

Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.
Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.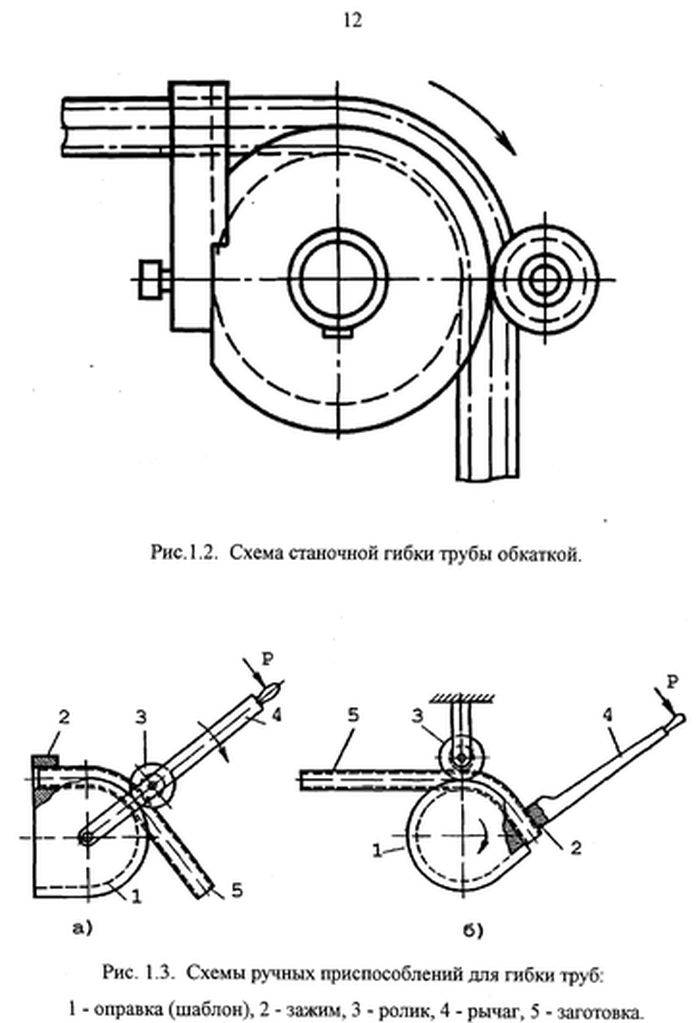
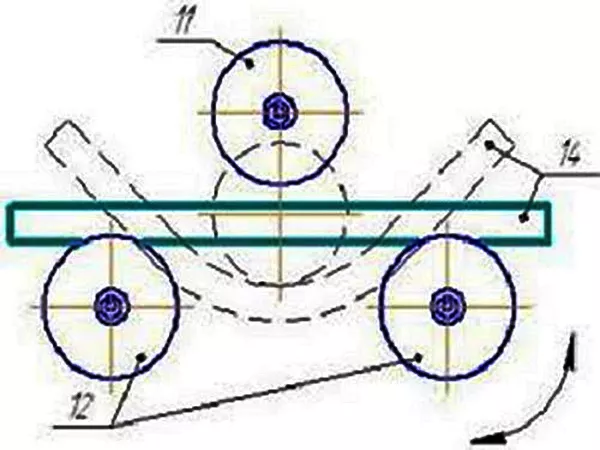
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Главные технические моменты при изготовлении трубогиба
Для того, чтобы квадратный или прямоугольный профиль согнуть в красивую дугу, без дефектов, на прокатном ролике обязательно должно быть ребро по центру (для малых радиусов). Оно будет вминать внутреннюю сторону профиля и никаких лишних заломов не будет. Высота ребра зависит от нужного вам радиуса изделия, в среднем можете использовать до 5 мм.
Профиль должен двигаться строго перпендикулярно основного ролика, любое отклонение приведёт к появлению винтовых заломов на изделии. Поэтому на вспомогательных роликах должны быть направляющие. Учтите это при продумывании конструкции!
Расстояние между роликами влияет на несколько факторов, во-первых на усилие, которое нужно приложить в прокате профиля, чем меньше расстояние — тем тяжелее. Во-вторых это влияет на саму длину трубы, которую нужно сделать
Поэтому продумайте изначально конструкцию так, чтобы вспомогательные ролики были передвижными.
Нужно обратить особое внимание на диаметр роликов, если он будет слишком мал, профиль будет проскальзывать. В заводских изделиях используются ролики с насечками до 250 мм, это конечно зависит от толщины и величины профиля, который будет прокатываться
В нашем случае можете взять от 20 мм.
Чтобы согнуть круглую трубу используются специальные ролики с выемкой. Обычные ролики сплющат круглую трубу в овал.
Инструктаж по использованию трубогибов
Технологически процесс может незначительно отличаться в зависимости от типа гибочного устройства. Так, пошаговая инструкция для станка с винтом выглядит следующим образом:
- Обрежьте профильную трубу по размерам, указанным в чертежах.
- Установите ролики в начальное положение для загрузки профиля.
- Загрузите трубку между катками: два внизу, один сверху.
- Затяните гибочный ролик, закрутив винт с некоторым усилием.
- Проворачивайте ручку, чтобы протянуть профиль в одну и другую сторону.
Для малых радиусов придется затягивать винт и повторять процедуру несколько раз. Периодически проверяйте правильность геометрии шаблоном или по результатам контрольных замеров.
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
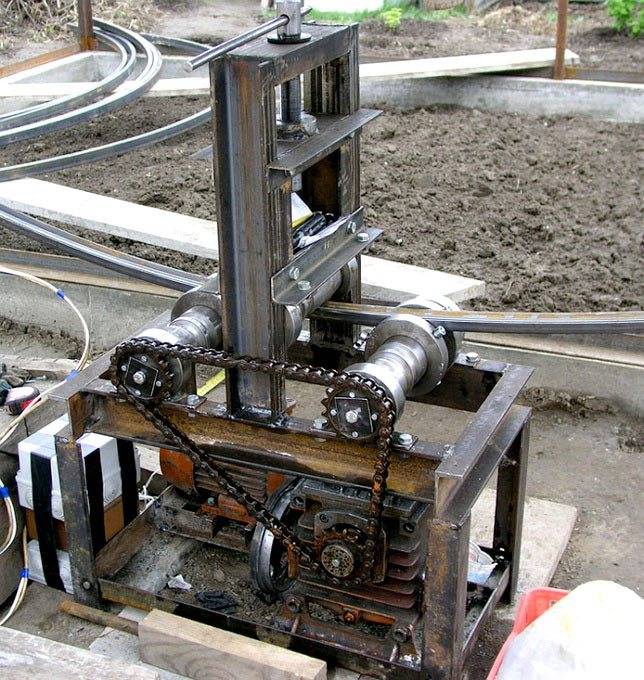
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.





Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
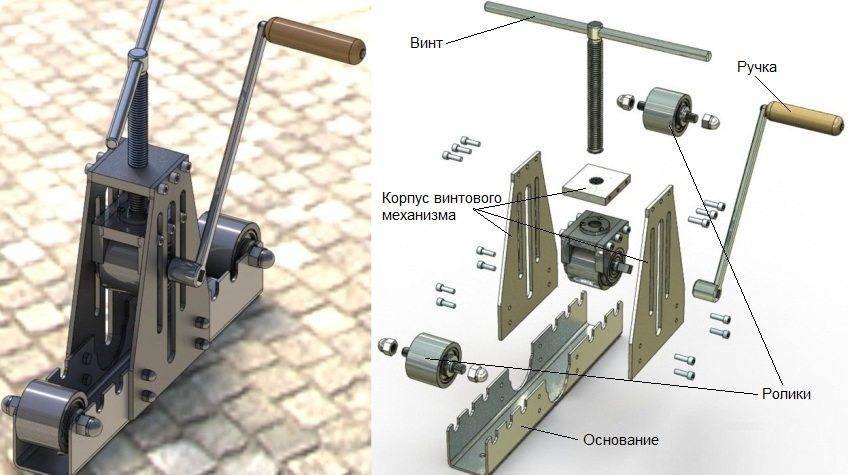
Основные элементы конструкции
 Принцип работы
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
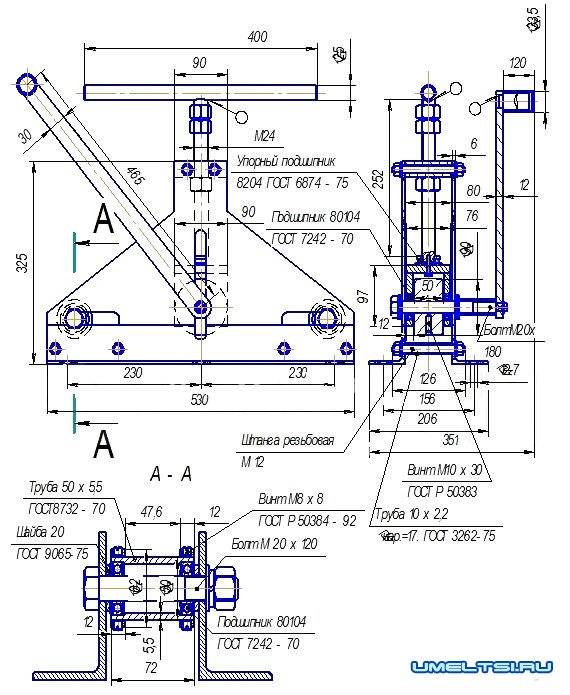
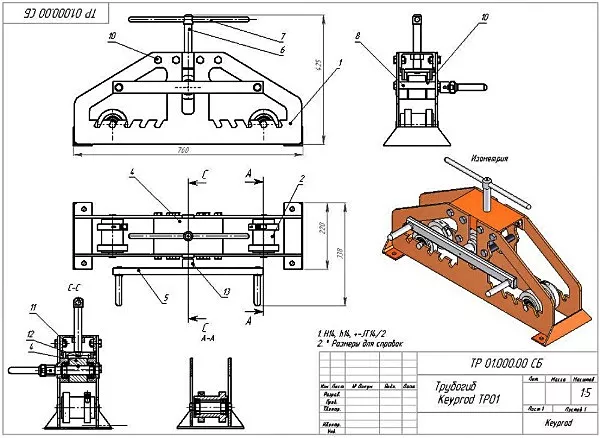
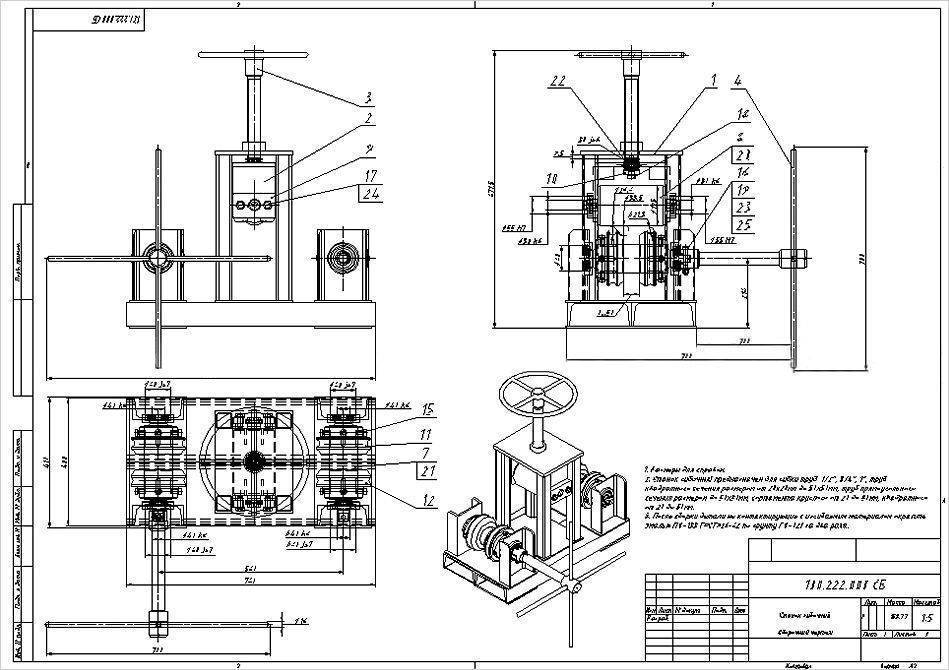
