

Низкотемпературная пайка. Особенности
При потере вальцовочным соединением герметичности для её восстановления многие профессионалы отдают предпочтение не сварке, а именно пайке медных трубок. В пользу такого выбора они приводят следующие аргументы:
- оперативность выполнения работ;
- аппарат для пайки медных труб более дешёвый по сравнению со сварочным оборудованием.
Полученное соединение характеризуется:
- надёжностью;
- прочностью;
- стойкостью к высоким механическим и температурным нагрузкам.
Осуществляется низкотемпературная пайка обычно с помощью пропановой горелки. Труба нагревается до температуры 200-250˚С. Если используется мягкий припой, для равномерного нагрева пламя горелки необходимо постоянно перемещать.
Методика выполнения этой операции имеет свои особенности. Так, если при касании прутком припой не плавится, нагрев следует продолжить, постоянно перемещая при этом пламя. Когда припой начнёт плавиться, пламя следует убрать и дождаться, пока припой не проникнет в монтажный зазор. Зазор заполняется полностью, поэтому не вводите дополнительные объёмы припоя, поскольку появившиеся излишки затекут внутрь трубы и сократят, таким образом, полезный просвет.

Для низкотемпературной пайки применяется мягкий припой, выпускаемый в катушках
Из других особенностей низкотемпературной пайки следует отметить следующее. В случае использования стандартных кусков мягкого припоя, необходимо контролировать, чтобы их размер был равен диаметру соединяемого изделия. Придание требуемым участкам припоя Г-образной конфигурации обеспечит удобство выполнения паек медных труб.
Одно из существенных преимуществ данного способа заключается в том, что прочность сырья – меди – сохраняется на высоком уровне. Самый главный недостаток – худшие механические характеристики соединения.
Особенности технологического процесса
Технология пайки меди газовой горелкой во многом зависит от параметров присадочного материала. В зависимости от припоя, различают два метода соединения:
- Низкотемпературный. Применяется при работе с легкоплавкими сортами припоев. С их помощью выполняют монтаж домашнего водоснабжения, и ремонтируют трубки автомобильных газобаллонных установок. Температура пайки не превышает 400 Сº. Соединения, выполненные с использованием мягкого припоя запрещено эксплуатировать при температуре свыше 110 Сº. Технология не отличается особой сложностью, поэтому обладая соответствующими навыками, можно выполнить пайку своими руками.
- Высокотемпературный. Твердые сорта присадочных материалов используют на самых ответственных работах, поэтому чаще всего их применяют на массовом производстве. Кроме того, такой метод используется при сварке трубок кондиционеров. Их изготавливают из сплава, содержащего не менее 90 % меди и дополнительных добавок, включая серебро. Температура пайки варьируется в пределах 700-900 Сº.
Как паять медные трубы
 Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
Высокотемпературную пайку трубок проводят при температурах 650 °C -750°С, низкотемпературную — при 210 °C -240°С.
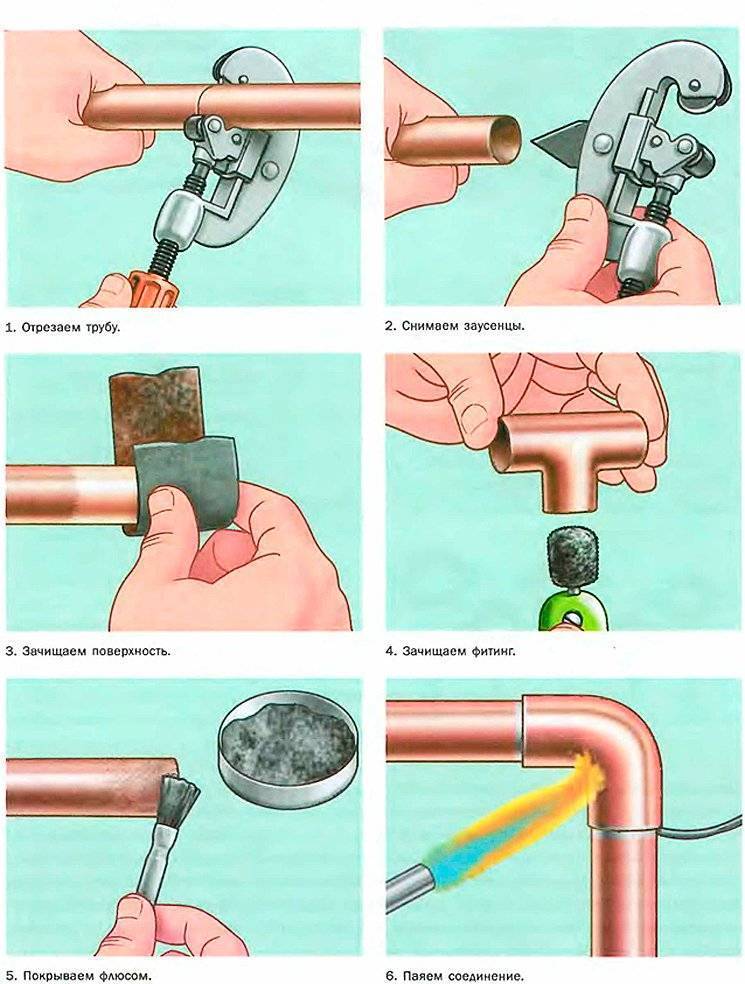
Пайка труб из меди не так сложна в исполнении. Процесс должен осуществляться при хорошей вентиляции помещения. Работу рекомендуют проводить в защитной одежде и перчатках. Чтобы выполнить качественное соединение всех деталей, надо придерживаться следующего алгоритма действий:
- Медную трубку разрезают инструментом на необходимое число кусков. Труборез располагают перпендикулярно к оси трубы, тогда рез получится максимально ровный.
- Затем металлические отрезки зачищают металлической щёткой, а торцы избавляют от заусениц и металлической пыли специальным ёршиком. Наждачная бумага в этом случае не подойдёт, поскольку от неё остаётся медный песок на поверхности металла, который понижает качество сцепления припоя с трубой.
- Диаметр края одного из отрезков трубы увеличивают с помощью труборасширителя. Затем в такой отрезок из меди сможет легко войти труба с обычным типоразмером.
- Расширенный торец трубы тоже зачищают металлической щёткой.
- На торец трубы наименьшего сечения равномерно наносят флюс для пайки медных труб. Проделывать процедуру следует аккуратно, иначе избыток средства может попасть в трубу и образовать в ней застывшие капли, из-за которых в последующем будет явно слышно движение воды.
- Обработанные концы трубок вставляют друг в друга. При этом удаляются остатки флюса с помощью влажной тряпочки.
- Место соединения прогревают горелкой. Когда флюс на одной из трубок приобретёт серебристый оттенок, нагрев металла прекращают.
- К месту соединения подносят припой, который плавится из-за высокой температуры и заполняет полость стыка. Когда область шва будет полностью заполнена припоем, процесс пайки останавливают.
Место соединения оставляют остывать, его следует оградить от любых типов механических повреждений. Когда шов остынет, его протирают влажной тряпочкой, удаляя оставшийся флюс и припой. Если проигнорировать остатки флюса на поверхности труб из меди, то в будущем это приведёт к коррозии в соединении.
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.
Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.
На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки
Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов. Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см. Длина горелки 13 см, а диаметр 1,5 см.
Достоинства:
маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
Недостатки:
нет пьезоподжига.
2 место – газовая микро горелка
В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. ZC57100 не имеет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника — такой горелки хватит. А еще длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и .
Достоинства:
самая дешевая, легко заправляется.
Недостатки:
маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1
Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала. Так, заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились. Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот из-за чего и угодил на 3 место.
Достоинства:
горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
Недостатки:
высокая цена.
4 место – газовая горелка IRIS BARCELONA
Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.









Цена такой .
Достоинства:
малые размеры, наличие пьезоподжига, бренд.
Недостатки:
длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени. Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками. Вес горели всего 226 грамм при длине 14 см.
Достоинства:
хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
Недостатки:
габаритная, не положишь в карман, не подлезешь в узкое место.
