

Электрошлаковая сварка
Электрошлаковая сварка (ЭШС) позволяет сваривать металлические детали толщиной до 60 см. Принцип ЭШС состоит в том, что в зазор между торцами двух свариваемых металлических деталей помещают шлаковую массу. Эта масса расплавляется электрической дугой, создаваемой между электродом и металлическими деталями. После расплавления шлака дуга гаснет, а через шлаковую массу протекает ток, который при правильно подобранных параметрах сварки равномерно нагревает сварочную ванну до высоких температур.
В шлаковую массу добавляется присадочный материал, который плавится вместе со шлаком и краями соединяемых деталей. Поскольку расплавленный металл тяжелее шлака, то он опускается вниз зазора и там застывает. Расплавленная масса же поднимается вверх. В результате этого процесса происходит сварка вертикального зазора.
Для того чтобы расплав не вытекал за пределы зазора, сбоку с двух сторон ставятся специальные пластины – ползуны. Они охлаждаются водой и постепенно перемещаются вверх.
Схема электрошлаковой сварки
Существует три метода осуществления ЭШС:
- В расплав непрерывно подается присадочный электрод, который расположен в горизонтальной плоскости.
- Используются пластинчатые электроды, которые заменяют собой ползуны. Благодаря перекрытию зазора, создается эффективный расплав, что позволяет соединить зазоры деталей без добавления присадки.
- Объединение первых двух методов. При этом используются пластинчатый и плавящийся электроды.
Преимущества и недостатки ЭШС
Основные достоинства ЭШС:
- защита шва от воздействия атмосферы жидким шлаком;
- малая чувствительность процесса к изменению величины тока и даже его кратковременному прерыванию;
- сварка толстого металла за один проход;
- возможность сваривать необработанные торцы деталей;
- малый расход электроэнергии и дешевизна шлаков;
- высокий КПД.
Недостатки ЭШС:
- возможна сварка только вертикальных швов или швов под острым углом к вертикали;
- при прерывании процесса возникают дефекты, которые нельзя исправить;
- шов имеет крупнозернистую структуру, что ограничивает применение изделия при низких температурах (шов становится ломким);
- для организации ЭШС необходимо иметь довольно большое количество приспособлений.
Оборудование
