

Особенности и ограничения пневматической опрессовки
Пневматическое испытание труб путём опрессовки воздухом представляет определённую опасность, что связано со значительным количеством энергии, накопленной в сжатом газе. Разрыв трубы может привести к взрывному выбросу этой энергии. По этой причине при пневматическом тестировании испытательное давление принимают обычно всего на 10% выше, чем расчётного в трубопроводной магистрали.
Для безопасности пневматической опрессовки необходимы следующие два предварительных условия:
- Разгрузочное устройство адекватного размера;
- Промежуточное удержание значений испытательного давления в пределах 150…180 кПа, с визуальным осмотром всех соединений.
Только затем компрессию постепенно доводят до нормативных значений.
Пневмоопрессовка производится взамен гидравлической в зимнее время года, когда существует опасность замерзания воды или масла. Её применение ограничено повышенными эксплуатационными расходами на эксплуатацию насосно-компрессорных установок.
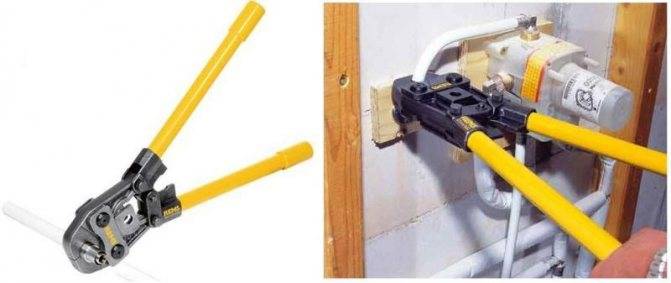
Монтаж пресс–соединений: учитываем каждую деталь
Пресс соединение металлопластиковых труб в домашнем трубопроводе можно создать при помощи пресс–клещей. Перед монтажом следует создать схему трубопровода, чтобы определить длину отдельных составляющих и всей системы.
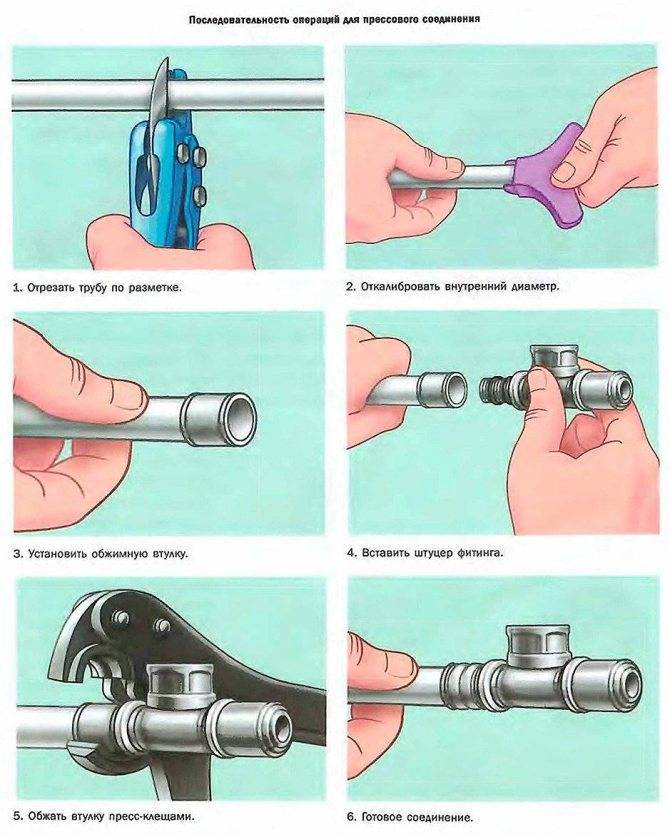
Последовательность действий:
- порезать трубу в соответствии с планом;
- откалибровать торцовые части и снять внешнюю и внутреннюю фаску;
- надеть муфту;
- вставить штуцер в трубу,
- обжать соединение пресс – клещами.
