наиболее подходящих способов соединения металлических заготовок.
Стремление к самостоятельному изготовлению аппарата, предназначенного для аргоновой сварки, объясняется высокой стоимостью промышленного оборудования, содержащего в своём составе множество различных узлов. К этому следует добавить высокую цену самого инвертора, позволяющего сваривать аргоном в самых различных режимах.
Устройство и принцип действия
В тех случаях, когда предполагаются лишь разовые домашние операции – предпочтительнее собрать аппарат для аргонодуговой сварки своими руками. Реализацию этой затеи облегчит подход, при котором применяются готовые блоки, входящие в состав ряда бытовых устройств, а также подходящие подручные материалы.
Перед началом сборки аппарата своими руками желательно изучить его принцип функционирования и устройство.
При комплектации аппарата аргоновой сварки нужно исходить из того, что для работы в инертной среде в целях экономии применяется не чистый аргон, а его смесь с углекислотой.
Большое значение также имеет используемая в инверторном модуле схема формирования выходного тока. Она гарантирует получение дуги высокого качества без окисления шва.
Исходя из этих условий, полный комплект оборудования для работы в аргоновой среде должен содержать такие обязательные узлы, как:
- источник сварочного тока, в качестве которого может использоваться любой импульсный инвертор подходящей мощности с возможностью смены полярности;
- комплект из нескольких баллонов, оснащённых редукторами и датчиками давления, обеспечивающих подачу смеси газов в зону аргоновой сварки;
- соединительные шланги со встроенными электрическими проводами и газовыми каналами, позволяющими доставлять к месту сваривания все необходимые компоненты и оснащённые разъёмом особой формы;
- газовая горелка с соплом и специальным держателем, позволяющим фиксировать неплавящийся электрод;
- встраиваемый в питающий модуль осциллятор со схемой задержки токового импульса.
Собирая своими руками поэтапно аппарат для аргоновой сварки, надо обязательно подготовить шланги, а также побеспокоиться о надёжности электрических соединений подводящих кабелей.
Варианты исполнения
Возможно несколько подходов к изготовлению своими руками аргонового сварочного аппарата, отличающихся разным уровнем материальных затрат. Самый дешёвый вариант предполагает использование готовых модулей и запасных частей.
Такой подход позволяет получить простую в исполнении конструкцию инверторного агрегата, обладающего возможностью варить как постоянным, так и переменным током.
Вдобавок к этому потребуется комплект шлангов в сборе с заводской горелкой и специальный блок (осциллятор), значительно облегчающий розжиг дуги. И, наконец, нужно будет побеспокоиться о приобретении готового узла задержки токовой подачи.
Второй подход к реализации проекта аргоновой сварки состоит в изготовлении своими руками всех сборных модулей и электронных плат, что несколько снижает суммарные затраты. Однако в этом случае от исполнителя потребуется высокий профессионализм, а также достаточный запас свободного времени.







Перед набором запчастей и деталей следует внимательно изучить электрическую схему будущего устройства и составить чёткий план соединения электронных блоков.
Варианты принципиальных схем сварочного аппарата с осциллятором
За основу комплекта для аргоновой сварки всегда берётся типовой блок питания, собираемый на базе трансформаторного преобразователя и диодного мостика с ёмкостными фильтрующими элементами на выходе.
С их помощью формируется пониженное напряжение (от 45 до 60 Вольт), которое после импульсного преобразования в инверторе вновь выпрямляется и обеспечивает на выходе требуемую величину сварочного тока.
Изготовление своими руками инверторного модуля сопряжено с большими трудностями профессионального характера. Проще всего использовать готовый импульсный блок от бытового прибора с подходящими характеристиками после его доработки и перенастройки.
1 Сфера применения технологии, плюсы и минусы
Ключевой особенностью технологии аргонодуговой сварки является то, что в отличие от обычного метода сварной шов прокладывается в среде защитного облака из защитного газа — аргона. Также разница заключается в значительно меньших температурах столба дуги, которые не превышают 2000 градусов, что дает возможность использовать неплавящиеся вольфрамовые электроды.