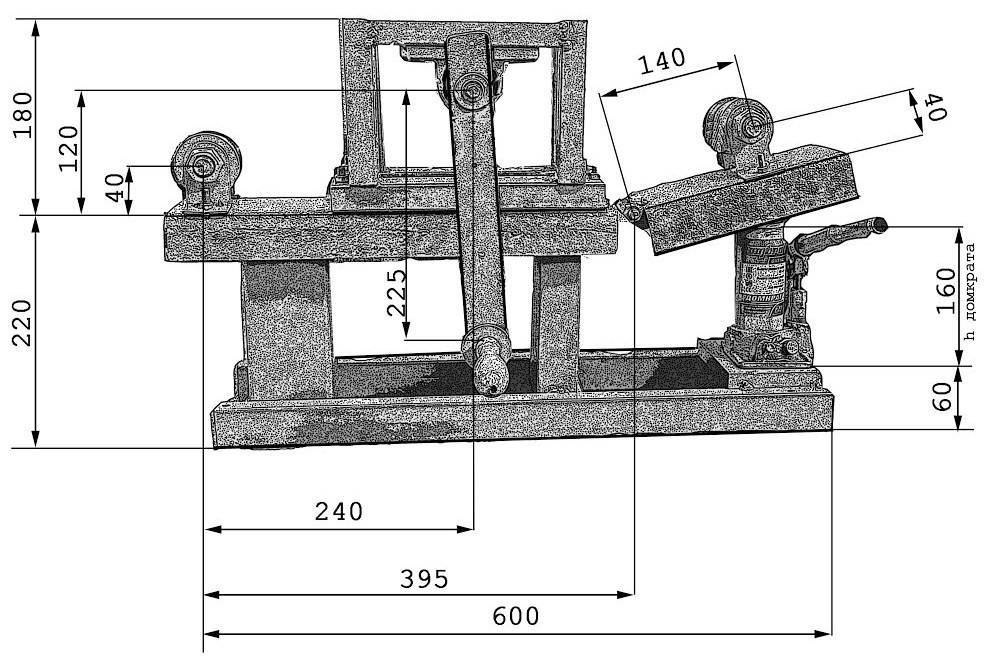
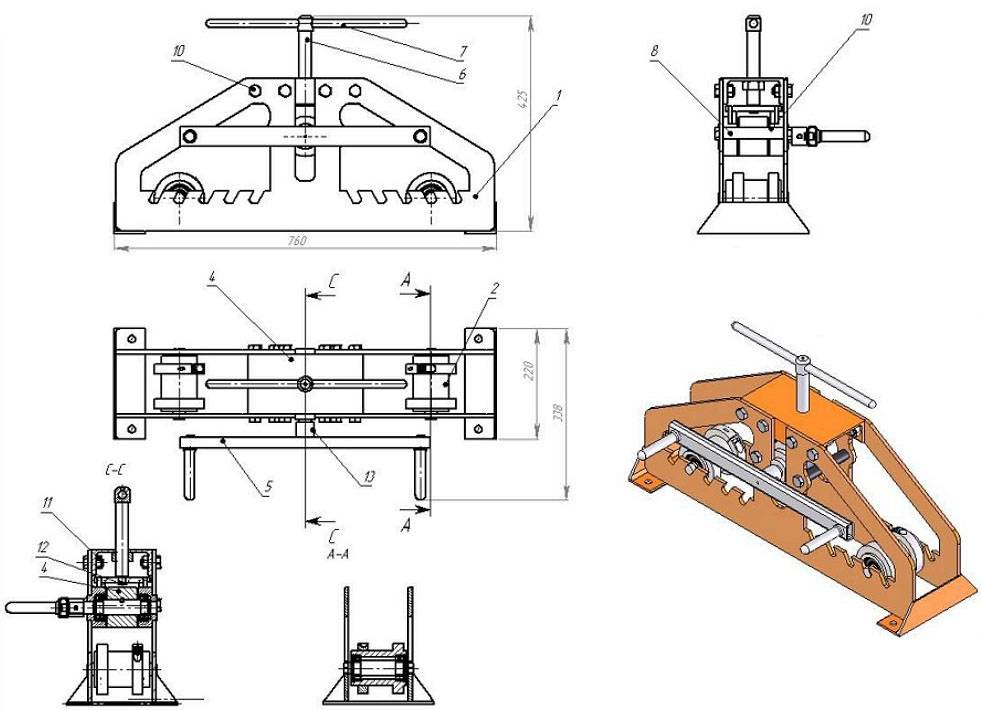
 Схема простого трубогиба с размерами в мм
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
 Прижим профиля производится домкратом
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
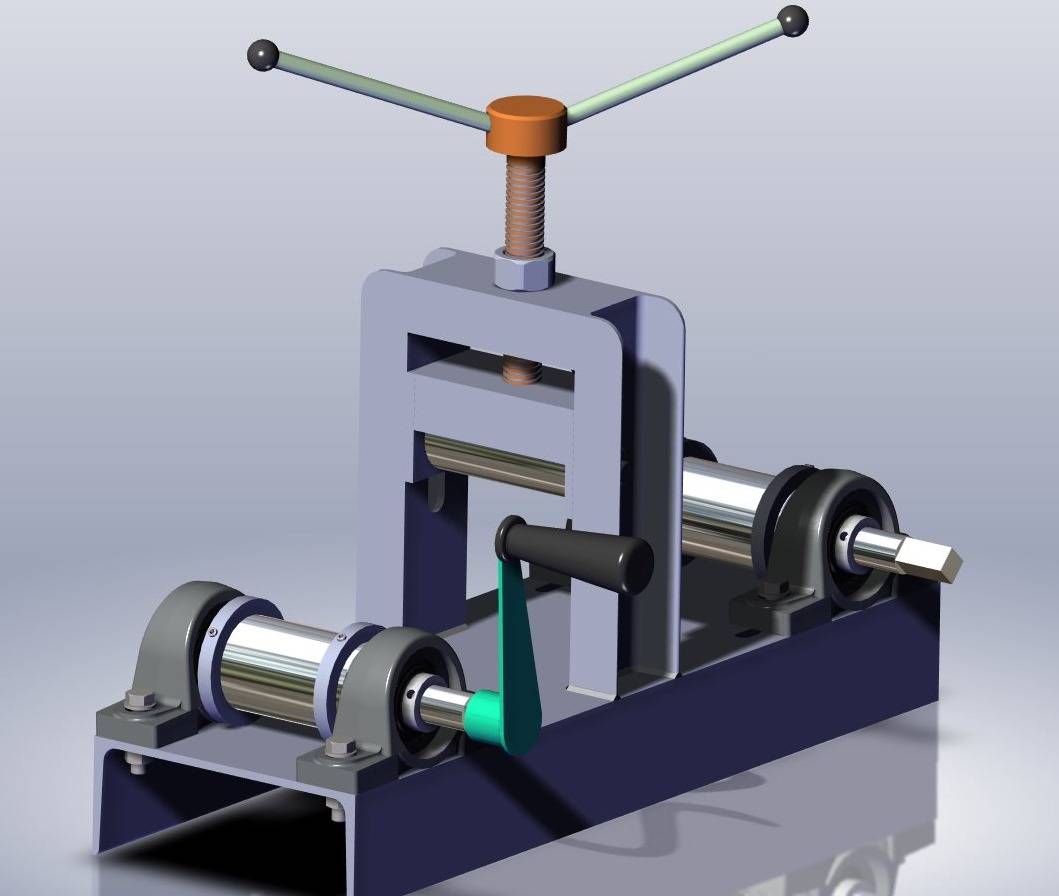