При работе необходимо учитывать, что обжим производится один раз. Если он будет произведен не достаточно качественно, разобрать его возможности не будет. Опрессовка металлопластиковых труб создает неразъемное соединение. В случае ошибки все детали соединения нужно заменить и повторить процесс.
Если приобрести пресс – клещи в специализированном магазине с гарантией оригинальности, можно сделать ремонт в квартире, загородном доме, у родственников и друзей. Качественными клещами можно пользоваться не один год.
Но если не хочется тратить средства на приобретение инструмента, которым придется воспользоваться только один раз, ситуацию можно облегчить, найдя торговую точку, предоставляющую такую услугу, как аренда пресса для металлопластиковых труб, или производящую обжим соединений на месте.

Современные системы коммуникаций состоят в основном из пластика и металлопластика и могут располагаться каким угодно образом. Трубы отопления, например, размещают за стенами, под полом, делая систему более эффективной за счет снижения теплопотерь. К тому же, металлопластик – один из наиболее гибких материалов, что делает его очень удобным при поворотах и изгибах.
Но для того, чтобы создать действительно прочные соединения, необходима опрессовка металлопластиковых труб. Перед тем, как вмонтировать трубопровод в стену или пол, необходимо проверить прочность всех соединений. Для этого систему наполняют водой и создают давление, на 30 процентов превышающее рабочее.
В течении получаса наблюдают за трубопроводом с целью обнаружения протечек. Помочь при проверке может специальный датчик, показывающий давление в системе. Если оно падает, то можно сделать вывод, что какое-то соединение протекает.
Если даже система водоснабжения или отопления создавалась самостоятельно, для проверки следовало бы пригласить специалиста, особенно, если трубы запланировано монтировать в стену или пол.
Опрессовка металлопластиковых труб систем водоснабжения
Опрессовка воздухом и водой – что это такое?
Суть опрессовки состоит в заполнении некой системы с замкнутым объемом – трубопровода, емкости, машины или механизма – либо ее изолированного участка средой, давление которой в 2 – 3 раза превышает рабочее и почти соответствует предельно допустимому значению (величина испытательного давления для каждого конкретного случая устанавливается соответствующими нормами). Если объект такую проверку выдерживает, он считается пригодным к эксплуатации.
В противном случае места, где система дала течь, выявляются и подвергаются ремонту.
Для создания требуемого давления применяется либо специальный насос для опрессовки трубопроводов, так называемый опрессовщик, либо штатный, например, циркуляционный насос в централизованной системе отопления.
В качестве рабочей среды обычно используется вода, но если по тем или иным причинам ее попадание за пределы испытуемой системы является недопустимым, опрессовку проводят воздухом. В этом случае места утечек обнаружить труднее.
Опрессовка – достаточно серьезное мероприятие и проводить ее должен специально подготовленный сотрудник, прошедший аттестацию. Для коммунальных и промышленных предприятий это правило является обязательным.
По завершении процедуры подписывается Акт гидропневмоиспытаний системы (опрессовки трубопровода) с указанием даты, величины давления, времени выдержки и другой информации.
Что касается частного жилья, решение здесь в руках домовладельца. Многие берутся за опрессовку самостоятельно, но лучше, все-таки, доверить эту работу профессионалу.
Подробнее о ручных моделях
Учитывая, что пресс-клещи с электрогидроприводом в домашнем хозяйстве практически не используются, ниже мы рассмотрим вопросы, касающиеся только ручных моделей.
Комплектация
 Дополнительная комплектация инструмента
Дополнительная комплектация инструмента
Пресс-клещи выпускаются в комплекте с набором сменных вкладышей для и металлическим или пластиковым кейсом (может быть заменен на специальный чехол или сумку).
Диаметр соединяемых труб
Большинство ручных моделей предназначены для монтажа труб диаметром до 26 мм. Некоторые механические модели усиленного типа и ручные гидравлические клещи позволяют монтировать трубы диаметром до 32 мм.