Данная технология практикуется при работе со следующими видами металлов:
- Алюминий. Соединение алюминия обычной электродуговой сваркой невыполнимо из-за высокой теплопроводности металла, сохранение цвета которого при нагреве до температуры плавления возможно только в среде защитного газа. Также на поверхности оксида в стандартных условиях быстро образуется пленка оксидов, ухудшающая качество шва.
- Нержавеющая сталь. Характерной особенностью сварки нержавейки является необходимость применения присадочной проволоки из аналогичного материала, присадкой в данном случае долен покрываться образовавшийся на поверхности металла слой окиси. Режим сварки подбирается так, чтобы шов медленно остывал в аргоновой среде, при отключению подачи газа сразу по завершению стыковки на поверхности нержавейки могут пойти трещины.
- Чугун. ТИГ технология зачастую практикуется при ремонте сантехнический и канализационных труб либо с целью ремонта дефектов чугунных конструкций, возникших в процессе их отлива. Перед прокладыванием сварного шва соединяемые детали необходимо нагреть до температуры 150-300 градусов во избежание растрескивания материала.
- Титан. Сварка титана аргоном является единственным возможным методом обработки данного металла, поскольку без защитного газа уже при 450 на его поверхности образуется окалина и оксидная пленка, провоцирующие появление трещин. Особенностью работы с титаном является применение вспомогательных накладок для подачи газа на тыльную сторону свариваемых поверхностей.
- Медь и латунь. Соединение данных металлов можно выполнять и по стандартной технологии, однако сварка меди аргоном обеспечивает лучшее качество шва. Медь и латунь имеют низкую температуру плавления, поэтому их нагрев при реализации ТИГ метода не превышает 350-400 градусов.
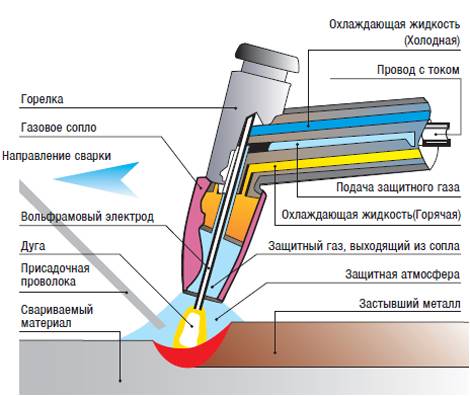
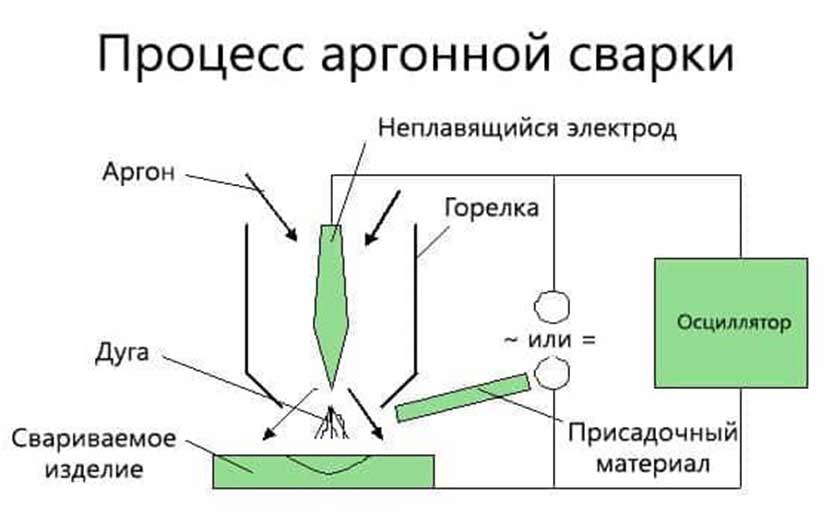
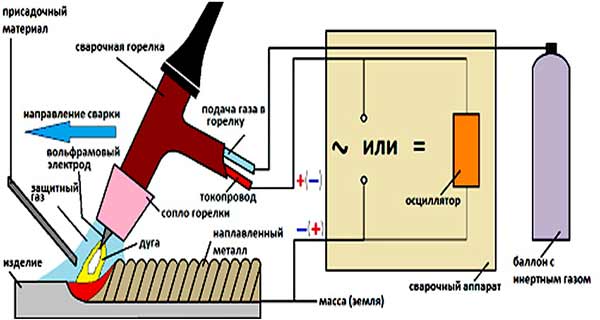
Схема аргонодуговой сварки
Сварка в среде аргона имеет ряд преимуществ, не доступных другим технологиям соединения металлов, а именно:
- низкий нагрев поверхности стали — для титана, чугуна и меди сильное прогревание является критичным;
- высокая продуктивность сварочных работ;
- качественный и визуально эстетичны сварной шов;
- сравнительная простота технологии и возможность ее реализации в домашних условиях.