Припой

Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
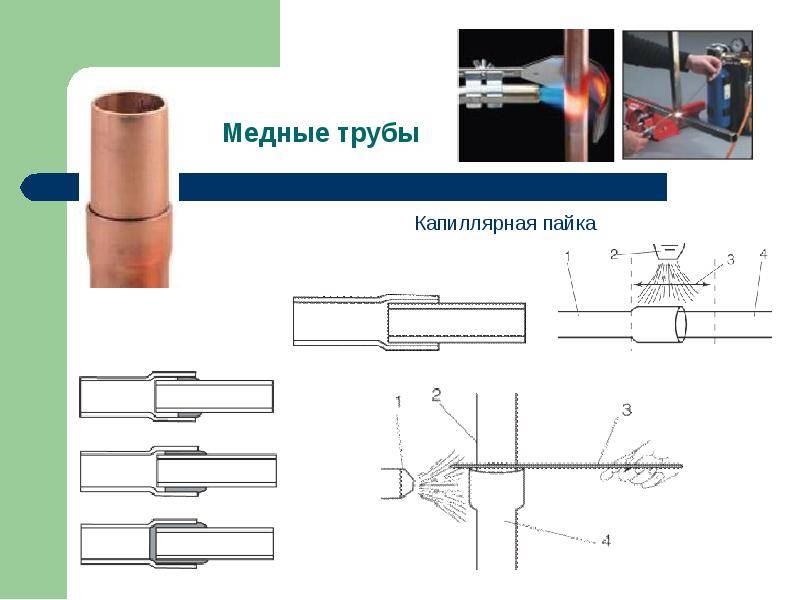
Принципы пайки медных трубок газовой горелкой
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.

Самодельные газовые горелки
Основными компонентами изготовления мощных газовых горелок являются промышленные вентили. Они могут быть новыми, однако для самодельного устройства достаточно использовать бывшие в употреблении при отсутствии утечки газа. Предназначены они для работы в паре с 50-литровым газовым баллоном на пропане, имеющим угловой вентиль и редуктор.
Горелка с вентилем ВК-74
Устройство данной горелки изображено на рис. 1. За основу принят вентиль кислородного баллона ВК-74.К выходному концу устанавливается выточенная на токарном станке штуцер-рукоятка, к рифленой части которой подключается шланг от баллона. На часть вентиля с конической резьбой К3/4˝ , которой он соединялся с газовым баллоном, накручивается колпачок с подготовленным отверстием с резьбой для жиклера. Можно использовать готовый вариант паяльной лампы или газовой плиты.
Сопло изготовлено из отрезка стальной трубы 1/4˝ длиной 100 мм и приварено к колпачку на двух отрезках проволоки ∅5 мм. Между колпачком и соплом следует оставить расстояние 15 мм для поступления воздуха в зону горения. Подгибом проволочных держателей регулируют положение сопла, чтобы добиться центрового положения пламени.
Последовательность действий для розжига горелки:
- Откройте вентиль баллона;
- Поднесите зажженную спичку к соплу и медленно открывайте вентиль горелки;
- Контролируйте зажигание газа;
- Регулируйте пламя вентилем горелки
Самодельная газовая горелка данной конструкции имеет один недостаток, связанный с особенностью расположения вентиля. Поток газа направлен в противоположную сторону нормальному положению. Сальниковые уплотнители испытывают постоянное давление газа( вт.ч. при закрытом вентиле), поэтому необходимо постоянно следить за герметичностью уплотнителей.
Горелка, переделанная из ацетиленового газореза
Если у вас есть ацетиленовый резак с неисправным краником подачи кислорода, не спешите его выбрасывать. Он также сгодится для изготовления горелки(рис 2.). Газовая мини горелка
Мини газовые горелки больше подходят для работы с мелкими деталями. За основу мини горелки берется игла для накачивания мячей. В ней необходимо сделать пропил, чуть дальше середины иглы.Некоторые иглы уже имеют подобное отверстие, что значительно ускоряет процесс работы. Далее нужно взять иглу для шприца, и согнуть ее примерно на 45 градусов посередине.
Заостренный конец иглы для шприца лучше всего заточить, чтобы он был прямым. После этого ее нужно вставить в иглу для мяча таким образом, чтобы один ее конец выходил через отверстие, а второй выступал из большой иглы на несколько мм. Получившуюся мини конструкцию следует зафиксировать с помощью припайки. После этого к основаниям двух игл необходимо присоединить капельницы. Зажимы – регуляторы капельниц нужно сдвинуть как можно ближе к иглам. В получившейся горелке они будут выполнять роль регуляторов подачи газа и воздуха. Их тоже нужно скрепить между собой, и делать это лучше всего с помощью термопистолета. Остается лишь подключить к готовому устройству источник сжатого газа, горелка готова к использованию. Такая самодельная газовая горелка может нагревать предметы до 1000 градусов
Работать с ней следует осторожно, соблюдая технику безопасности
Процесс сваривания
Технология спайки состоит из ряда последовательных этапов:
- Вначале трубу следует обрезать труборезом.