Наличие дополнительных функций
Дополнительная функциональность обеспечивается несколькими опциями:
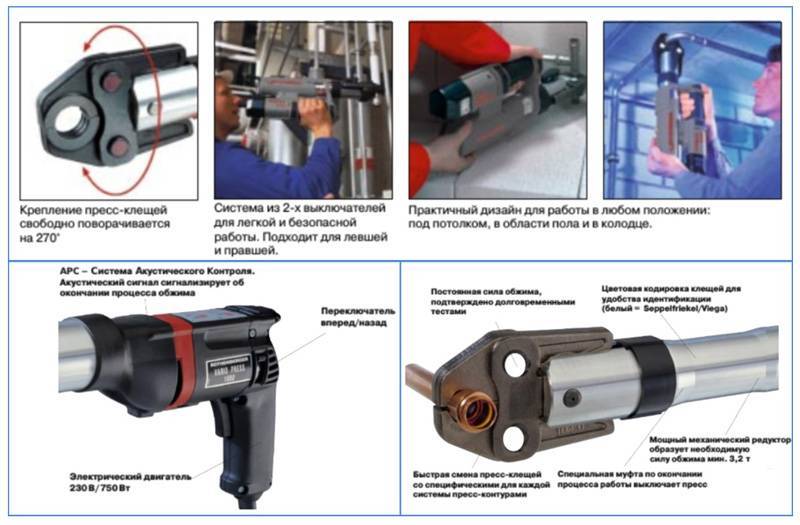
- Система OPS – обеспечивает оптимизацию прилагаемых усилий за счет встроенных фиксаторов ступенчатого типа.
- Система APS – обеспечивает равномерную нагрузку на гильзу фитинга в зависимости от ее диаметра.
- Система APC – осуществляет автоматический контроль полноты опрессовки гильзы за счет блокировки раскрытия пресс-головки до её полного сжатия.
Фирма-изготовитель
Самые дорогие модели выпускаются рядом европейских производителей (Бельгия, Германия), причем их стоимость в большей степени зависит не от технических параметров оборудования, а от известности брэнда. Тем не менее, можно найти вполне приличные функциональные итальянские и турецкие модели по достаточно доступным ценам.
Китайские пресс-клещи традиционно находятся в низшей ценовой категории, но при этом они неплохо справляются с небольшими объемами работ.
Технические характеристики ручных пресс-клещей, которые можно купить в России
| Модель | REMS Эко-Пресс | VALTEC VTm-293 | FORApress | STC 500 |
|---|---|---|---|---|
| Страна | Германия | Италия | Турция | Китай |
| Мах диаметр | до 26 мм | до 32 мм | до 32 мм | до 26 мм |
| Примерная стоимость | 19.800 руб. | 7.700 руб. | 9.500 руб. | 3.300 руб. |
Дополнительная комплектация
- REMS Эко-Пресс — стальной кейс с набором вкладышей 16, 20, 26.
- VALTEC VTm-293 — сумка с набором вкладышей 16, 20, 26, 32.
- FORApress — пластиковый кейс с набором вкладышей 16, 20, 26, 32.
- STC 500 — пластиковый кейс с набором вкладышей 16, 20, 26.
Советы покупателям
Несмотря на большой выбор опрессовочного инструмента, его приобретение домашним мастером для личного использования в большинстве случаев не представляется оптимальным.
Даже дешевизна ручных китайских моделей не спасает положение, поскольку после прокладки трубопровода инструмент может совсем не пригодиться. Получается, что его покупка для проведения небольшого разового объема работ по монтажу или ремонту явно нецелесообразна.








В данной ситуации лучшим вариантом станет аренда на несколько дней в прокатной фирме, что обойдется в любом случае дешевле самой покупки клещей. При этом у вас появляется возможность за небольшие деньги подобрать качественные пресс клещи для металлопластиковых труб с подходящими параметрами.
Еще одним вариантом может стать покупка клещей вскладчину с соседями или знакомыми, которым тоже в перспективе может понадобится инструмент. В этом случае вы сможете пользоваться им поочередно по мере необходимости.