Однако есть у данного метода и недостатки, к которым относится необходимость применения большого количества вспомогательного оборудования, сложности в выборе режима аргонодуговой сварки, а также трудности при работе в условиях сквозняка либо ветра, которые разрушают защитное аргоновое облако.
Варим в аргоне алюминий
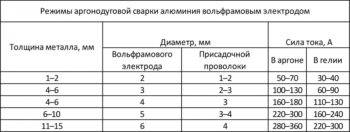 Режимы сварки алюминия аргоном.
Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
 Механизированная и ручная сварка.
Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Особенности аргоновой сварки
Сварка в аргоновой атмосфере отличается от обычной ММА такими особенностями:
- производится при постоянном обдуве аргоном;
- ток может использоваться как переменный, так и постоянный (обратной полярности);
- необходимо использовать вольфрамовый электрод;
- без присадочной проволоки варить можно только особо тонкие листы;
- для розжига дуги необходим осциллятор;
- техника проводки электрода имеет определенную специфику.
Рассмотрим все пункты по отдельности. Может показаться, что они напрямую не относятся к теме, как из обычного инвертора сделать профессиональную аргоновую сварку, но, зная эти тонкости, станет легче учесть все особенности аппарата и технологии.
Схема аргонной сварки:
Зачем нужен аргон
Этот элемент (Ar) входит в группу (18) инертных (можно посмотреть в периодической таблице) газов, которые в обычном состоянии практически не взаимодействуют с большинством веществ, включая металлы, кислоты, соли и щелочи. По распространенности в природе он находится на третьем месте после кислорода и азота, что определяет его достаточно невысокую цену по сравнению, например, с гелием. Практические свойства при сварке определяет его вес — он тяжелее азота и кислорода более чем в два раза, появляясь в зоне сварного шва, он попросту вытесняет эти газы и окутывает ванну, не допуская возникновения химических реакций окисления. Этот факт необходимо учитывать при сварке на открытом воздухе — сильный или умеренный ветер может ухудшить качество сварки.
Сварочный ток
Электрический ток напряжением 30-80 В и силой 20-200 А — диапазоны, применяющиеся при сварке цветных металлов в инертной атмосфере. Выбор параметров тока производится согласно специальных таблиц и зависит от диаметра электрода и толщины свариваемого металла. Правильно выбрав характеристики тока, вы сможете выполнить самый сложный шов даже на самодельном аппарате.
Электрод
Вольфрамовый остро заточенный стержень, использующийся в роли электрода удобен тем, что:
- он не плавиться (Т плавления выше 3000 0С, даже при красном калении он не размягчается) при температурах сварки цветных металлов;
- позволяет получить очень тонкую дугу, дает возможность формирования компактного шва;
- испарение электрода составляет не более 0,01 грамма на 1 м шва.
При этом промышленность выпускает такие электроды в более чем 25 видах, выбрать нужный не составит особого труда.
ПОСМОТРЕТЬ Вольфрамовые электродыа AliExpress →




Присадочная проволока
Дополнительный материал, который при сварке плавиться электрической дугой и заливает шов. При застывании он образует монолитное соединение. На особо тонких листах проволока практически не нужна, но для сварки объемных деталей она необходима. Материал проволоки выбирается в соответствии со свариваемым металлом: для алюминия — алюминиевая, для нержавейки — из легированной стали определенной марки.