- Край трубы обрабатывается фаскоснимателем.
- Затем подбирается соответствующий фитинг или край второй трубы расширяется при помощи труборасширителя.
- Детали соединяются, проверяется наличие зазоров.
- На поверхность в месте пайки наносится небольшое количество флюса. Если предстоит пайка высокотемпературным методом при помощи самофлюсующегося припоя, то флюс использовать не нужно.
- При помощи горелки для пайки медных труб соединение равномерно нагревается до температуры, при которой припой будет плавиться.
- В месте зазора наносится припой. Припой должен плавится именно от нагретой трубы, а не от открытого огня горелки.
- Оставшийся флюс удаляется влажной тряпкой или промывается водой.
Стоит отметить, что нагревание медной трубы и плавка флюса процесс, который происходит за короткое время — 5 минут
Очень важно не передержать горелку и не перегреть трубу
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Технология пайки медных изделий
После подготовки инструментов и материалов производится пайка труб, состоящая из этапов:
- разделка заготовок на отрезки;
- обезжиривание и удаление окислов;
- стыковка элементов;
- нанесение на линию стыка припоя.
Отрезаем деталь необходимой длины
Сварка медных трубок начинается с разметки трубопровода, который затем нарезается на элементы нужной длины. При разметке необходимо учитывать запас длины, необходимый для соединения трубок после расширения торца. Ручной режущий инструмент позволяет зажать трубу, а затем вокруг внешней поверхности заготовки прокатывается твердосплавный ролик. По мере прорезания тела трубы ролик поджимается регулировочным болтом, что позволяет получить ровный срез.







Допускается обрезка заготовок при помощи ножовки по металлу и специального шаблона, обеспечивающего перпендикулярность среза. При резке не допускается сжатие трубы, поскольку овальность внешней поверхности ухудшает герметичность стыка (из-за изменения зазора, который не заполнится припоем). Образовавшийся облой удаляется наждачной бумагой и металлическим ершиком. Затем одна из кромок обрабатывается расширителем, что позволит создать герметичный стык с повышенной прочностью.
Наносим флюс на поверхность трубы
Сварка медных труб своими руками требует удаления окислов с поверхности соединяемых деталей. Заготовки протираются обезжиривающим составом (например, ацетоном), а затем на соединяемые кромки наносится реагент. Не рекомендуется использовать повышенную дозу флюса, активное вещество равномерно наносится тонким слоем на зону соединения. Для нанесения реагента используется малярная кисть, не оставляющая на поверхности волокон.
Соединяем детали перед пайкой
После нанесения флюса трубки соединяются, рекомендуется стыковать элементы непосредственно после смазывания поверхности (для снижения риска оседания пыли). Детали при соединении поворачиваются друг относительно друга, что позволяет распределить флюс и обеспечивает плотную посадку. Выдавленный из стыка реагент удаляется сухой тканевой салфеткой, сохранять флюс на элементах из цветных металлов запрещено, поскольку начинается разрушение материала.