При подборе пресс-клещей необходимо учитывать их основные технические характеристики и максимальные размеры применяемых при монтаже МП труб. Для этого следует внимательно изучить паспорт устройства и проверить наличие сертификата качества на изделие.
Следует помнить, что использование ненадежного инструмента может привести к плохому качеству соединений и вызвать в дальнейшем серьезные проблемы при эксплуатации трубопроводов.
Основным источником обогрева в системах отопления квартир и частных домов являются радиаторы, отдающие тепло со своей наружной поверхности в окружающее воздушное пространство. Как подключить радиатор отопления к системе, не прибегая к помощи сторонних специалистов.
Кран Маевского для чугунных радиаторов: обзор устройства для стравливания воздушных пробок из систем отопления.
Опрессовка воздухом и водой – что это такое?
Суть опрессовки состоит в заполнении некой системы с замкнутым объемом – трубопровода, емкости, машины или механизма – либо ее изолированного участка средой, давление которой в 2 – 3 раза превышает рабочее и почти соответствует предельно допустимому значению (величина испытательного давления для каждого конкретного случая устанавливается соответствующими нормами). Если объект такую проверку выдерживает, он считается пригодным к эксплуатации.
В противном случае места, где система дала течь, выявляются и подвергаются ремонту.
Для создания требуемого давления применяется либо специальный насос для опрессовки трубопроводов, так называемый опрессовщик, либо штатный, например, циркуляционный насос в централизованной системе отопления.
В качестве рабочей среды обычно используется вода, но если по тем или иным причинам ее попадание за пределы испытуемой системы является недопустимым, опрессовку проводят воздухом. В этом случае места утечек обнаружить труднее.
Опрессовка – достаточно серьезное мероприятие и проводить ее должен специально подготовленный сотрудник, прошедший аттестацию. Для коммунальных и промышленных предприятий это правило является обязательным.
По завершении процедуры подписывается Акт гидропневмоиспытаний системы (опрессовки трубопровода) с указанием даты, величины давления, времени выдержки и другой информации.
Что касается частного жилья, решение здесь в руках домовладельца. Многие берутся за опрессовку самостоятельно, но лучше, все-таки, доверить эту работу профессионалу.
Разновидности пресс клещей для труб из металлопластика
Модельный ряд инструмента для опрессовки можно разделить на две обширных группы.
В первую группу войдут бытовые пресс-клещи для труб из металлопластика -это механический ручной инструмент и рассчитан он на опрессовку лишь части сортамента труб (ограничение по диаметру сечения).
Ручные пресс-клещи для металлопластиковых труб
Ограниченная универсальность таких инструментов объясняется исключительно «домашними» потребностями. Ведь в бытовых водопроводах, газопроводах и линиях отопления используются лишь некоторые типы труб. Кроме того, ручной пресс для металлопластиковых труб имеет еще один недостаток – ограниченную производительность. Большие объемы на таком оборудовании обработать очень сложно.