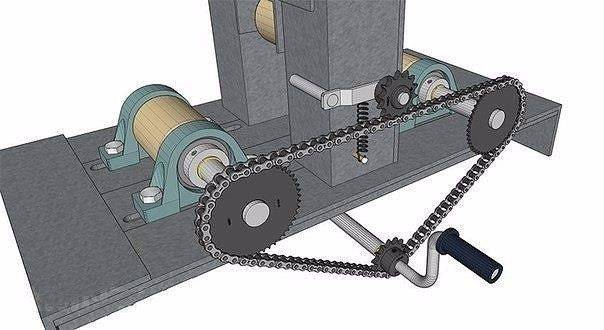
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
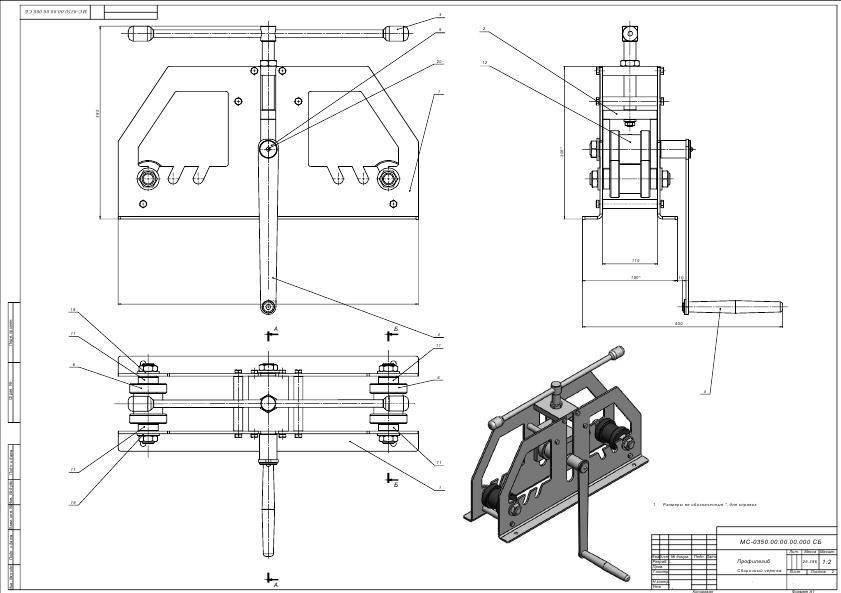
 Чертежи устройства для изгибания
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
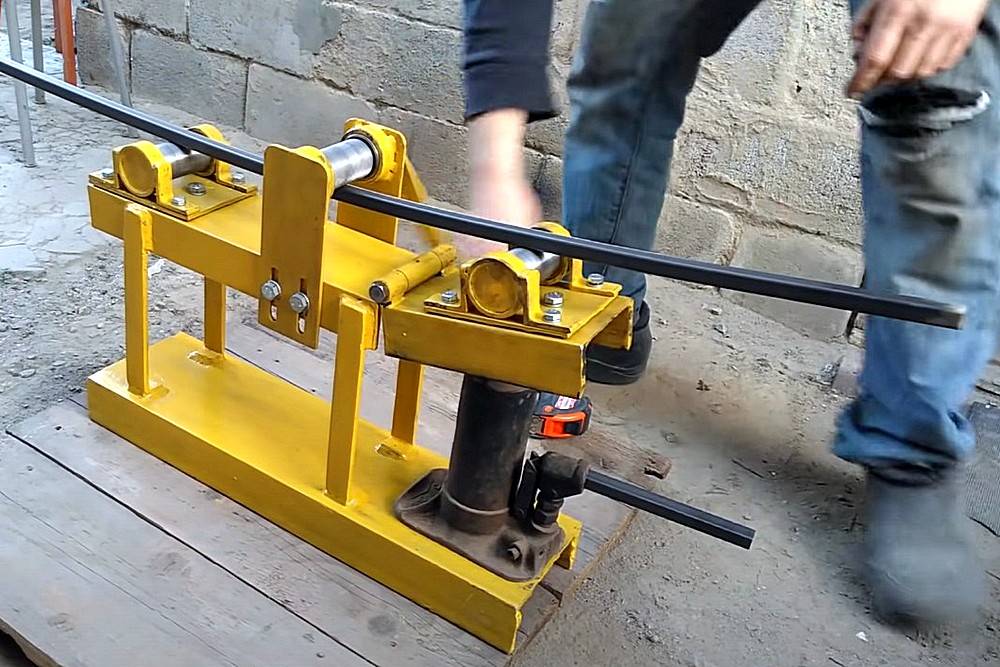
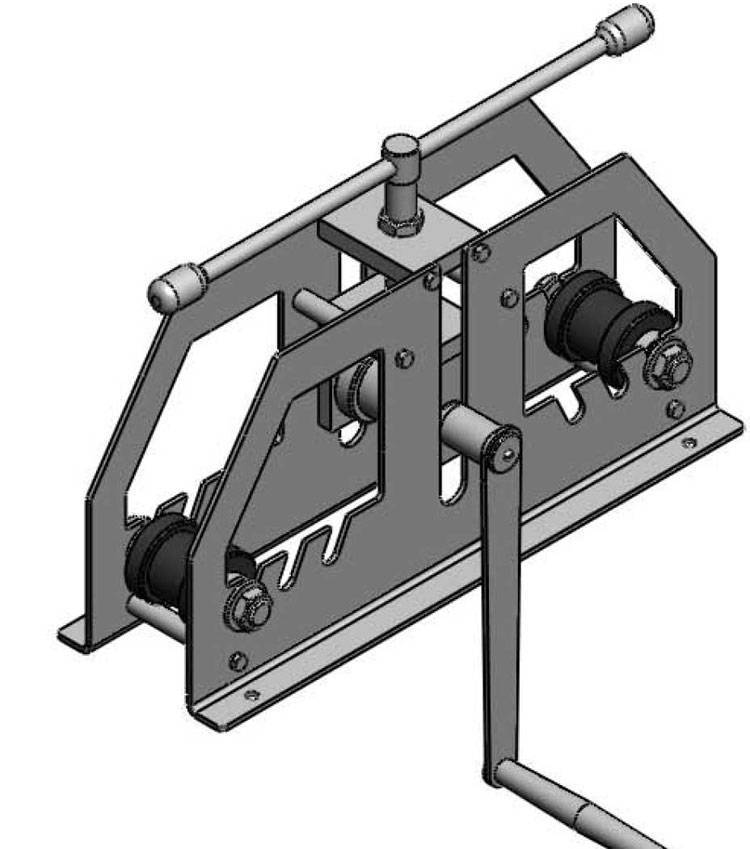