Для выполнения операций ЭШС используются автоматы или полуавтоматы. Второй тип оборудования используется редко, так как вручную перемещать тяжелое оборудование по вертикали для человека довольно трудно.
Автоматы для ЭШС обычно включают:
- автоматически двигающийся сварочный аппарат с медными ползунами;
- источник питания;
- устройства подачи флюса и проволоки;
- систему управления.
В зависимости от конструкции автоматы для ЭШС могут быть подвесные или самоходные (рельсового или безрельсового типа).
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
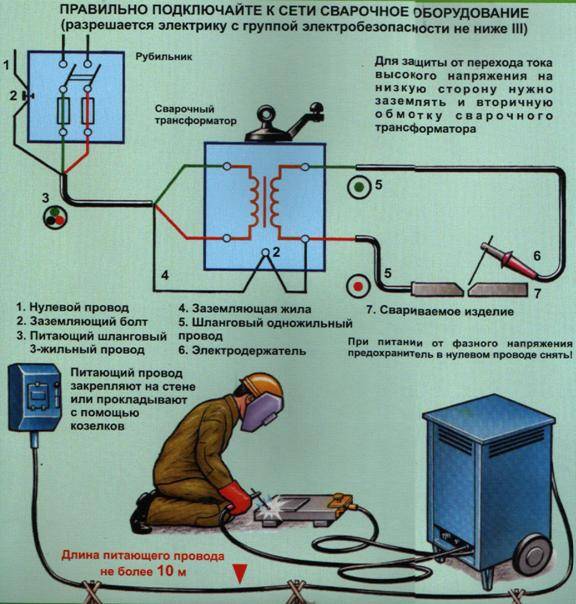
2.1. Проверить наличие и исправность средств индивидуальной защиты, надеть их и полагающуюся по нормам спецодежду и спецобувь, привести все в порядок. 2.2. Спецодежда должна быть огнеупорной, сухой, чистой, без карманов, брюки — без отворотов, спецобувь — с изолирующей подошвой и железным носком. 2.3. Застегнуть спецодежду на все пуговицы, не допуская свисающих концов одежды, волосы убрать под головной убор, брюки опустить поверх обуви. 2.4. Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы. 2.5. Получить задание от руководителя на выполнение работ со сварочным аппаратом и инструктаж об условиях ее выполнения. 2.6. Расположить аппарат на ровной поверхности, принять меры, исключающие его опрокидывание. 2.7. Произвести внешний осмотр аппарата и убедиться в исправности (целостности) его основных элементов: корпуса, сетевых кабелей, электрододержателя, клемм и др. 2.8. Подготовить сварочный аппарат к работе, подключить необходимые кабели и другое оборудование согласно руководству по эксплуатации завода-изготовителя. 2.9. Подключить сварочный аппарат к сети. Подключение должен производить работник, имеющий группу по электробезопасности не ниже III. 2.10. При подключении оборудования заземление следует производить в соответствии с Правилами технической эксплуатации электроустановок потребителей. 2.11. Проверить наличие и пригодность сварочных электродов, достаточность их количества. 2.12. Произвести установку электрода в электрододержатель, предварительно убедившись в том, что источник питания отключен. 2.13. Проверить работу местной вытяжной вентиляции. Вентиляцию следует включать не менее чем за 5 минут до начала работы. 