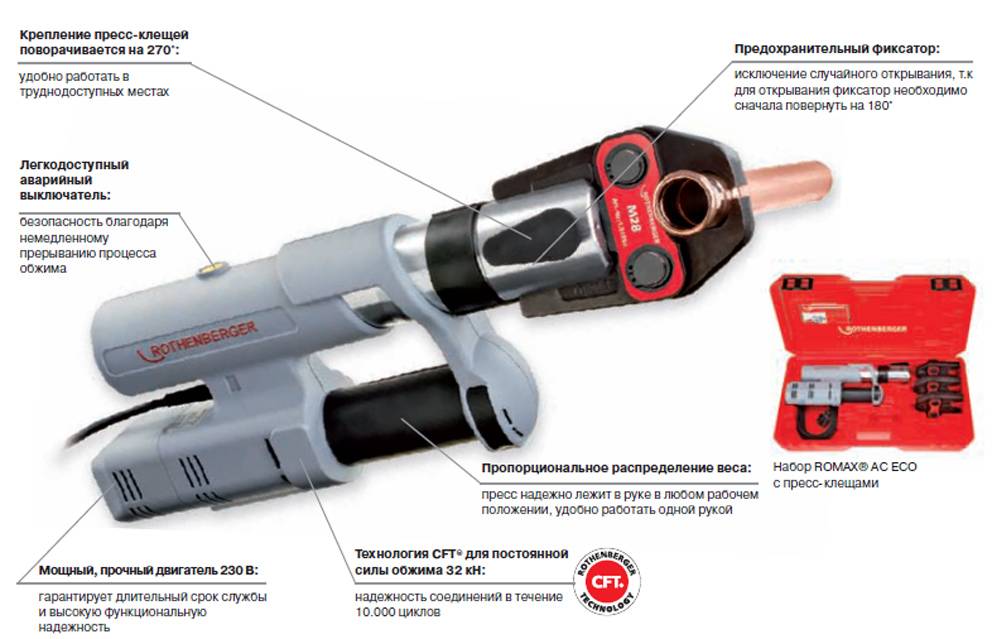
Во вторую группу входят профессиональные инструменты. К ним относятся гидравлические пресс-клещи, аппараты с электрическим приводом и прочее. Обжимное усилие на гильзу в таких аппаратах передает не мускульная сила оператора, а гидравлический пресс или электрический привод. Подобная конструкционная особенность такого агрегата позволяет обрабатывать буквально любые объемы.
Кроме того, такая производительность позволяет укомплектовать профессиональные пресс-клещи насадками любого типа. На рынке сантехнического оборудования существуют даже особые модели, рассчитанные под любые типы труб и фитингов. Такие аппараты прессуют трубы любого диаметра партиями любого объема.
Поэтому в домашних условиях ручной инструмент для металлопластиковых труб не имеет конкурентов.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.

Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
|---|---|---|---|
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
- Если система была в эксплуатации, сливается теплоноситель.
- К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой. Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
- В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
- Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
- Система доводится до рабочего давления, выдерживается не менее 10 минут. За это время спускается весь оставшийся воздух.
- Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
- Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.





| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку. Но испытание продолжают еще 2 часа
И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2)
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
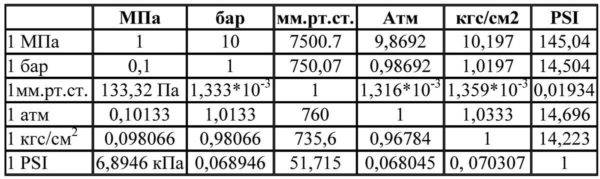
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
Что такое опрессовка системы отопления и водоснабжения
Отопление и водоснабжение — две системы, состоящие из большого количества самого разнообразного оборудования. Как известно, работоспособность любой многокомпонентной системы определяется самым слабым элементом — при выходе его из строя она останавливается полностью или частично. Чтобы выявить все слабые места и проводится опрессовка отопления и водоснабжения. Если говорить простым языком, специально поднимается давление намного выше рабочего, закачивая жидкость. Делают это при помощи специального оборудования, контролируют давление при помощи манометра. Второе название опрессовки — гидравлические испытания. Наверное, понятно почему.

Когда проводится опрессовка системы отопления, давление поднимают на 25-80% в зависимости от типа труб, радиаторов, другого оборудования. Понятное дело, что такое испытание выявляет все слабые места — все, что не имеет запаса прочности, ломается, в изношенных трубах и ненадежных соединениях появляются течи. Устранив все выявленные неполадки, обеспечиваем работоспособность своего отопления или водоснабжения на некоторое время.
Если речь идет о централизованном отоплении, то опрессовка обычно проводится сразу после окончания сезона. В таком случае имеется приличный промежуток времени для ремонта. Но это не единственный случай, когда проводятся подобные мероприятия. Опрессовка еще проходит после ремонта, замены любого элемента. В принципе, это понятно, — надо проверить, насколько надежно новое оборудование и соединения. Например, вы спаяли из полипропиленовых труб отопление. Надо проверить, насколько качественными получились соединения. Сделать это можно при помощи опрессовки.