Образование соединения при низкотемпературной пайке
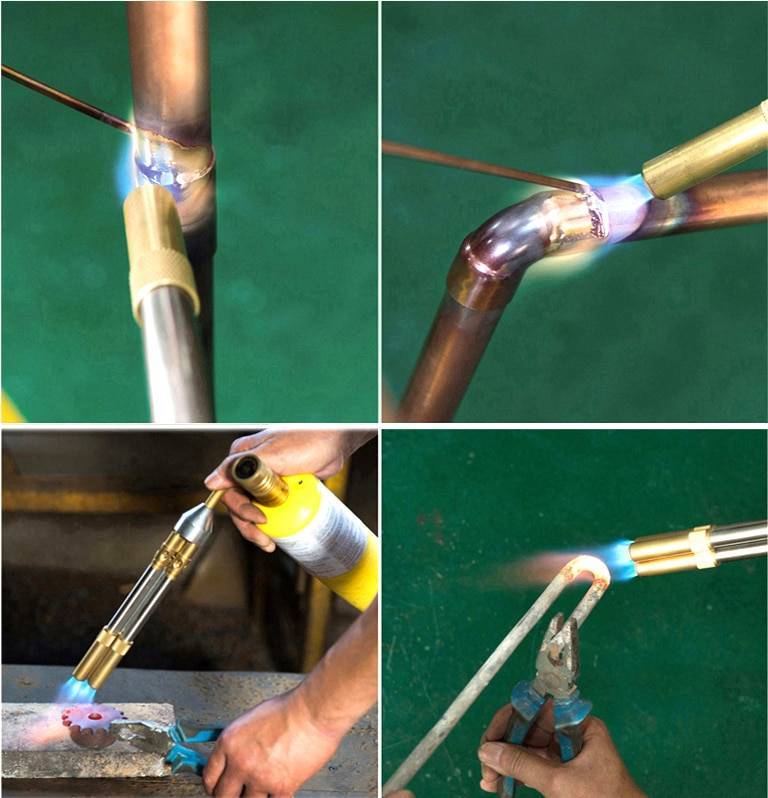
При низкотемпературной технологии используется флюс, рассчитанный на пониженный нагрев конструкции при соединении. Пайка медных трубок газовой горелкой предусматривает подачу факела на зону соединения, горелка перемещается по стыку, обеспечивая равномерный прогрев деталей. Затем в руку берется пруток припоя, который подается в зазор между трубами. Расплавленный металл начинает растекаться по поверхностям, горелка убирается в сторону, припой заполняет стык за счет температуры нагретой трубы.
Образование шва при пайке высокотемпературного типа
При использовании тугоплавких припоев трубы прогреваются горелкой до повышенной температуры. Горелка перемещается вдоль зоны стыка до момента нагрева трубы до вишнево-красного оттенка (соответствует температуре 750°С). Затем в место соединения подается припой, предварительно прогретый пламенем горелки.
Припой плавится от контакта с нагретыми трубами, равномерно заполняя монтажный зазор. Подавать излишний припой не требуется, поскольку материал останется на внешней части трубопровода. После окончания процедуры необходимо выждать 2-3 минуты, после снижения температуры стыка и кристаллизации припоя удаляются остатки флюса. Дополнительная механическая обработка соединения не требуется.
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
- низкотемпературный;
- высокотемпературный.
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.
Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда
Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.
Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра. Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.
Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку. Горелка может быть:. Горелка может быть:
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.
Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.










Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
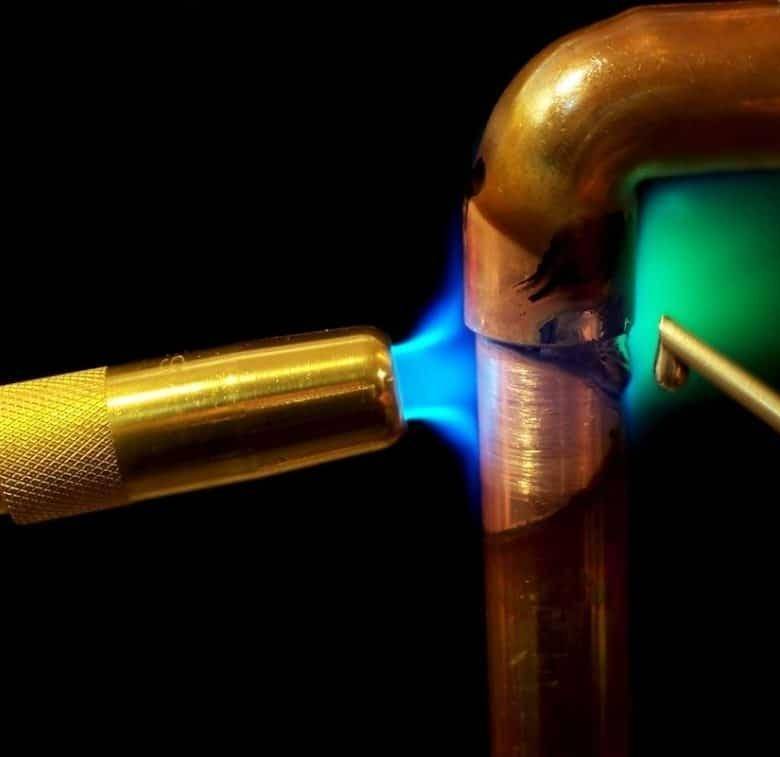
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Необходимые материалы и приспособления олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.

Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.