2.14. Проверить наличие и исправность (целостность) инструмента, оснастки, необходимых приспособлений. Удобно разместить их. 2.15. Подготовить необходимые для выполнения работ защитные средства и приспособления. 2.16. Подготовить рабочее место для безопасной работы: — произвести его осмотр, убрать все лишние предметы, не загромождая при этом проходы; — проверить подходы к рабочему месту, пути эвакуации на соответствие требованиям охраны труда; — проверить наличие и исправность ограждений и предохранительных устройств; — проверить наличие сигнальных средств; — удалить все легкогорючие предметы и материалы из области сварки; — проверить наличие противопожарных средств, аптечки; — установить последовательность выполнения операций. 2.17. Проверить внешним осмотром: — отсутствие свисающих оголенных проводов; — достаточность освещения рабочего места; — надежность закрытия всех токоведущих и пусковых устройств оборудования; — наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между металлическими нетоковедущими частями оборудования и заземляющим проводом); — отсутствие посторонних предметов вокруг оборудования; — состояние полов (отсутствие выбоин, неровностей, масляных пятен и др.). Если пол скользкий, его необходимо вытереть или посыпать опилками. 2.18. Произвести пробный пуск сварочного аппарата, убедившись в исправной работе всех его узлов, возможности регулирования цикла сварки. 2.19. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю и приступить к работе только после их устранения. 2.20. Работы на сварочном аппарате должны быть организованы в соответствии с требованиями действующих технологических документов (норм, инструкций, регламентов), утвержденных в установленном порядке. 2.21. Запрещается приступать к работе на сварочном аппарате при наличии следующих нарушений требований охраны труда: — отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты; — отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника; — недостаточной освещенности рабочих мест и подходов к ним; — отсутствии ограждений рабочих мест, расположенных на высоте, и оборудованных систем доступа к ним; — пожаровзрывоопасных условиях; — отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
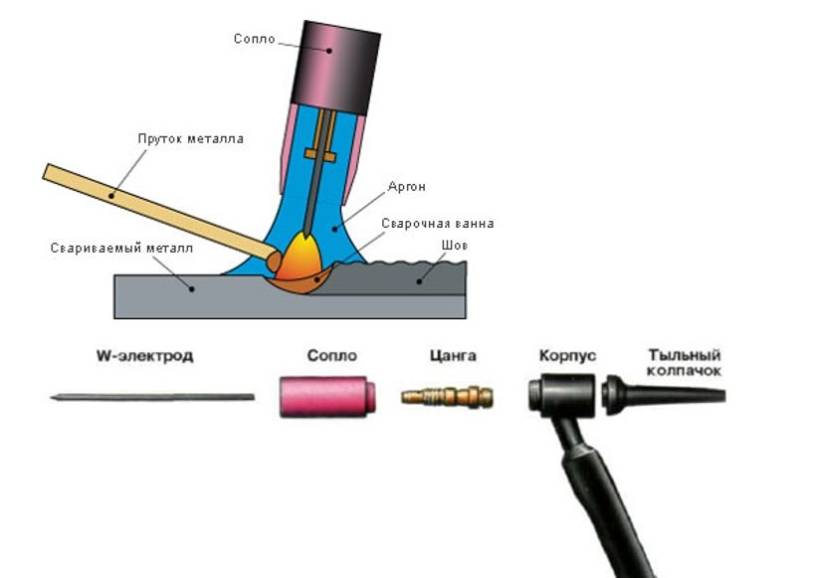
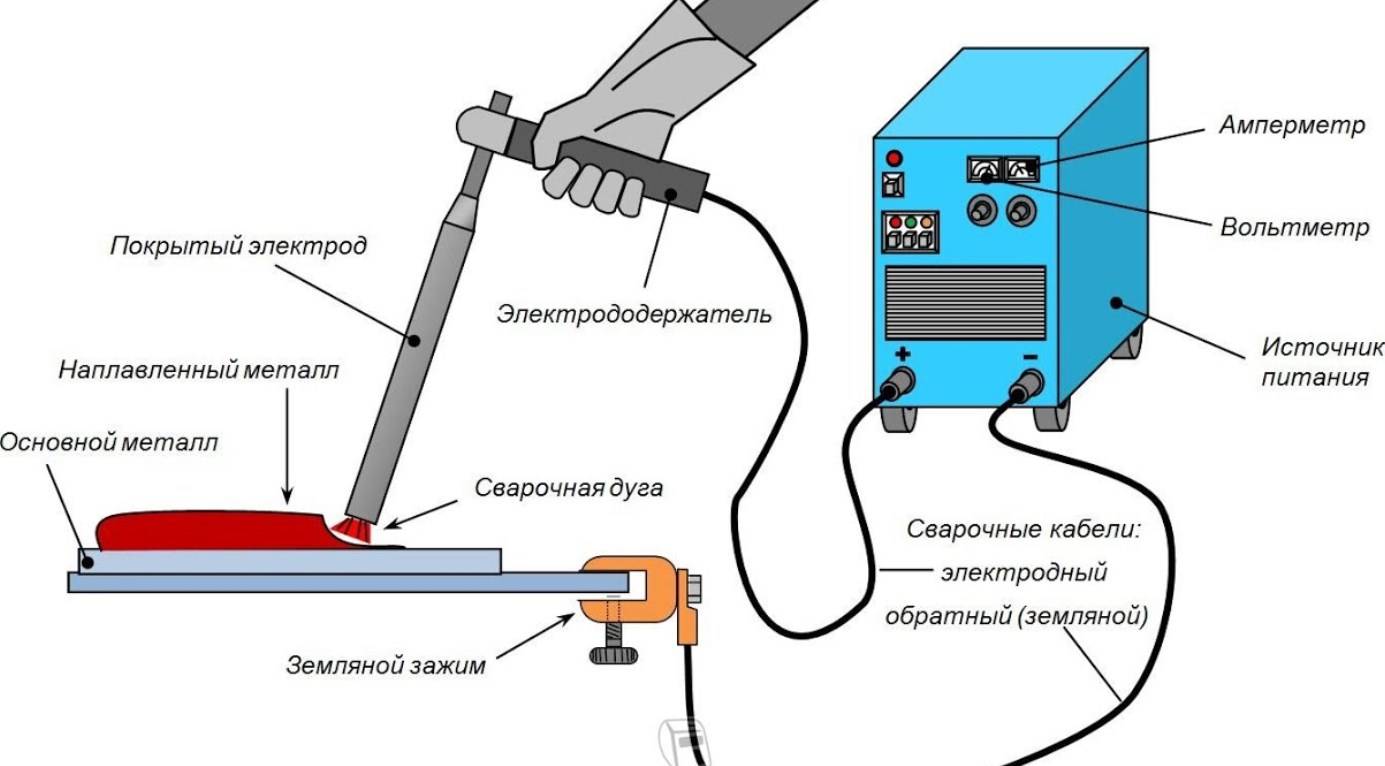
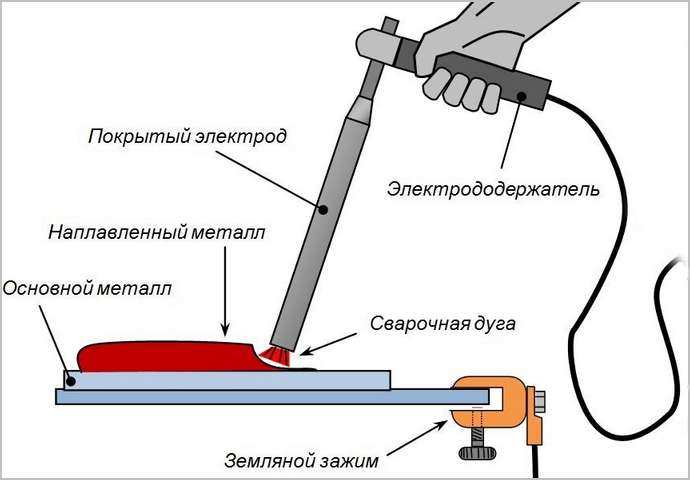
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.






Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Правила безопасности
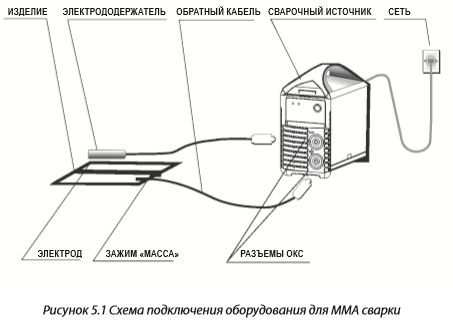
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.
 Варианты подключения инвертора к сети
Варианты подключения инвертора к сети
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50- 60 | 110- 120 | 110-120 (при d=3MM) 140-160 (при d=4MM) | 140- 160 | 140-160 (при d=4MM) 225-300 (при d=5MM) |
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток – 240 А;
- напряжение – 40 V;
- мощность – 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату
При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) – изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н – негорючая изоляция;
- КГ – гибкий кабель;
- ПЭС – модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
- 6 мм кв. – 100 А;
- 10 – 120;
- 25 – 200;
- 35 – 290;
- 50 – 300.
| Площадь сечения проводника, мм кв. | |||
| Ток (I), А | Длина кабеля, м | ||
| 0-15 | 15-30 | 30-60 | |
| 30-100 | 25 | 25 | 50 |
| 100-200 | 35 | 50 | 70 |
| 200-300 | 50 | 70 | 90 |
Для точного расчета применяют формулу Д=С/К, где:
- Д – допустимая длина;
- С – площадь поперечного сечения;