ПОСМОТРЕТЬ Присадочную проволоку на AliExpress →
Осциллятор
При сварке постоянным током вольфрамовым электродом довольно сложно разжечь электрическую дугу. Если выполнять эту операцию касанием, как при сварке ММА, то возможно пригорание электрода, проплавление металла, приварка части материала к острию электрода и прочие неприятности.
Осциллятор — специальный аппарат, который вырабатывает высокочастотный ток для подачи импульса розжига. В дальнейшем он периодически генерирует поддерживающие импульсы, стабилизирующие дугу и позволяет сварщику уверенно работать как при постоянном, так и при переменном токе.
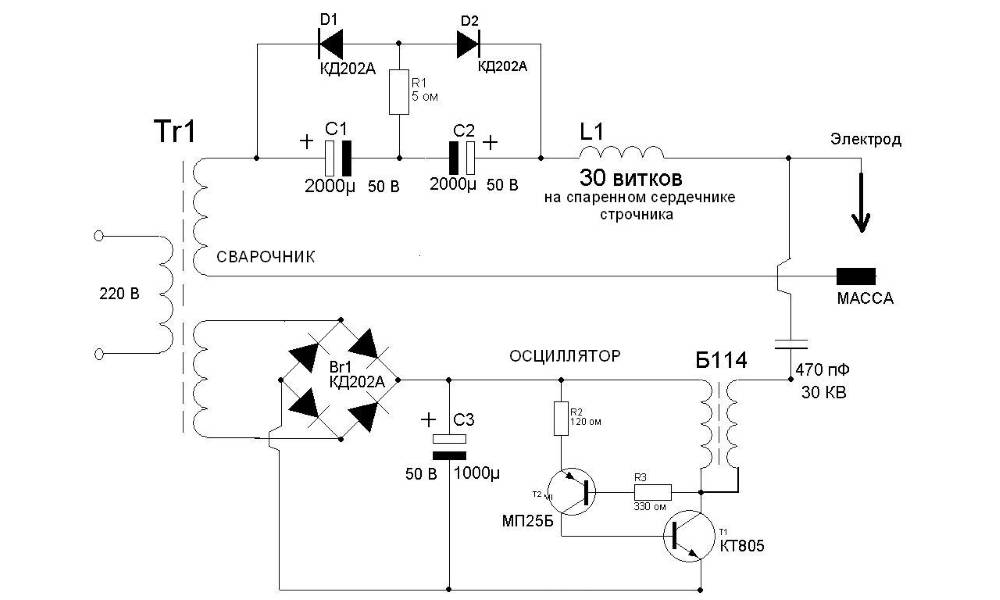
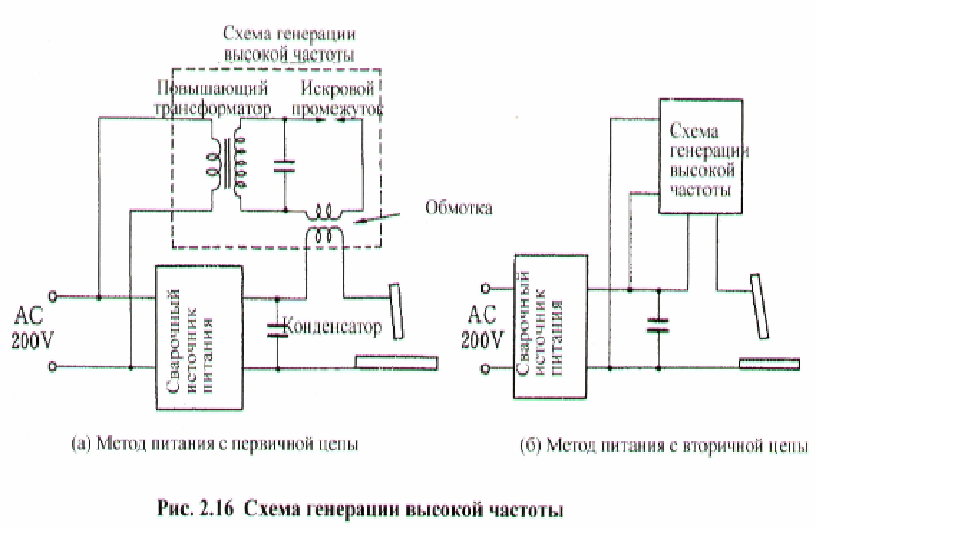