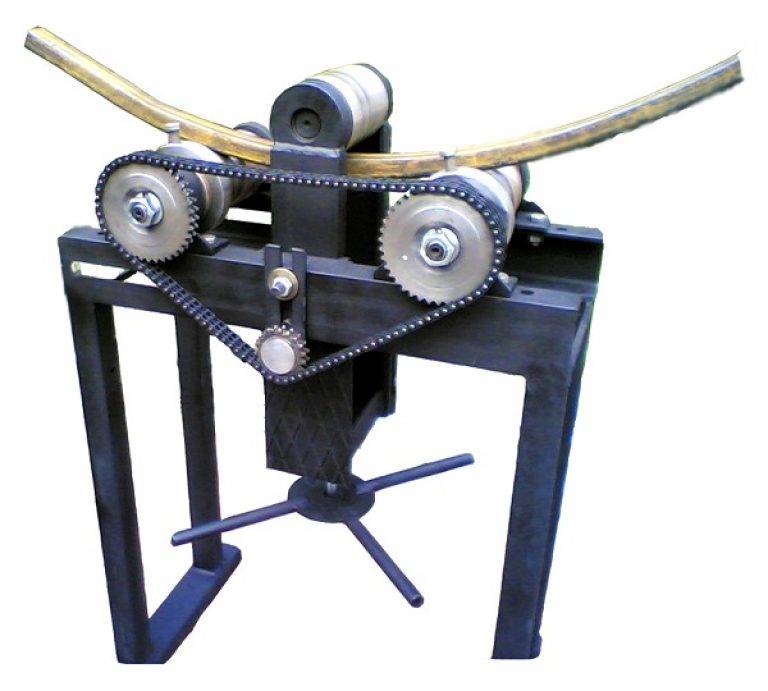
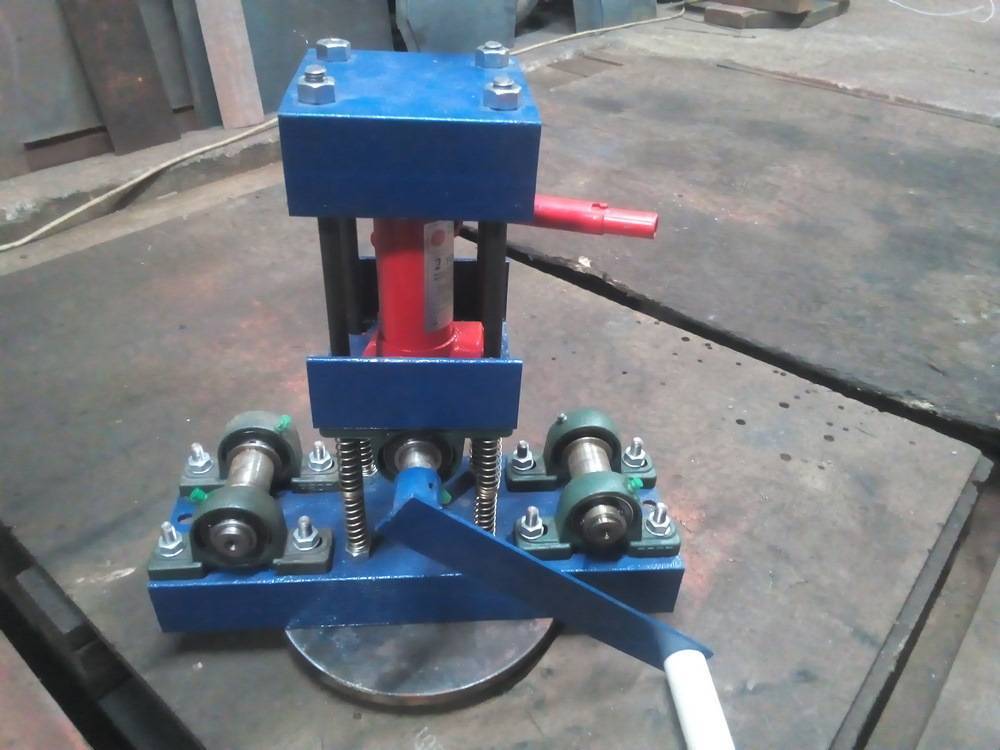
 Готовый трубогиб
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
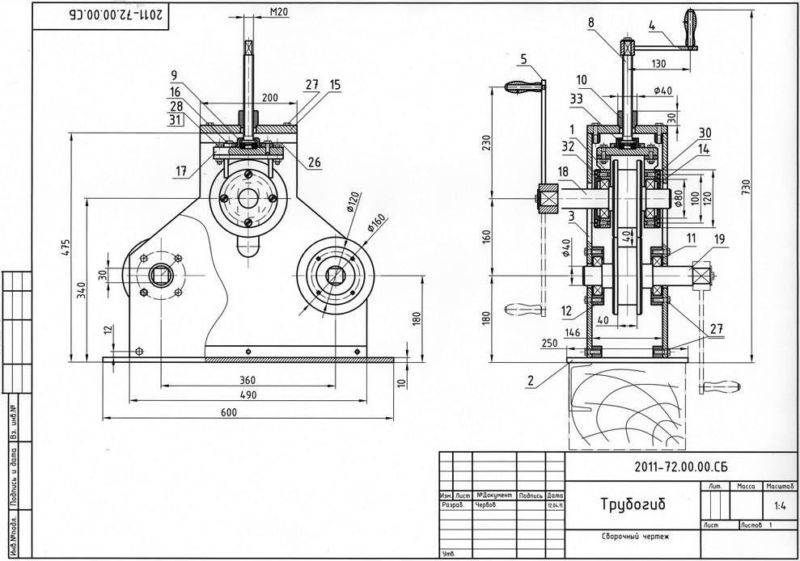
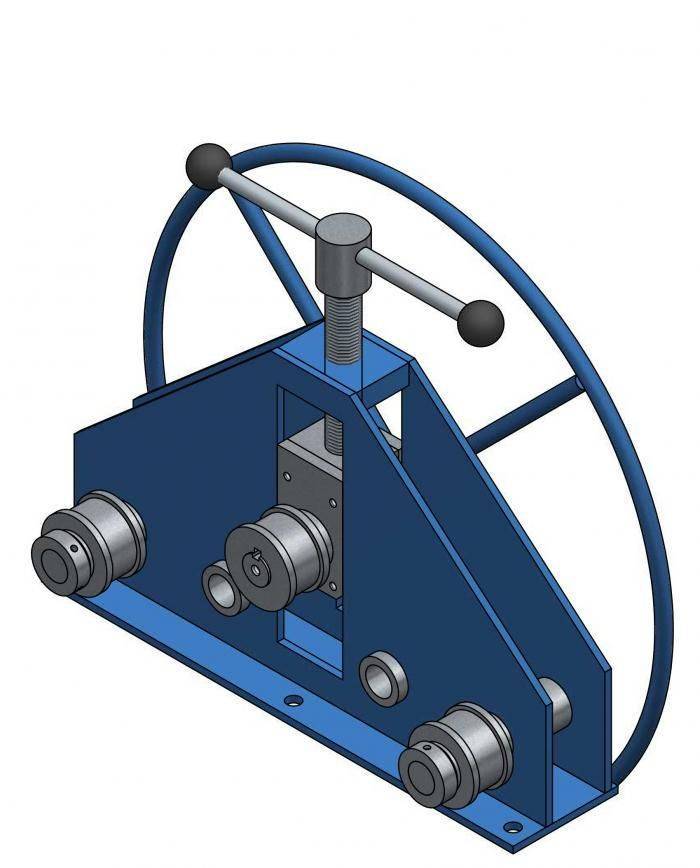
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.



Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Предназначение приспособления
Трубогиб – это приспособление, которое обеспечивает качественное изгибание по заданному диаметру (при изгибании профильной трубы – профелегиб). Для чего он нужен? Его необходимость объясняется тем, что трубная конструкция представляет собой полый элемент, при изгибании которого происходит неравномерная деформация внутренней структуры.
При свободном изгибе возможны такие проблемы:
- верхняя часть подвергается значительному растяжению, вплоть до разрыва металла;
- нижняя часть сжимается с огромным усилием, что приводит к образованию «гармошки»;
- в поперечном сечении происходит сплющивание трубы, что существенно ухудшает проходимость внутреннего канала;
- изгиб очень трудно обеспечить строго по заданному диаметру – возникают разнонаправленные поперечные деформации.
Трубогиб (профлегиб) создает строгое направление деформации по окружности и равномерно перераспределяет нагрузки, что обеспечивает изгиб с заданными параметрами и без нарушения проходимости изделия.
Данное приспособление широко используется при монтаже любых конструкций из круглых и профильных труб (ангары и теплицы с арочным перекрытием, шпалеры, перголы, аттракционы, тренажеры, каркасы, ограждения и т.д.), при прокладке и ремонте трубопроводов, изготовлении различного оборудования и станков.
Необходимость использования и стоимость промышленных трубогибов
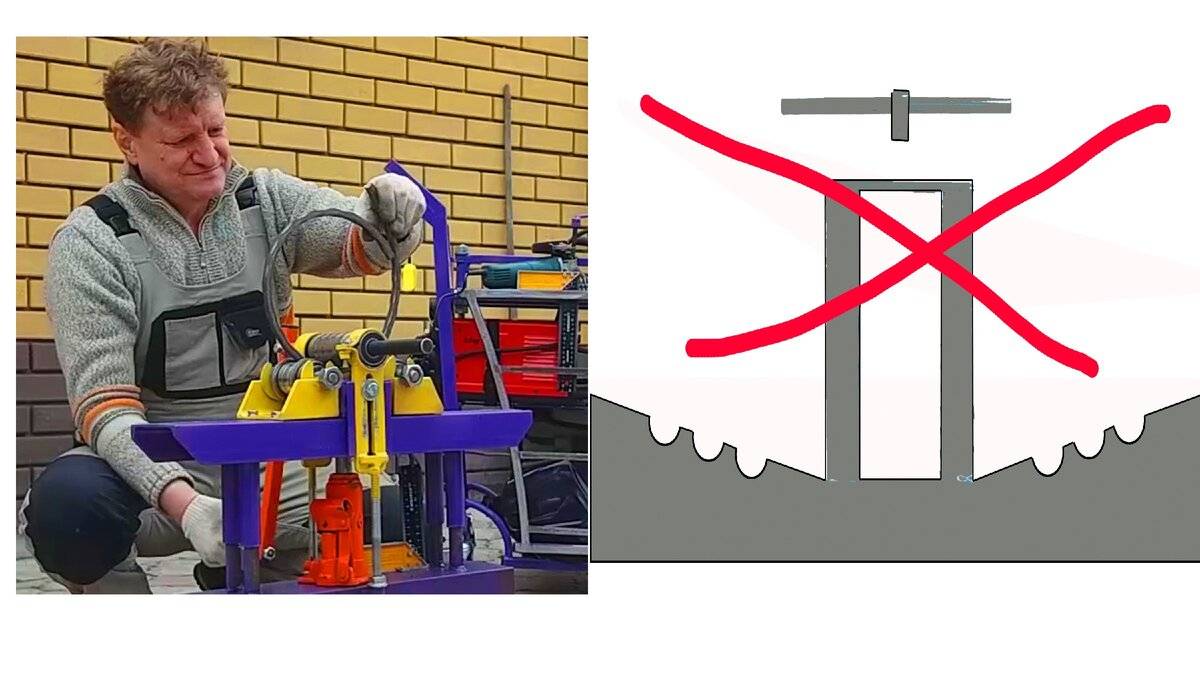
Решая, как согнуть профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости — крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке — фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- трубогиб электрический роликовый профилегиб TV-4 — 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) — 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
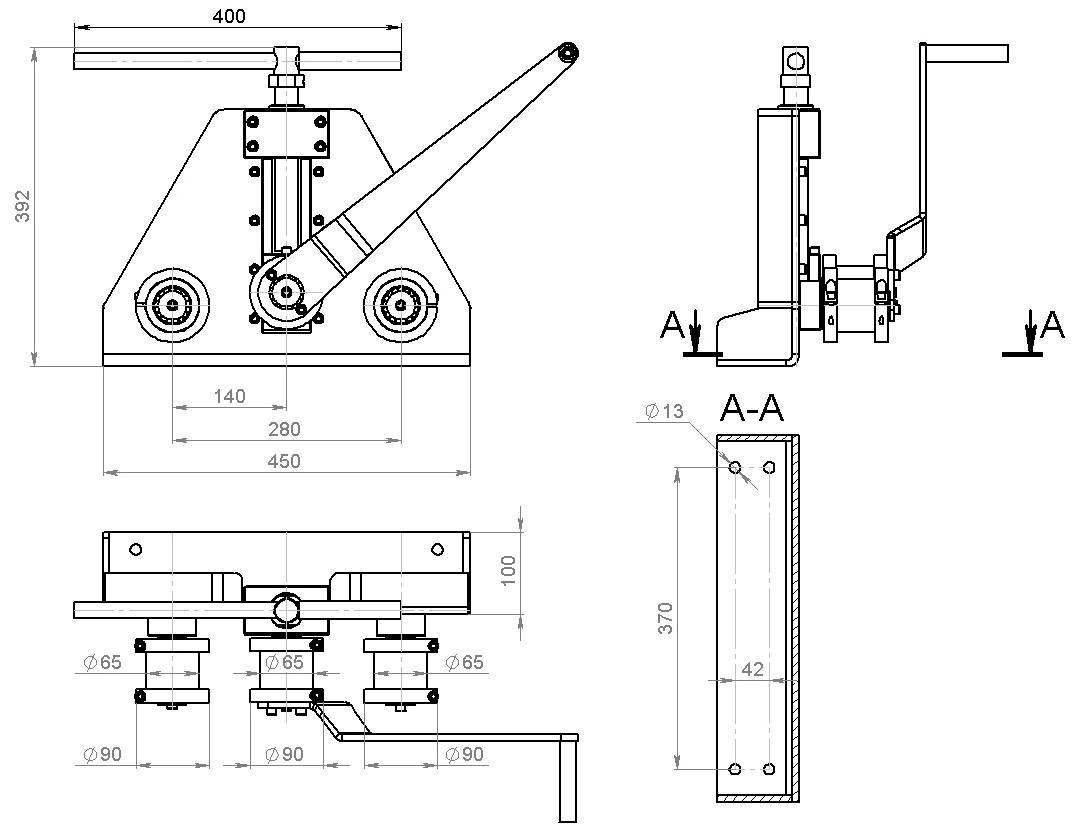
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
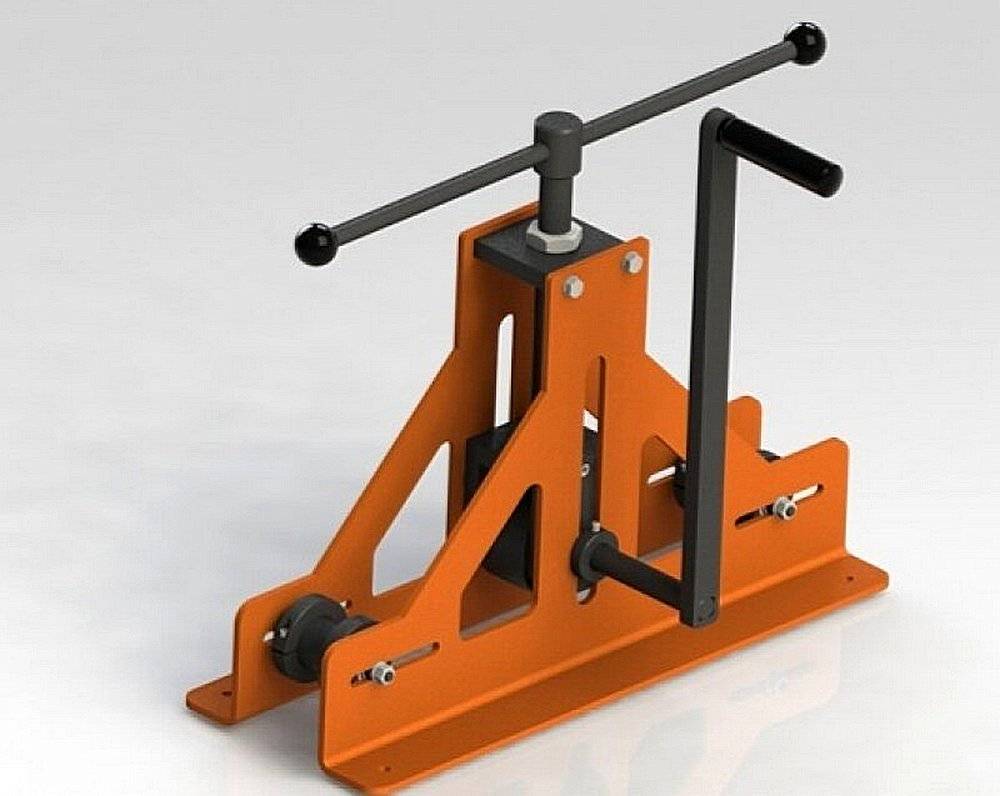
Внешний вид изготавливаемого инструмента
Это простейшая конструкция ручного трубогиба, для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм. В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