- К – поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
При выборе кабеля необходимо обратить внимание на ряд деталей
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.





Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
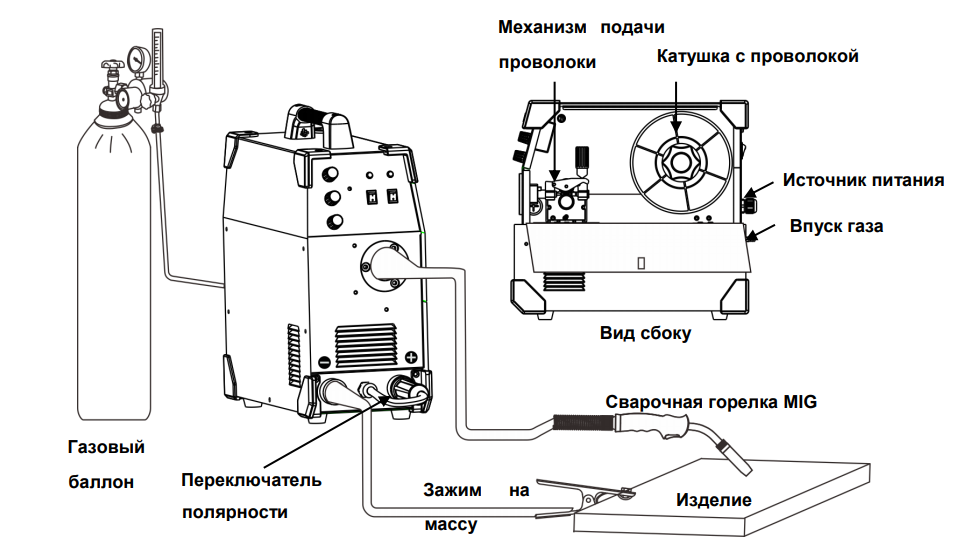
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
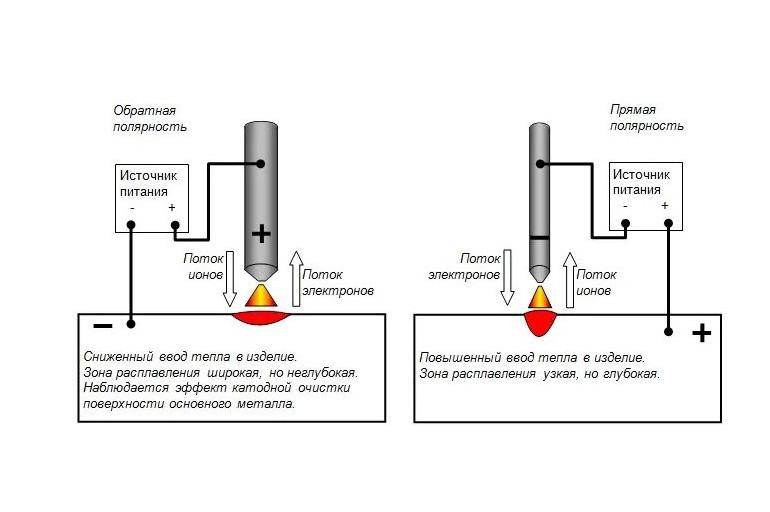
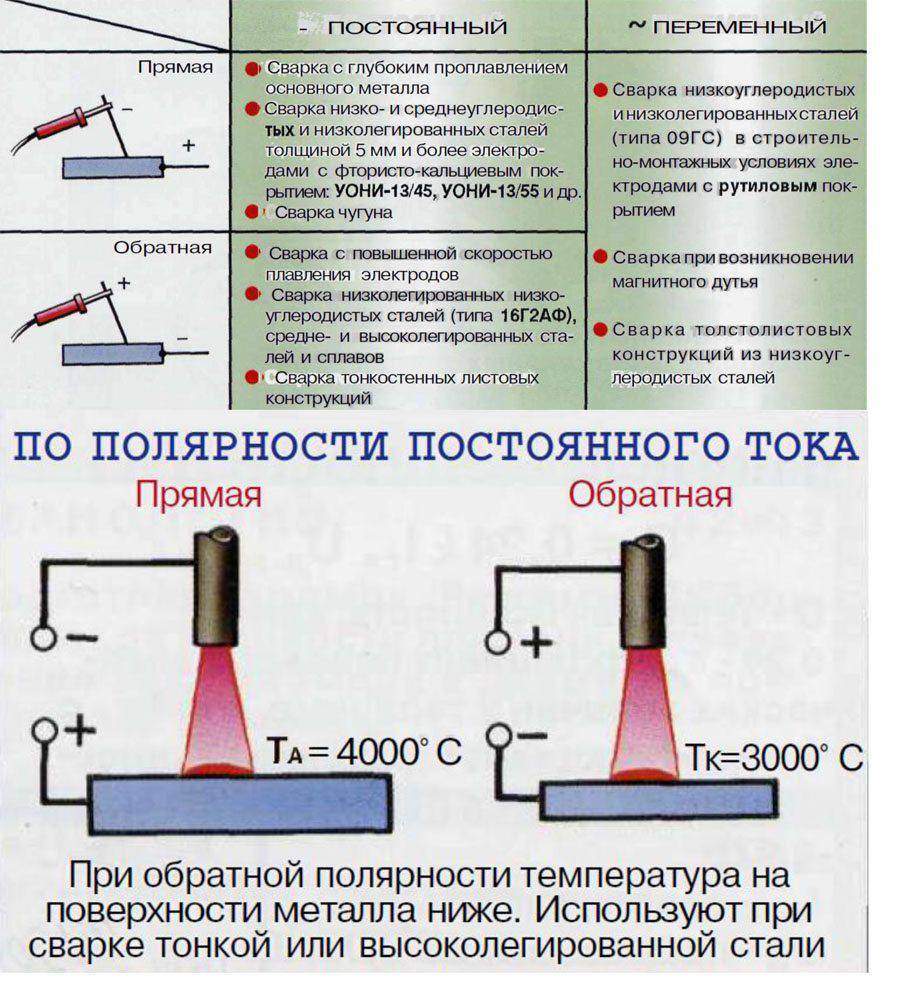
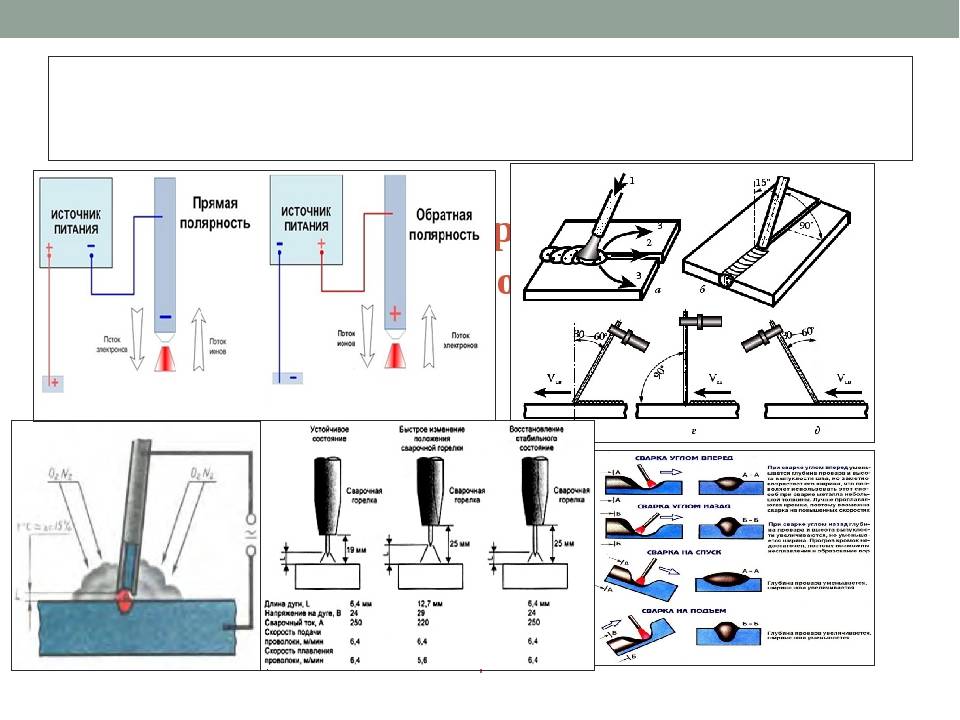
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
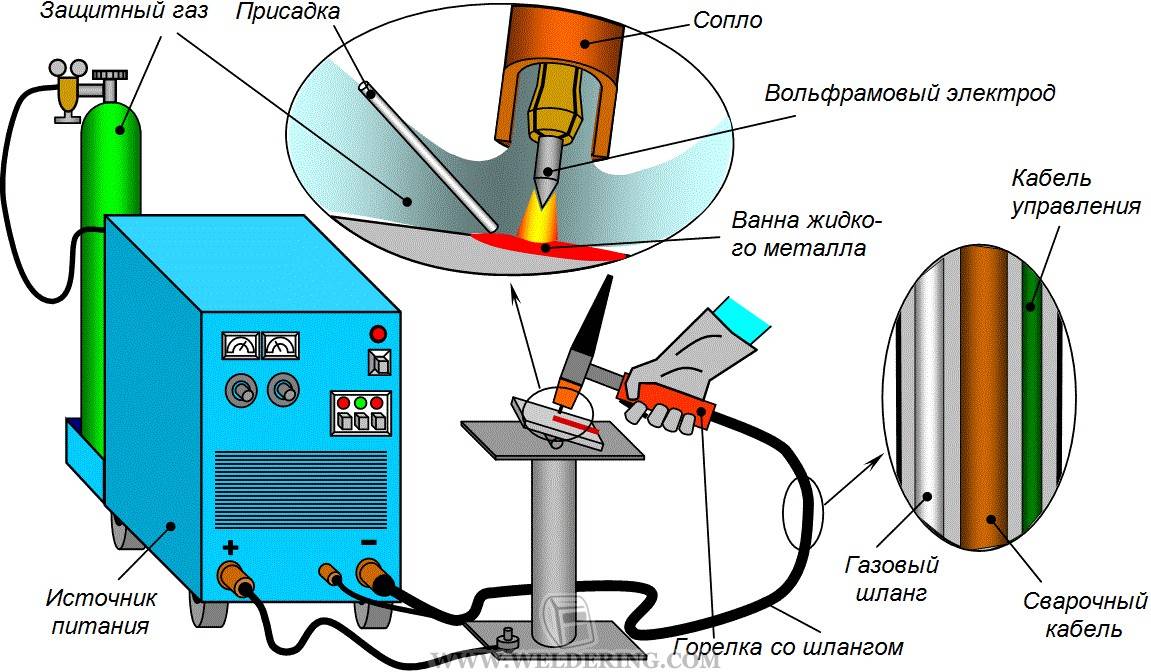
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.





Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Как варить сварочным инвертором?
Большим плюсом является стабильность силы тока, независимо от напряжения в электрической сети. Если даже напряжение в сети будет колебаться, при помощи регуляторов можно добиться бесперебойной работы инвертора. С появлением этого аппарата отпала необходимость в тщательном подборе электродов переменного и постоянного тока: независимо от технической характеристики сети, электроды не магнитятся к металлу.
Прежде чем начать работать со сварочным инвертором, обязательно нужно узнать о предельном времени работы аппарата на полной мощности. В инструкции этот показатель обозначается ПВ (продолжительность включения) и указывается в процентах. Например, запись ПВ = 70% означает, что 70% от запланированного времени аппарат может работать на полной мощности, а оставшиеся 30% ему нужно дать отдохнуть. Наиболее оптимальным вариантом является деление рабочего времени на отрезки. К примеру, в нашем случае работу можно делить на десятиминутные интервалы, из которых аппарат будет работать семь минут, а оставшиеся три – остывать.
Ну, а процедура подготовки рабочего места и сам сварочный процесс на инверторе аналогичны подобной работе на старых агрегатах:
- свариваемое место предварительно зачищается от пыли, грязи, краски, ржавчины;
- установить инвертор не менее 20 см от стен и других поверхностей;
- проверить заземление;
- вставить электрод в держатель;
- легкими прикосновениями до детали «зажечь» искру и, удерживая электрод под наклоном 75 градусов от свариваемой поверхности, вести электрод по шву;
- после остывания заваренного места, лишний шлак сбивается молотком, а само место зачищается до блеска.
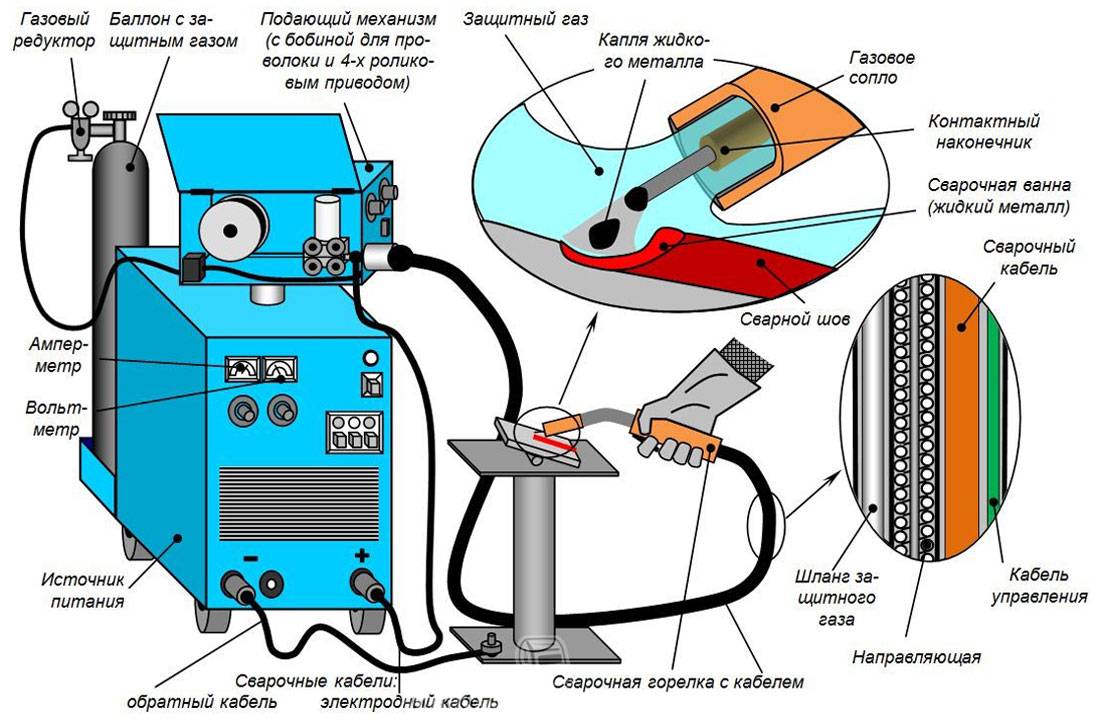
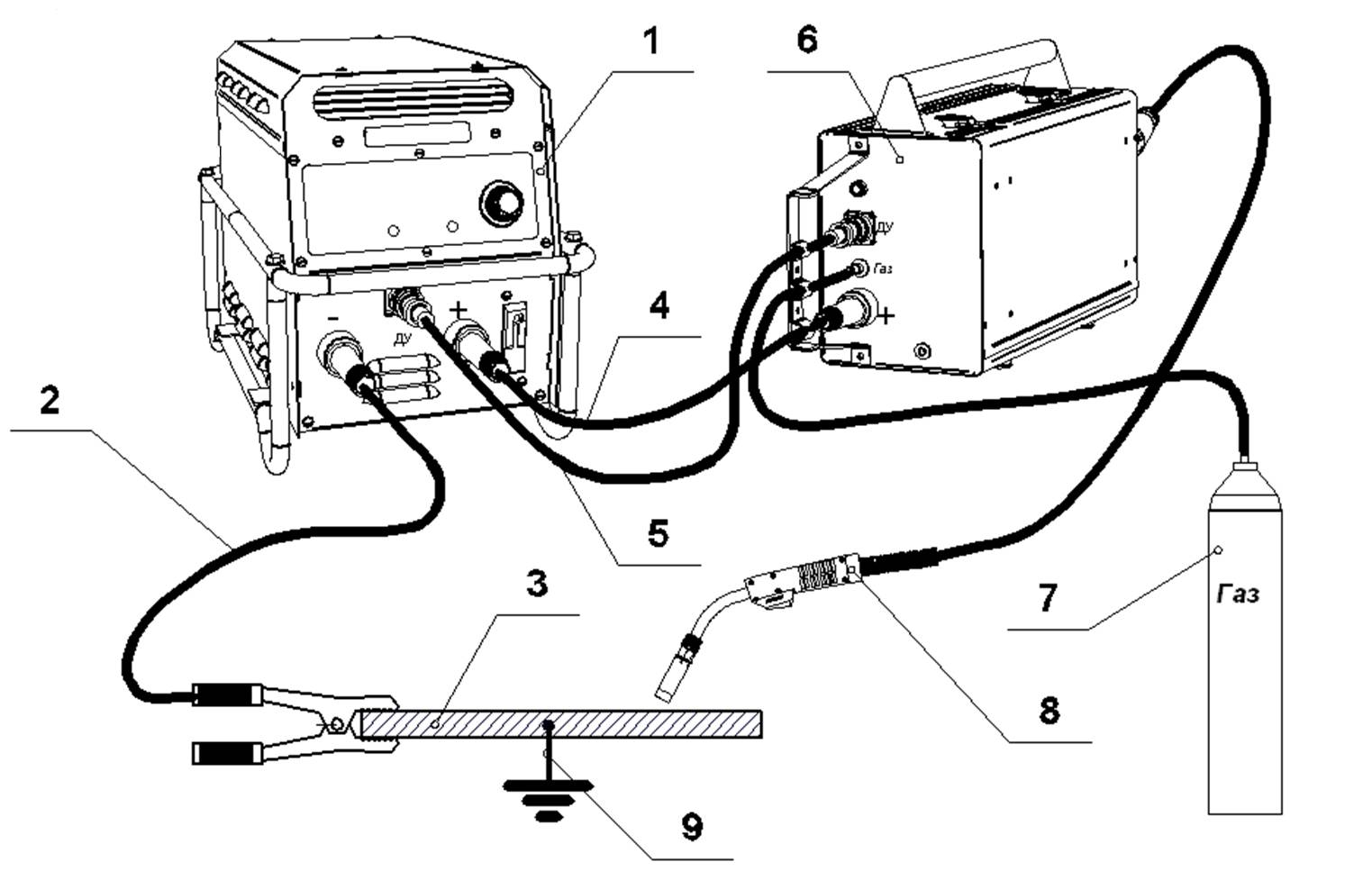
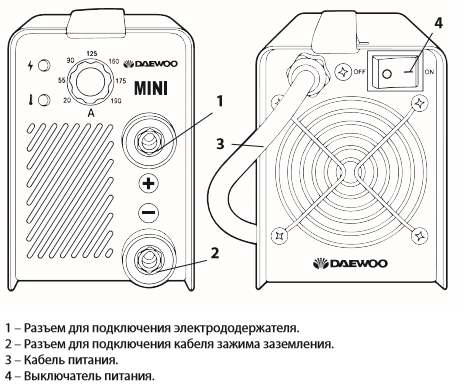
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.