Перед тем, как сделать полноценную аргоновую ТИГ сварку самому, необходимо купить осциллятор, например УВК 7, или собрать его самостоятельно по одной из схем:
№1
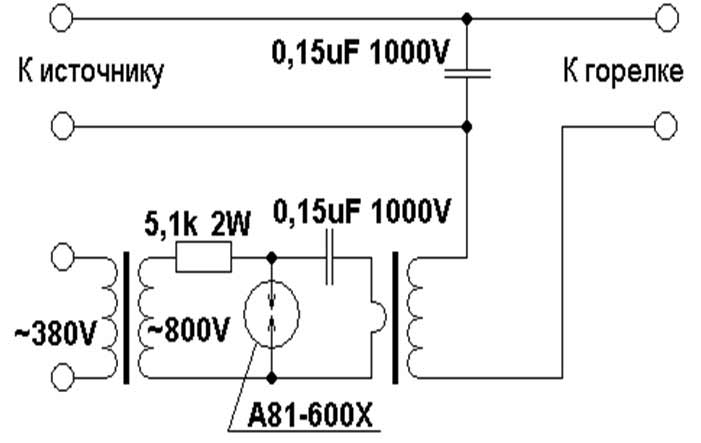
№2
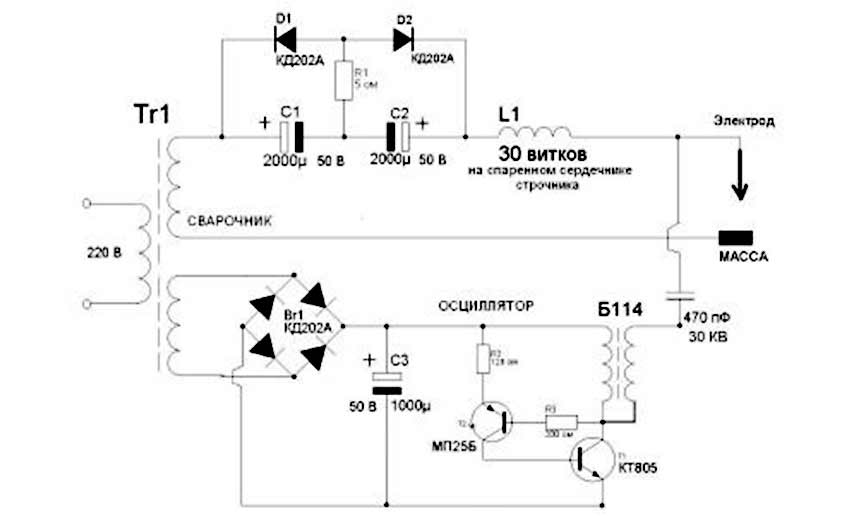
Но практика показывает, что осциллятор заводского изготовления работает намного надежнее. А цена его не столь высока, чтобы тратить неделю времени на поиск деталей, сборку и настройку самодельного устройства.
Тем более, что заводской осциллятор подключается очень просто практически к любому аппарату инверторного или трансформаторного типа — достаточно при помощи специальных разъемов навесить его на сварочные электрокабели. Он работает параллельно с аппаратом и на сварочный ток влияния не оказывает, поддерживая только стабильность дуги.
Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
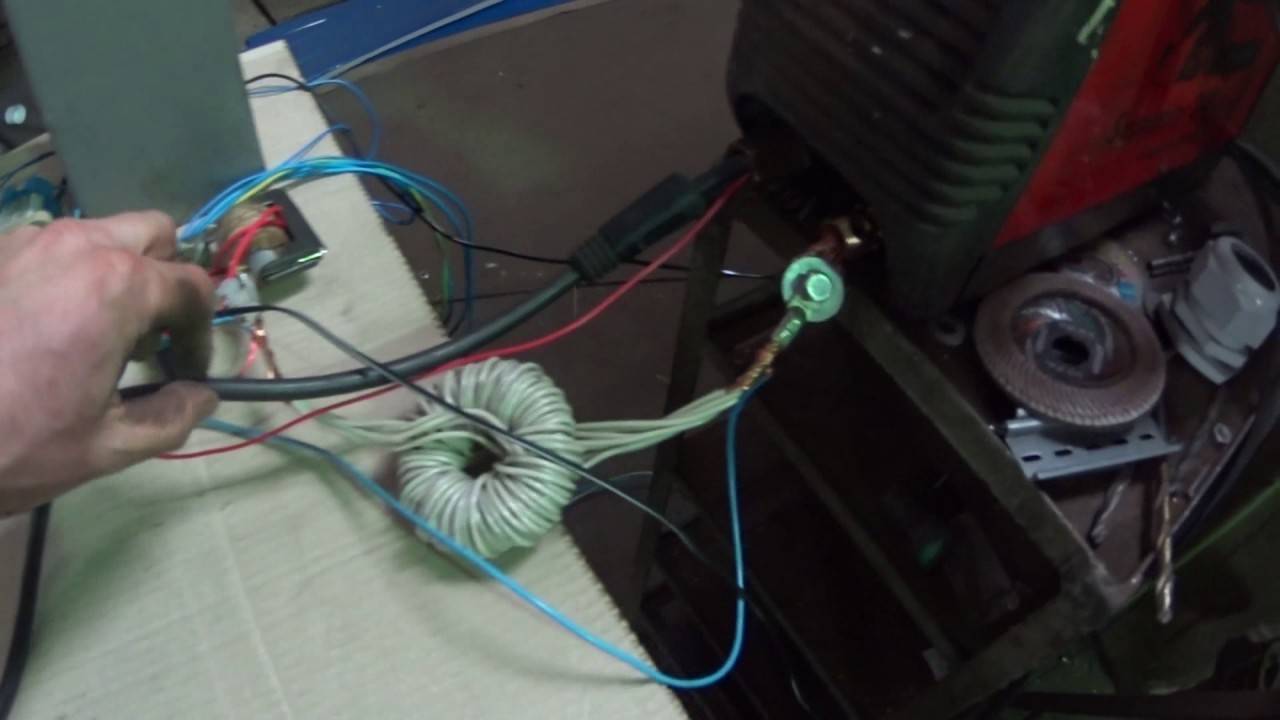
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
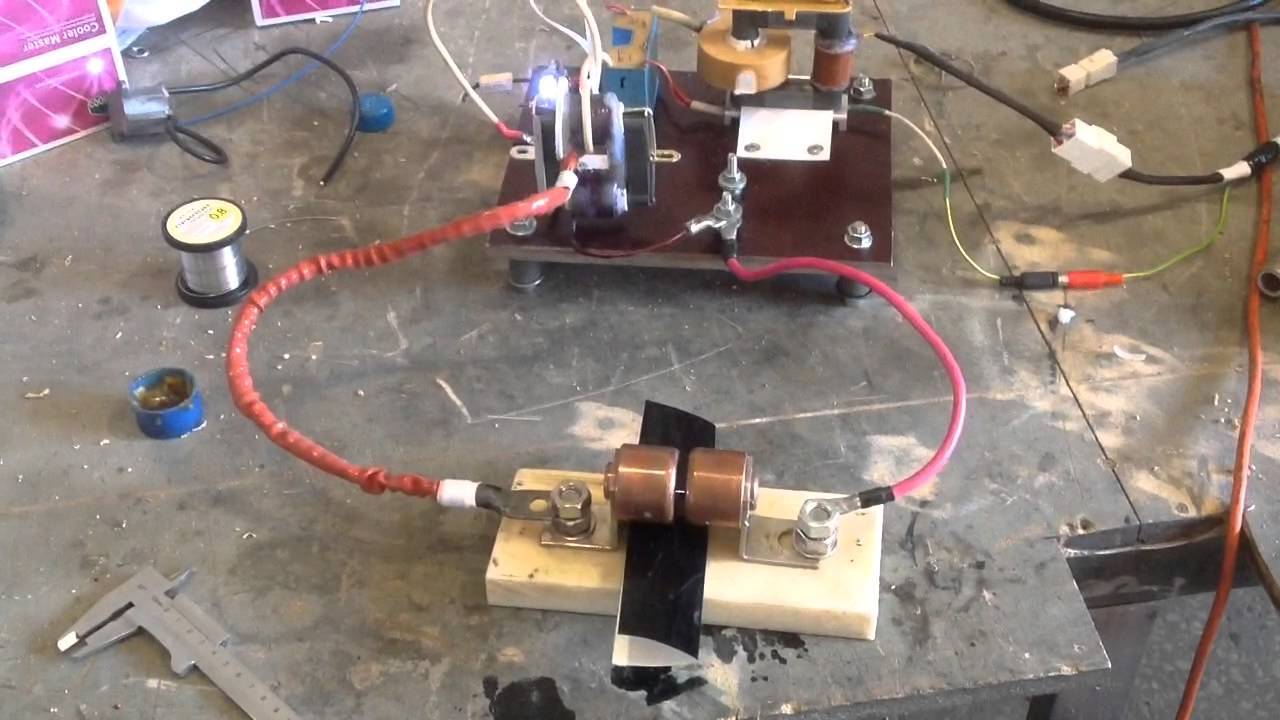
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