Схема крепежной планки
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.
Схема ручки трубогиба
Самодельный трубогиб для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Трубогиб в работе
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
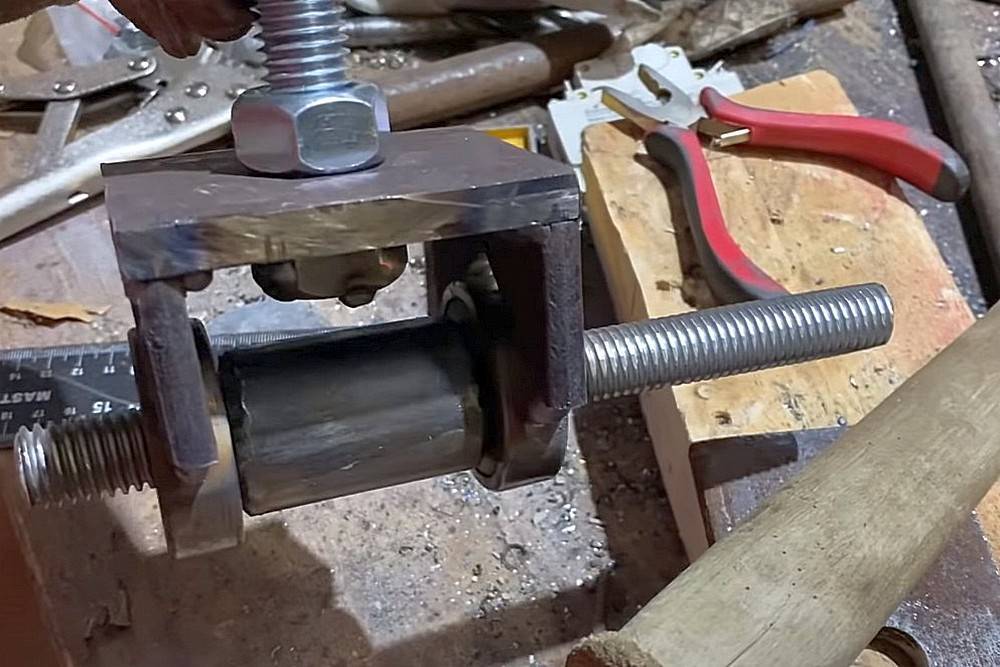
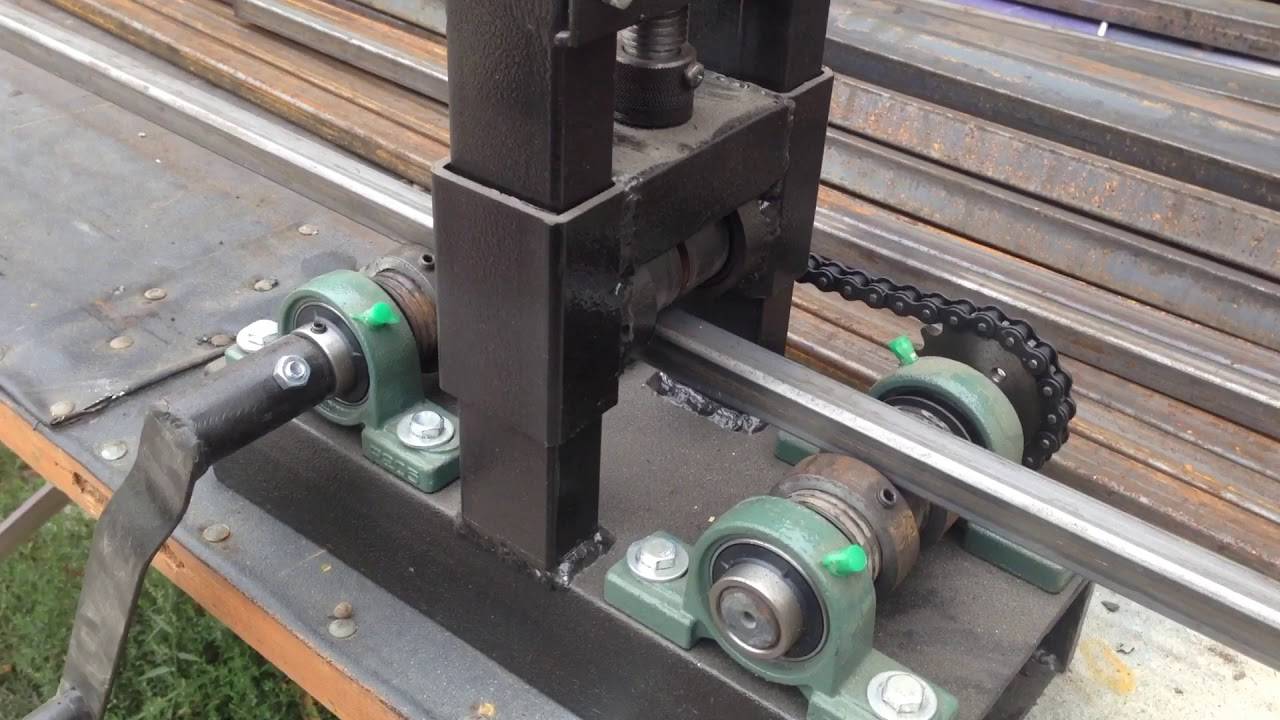
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
 «Лишние» шайбы показаны стрелочками.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.

Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.



Сооружение простейшего шаблонного трубогиба
Такой вариант станка делается даже из дерева. Ручной трубогиб может обходиться и без прижимного ролика, а если такой и установится, то будет предназначаться для тонкостенных труб. Основной материал — это прочная доска с толщиной более диаметра изгибаемого изделия. К примеру, сечение трубы: 30 мм, значит, материал подбирается на толщину 40 мм.
В процессе работы может происходить соскакивание заготовки, поэтому для удобства сгибания, на торце выполняется профилирование шаблона. Для таких целей изготавливается некий желоб из дерева. Берутся две доски, и вырезается по одной грани на каждой. Чтобы не сталкиваться с ошибками в процессе сборки, рекомендуется предварительно сделать чертеж.
Если для сгиба изделия будет применяться именно ручной трубогиб, то шаблон закрепляется на прочное основание. Упор монтируется с левой стороны (для правшей). Между упором и лекалом пропускается труба и осуществляется сгибание до той степени, пока изделие не приобретет требуемый радиус. Работать надо с большой аккуратностью, потому что материал может соскочить с шаблона.
Как самостоятельно сделать трубогиб для профильной трубы?

При работе с профильными трубами указанный выше вариант не может использовать. Поместить в крюки прямоугольные или квадратные изделия просто не получится. Поэтому для работы с подобным металлопрокатом нужно собрать специальный роликовый трубогиб. Ознакомившись с чертежами и правилами сборки станка, можно сделать действительно удобный и практичный станок. Для его изготовления потребуются: металлический каркас из стального профиля (изготавливается самостоятельно), домкрат, 3 вала, ролики. О том, как сделать трубогиб своими руками, расскажет следующая инструкция:

1. Изготовить металлический каркас из стальных профилей. К нижней части можно дополнительно приварить крепления, с помощью которых он будет фиксироваться на столешнице. Между нижней (опорной) и верхней частью (на ней будут располагаться валы) размещаются 2 вертикальные опоры: в центре или с одной из сторон. С другой стороны без опоры часть профиля с валиком будут подниматься, поэтому она должна прикрепляться к остальной конструкции болтами. Для подъема этой части будет использоваться домкрат.

2. К готовому каркасу с подъемной движимой частью привариваются валы. Пара располагается слева и справа, ближе к краю. Под третий прижимной вал нужно заготовить опоры. К ним он должен привариваться.


3. К прижимному валу приваривается ручка из стальной трубы. Она поможет вручную проводить изгиб трубы.

4. Чтобы изгибаемая труба не смещалась, необходимо приварить между боковыми валами и прижимным валом по паре вертикальных валов и роликов. Проходя между тонким валом и роликом, труба не будет значительно сдвигаться в сторону, что обеспечит аккуратность проведения работ.
5. В завершении под движимую часть профиля с боковым валиком монтируется домкрат (можно использовать гидравлический бутылочный или обычный реечный). При необходимости его можно зафиксировать на каркасе.

Перед началом работ обязательно нужно изучить параметры используемого домкрата и в соответствие с его размерами заготовить каркас. Предварительно рекомендуется нарисовать схемы с подробным описанием указанных деталей: это позволит избежать ошибок при сборке станка. Металлический каркас и вспомогательные элементы обязательно нужно качественно сваривать. В противном случае при значительном усилии они могут просто отсоединиться, что приведет к необходимости повторной сварки станка. Также стоит изучить прилагаемые фото и видео материалы, позволяющие ознакомиться с особенностями изготовления и использования самодельных трубогибов в быту.