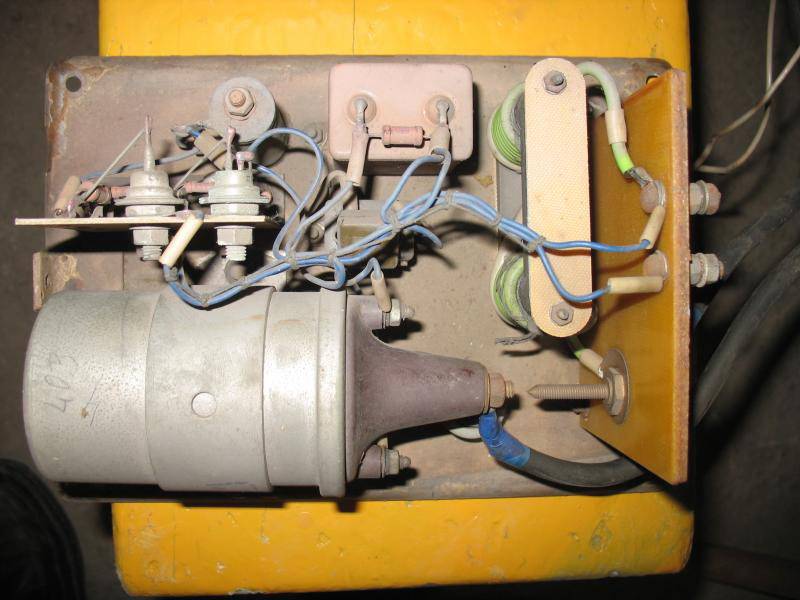
Из микроволновки
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
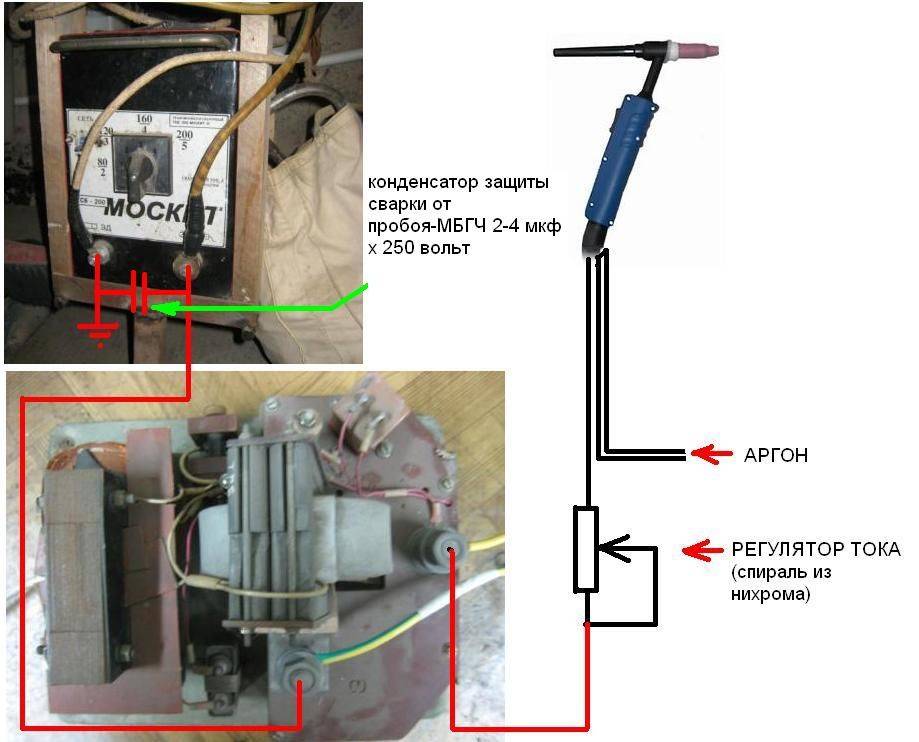
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.

Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.








Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.

Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
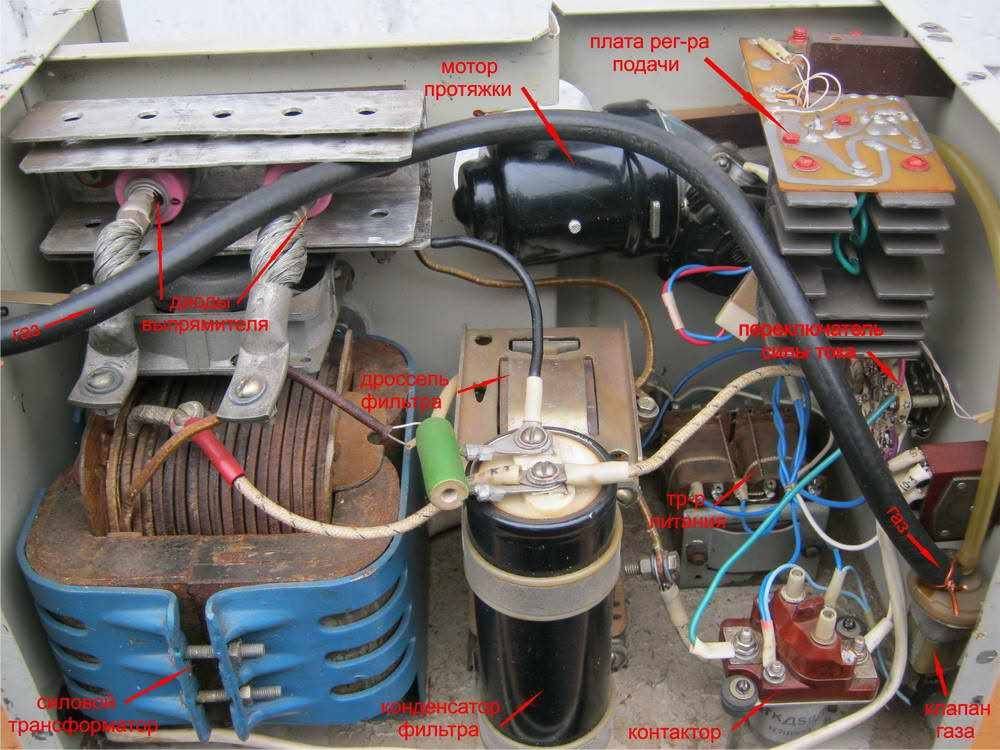
Состав оборудования
Прежде чем понять принцип работы устройства, необходимо ознакомиться с основными составными частями оборудования. Для качественной сварки понадобятся:

- Сварочный аппарат любого типа с холостым ходом 60–70 вольт.
- Силовой контактор, передающий напряжение на головку от сварочного аппарата.
- Осциллятор. Это устройство, которое стандартное напряжение преобразует в напряжение 2000–3000 В с частотой 150–500 кГц, что облегчает розжиг дуги.
- Керамическая горелка.
- Прибор, предназначенный для обдува аргоном.
- Емкость для инертного газа.
- Проволока для присадки и неплавящийся электрод.