Если говорить об автономных системах в частных домах или квартирах, то новое или отремонтированное водоснабжение проверяется обычно просто пуском воды, хотя и тут проверка на прочность не помешает. А вот отопление желательно испытывать «на полную», причем и перед вводом в эксплуатацию, и после ремонта. Имейте в виду, что те трубопроводы, которые прячутся в стены, в пол или под подвесной потолок, необходимо испытать до того момента, как их закроют. Иначе, если при испытаниях окажется, что там есть утечки, придется все разбирать/разбивать и устранять проблемы. Мало кого это обрадует.
Необходимость гидравлических испытаний

Опрессовка позволяет выявить протечки в системе
Операция выполняется на небольшом отрезке магистрали, который изолируется от основной линии и подвергается испытанию повышенным давлением, граничащим с критическим. В ответвление накачивается большой объема сжатого воздуха или запускается водный поток под напором. Если ветка выдержит это испытание и сохранит герметичность, она признается годной для дальнейшей эксплуатации. На прорыв укажет падение давления на манометре.
Гидравлическим испытаниям обязательно подвергают:
- только что созданные магистрали;
- отремонтированные сети;
- пластиковые трубопроводы после чистки;
- трубные отрезки после замены поврежденного участка или установки муфты, тройника;
- водопроводные трубы в квартире после подключения водосчетчиков;
- системы отопления перед отопительным сезоном.
Особенности монтажа полипропиленовых труб
От правильного монтажа зависит то, как будет работать трубопровод, и, соответственно, ошибки при монтажных работах могут привести к повышению давления в трубе.

Уже на этапе планирования и приобретения материалов важно правильно выбрать нужный вид труб в зависимости от того, какое давление будет в магистрали, даже не профессионал, не имея большого опыта в строительстве сможет разобраться, какие трубы ему подойдут, если внимательно изучит маркировку изделий и подберет те комплектующие, которые ему необходимы. Промышленностью выпускаются трубы различных видов, рассчитанные на работу в разном температурном режиме и с различным давлением:
Промышленностью выпускаются трубы различных видов, рассчитанные на работу в разном температурном режиме и с различным давлением:
- PPH (гомополимер) – предназначены для низконапорных систем холодного водоснабжения, дренажных и технологических трубопроводов.
- PPB (блоксополимер) – применяются в системах водоснабжения, водоотведения, при устройстве теплых полов, для изготовления ударопрочных труб и фитингов.
- PPR (статический сополимер) – используются при монтаже систем теплоснабжения.
Кроме того, свойства полипропиленовых труб зависят от конструктивного исполнения. Для расширения области использования их изготавливают:
- Однослойными (имеют большой коэффициент линейного расширения, рассчитаны на умеренные величины температуры и давления).
- Многослойными (армированы стекловолокном или фольгой, используются в системах с высокими значениями давления и температуры).
При монтаже важно обращать внимания на температуру окружающей среды и при сварке не перегревать трубу, иначе она может изменить размер, что чревато протечками
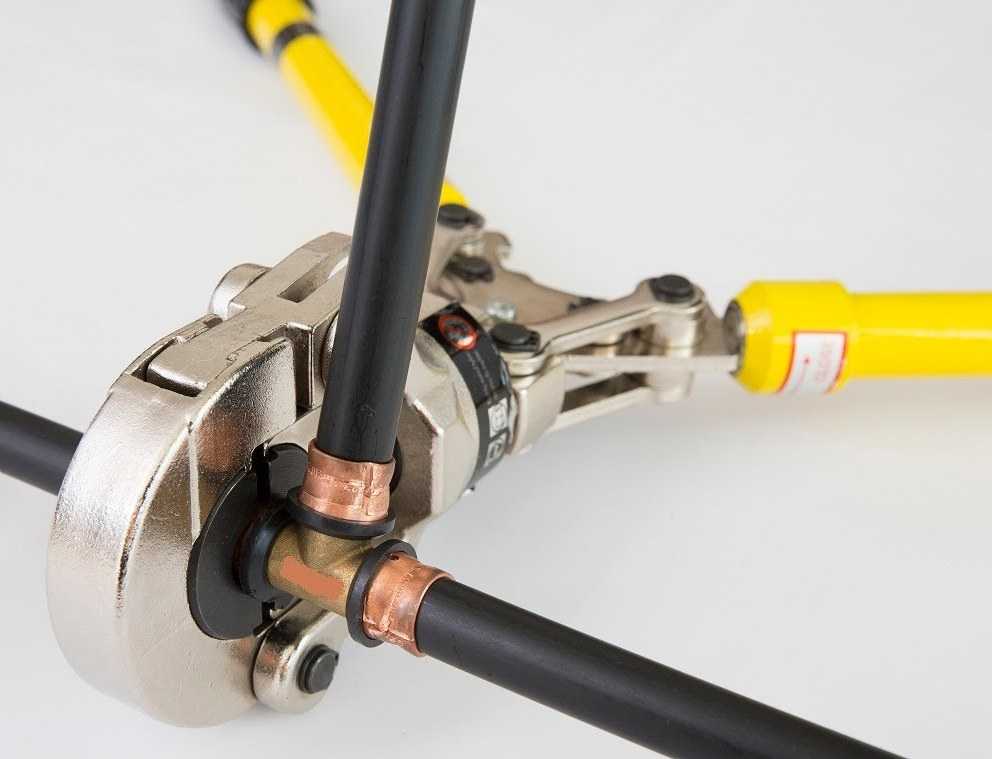
Устройство и назначение
По форме напоминают обычные клещи, но функционально не перекусывают детали, а зажимают (запрессовывает). Отсюда и пошло название. Приспособление имеет обжимную головку из прочной стали, удобные длинные ручки. Головка обычно комплектуются набором насадок для обжима нескольких размеров.
При использовании каких фитингов необходимы пресс-клещи
Устройство требуется при опрессовке пресс-фитингов. Фитинги прочно обжимаются пресс-клещами на торце заготовок (при этом верхняя муфта фитинга деформируется и вминается в толщу пластика) и образуют надежное герметичное соединение.
Основные правила монтажа
Несмотря на высокую технологичность, соединения на пресс-фитингах выполняются достаточно легко даже людьми, не имеющими опыта. Базовый набор инструмента включает:
- Ножницы для металлопластиковых труб, желательно с поступательной подачей ножа.
- Риммер — специальный скребок для снятия внутренней фаски.
- Клещи с губками соответствующего диаметра.
- Расширитель для предварительной развальцовки.

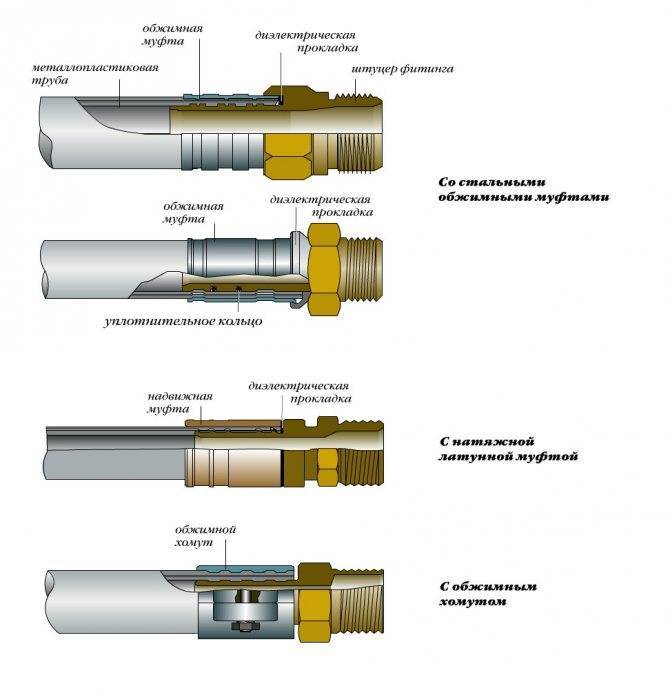
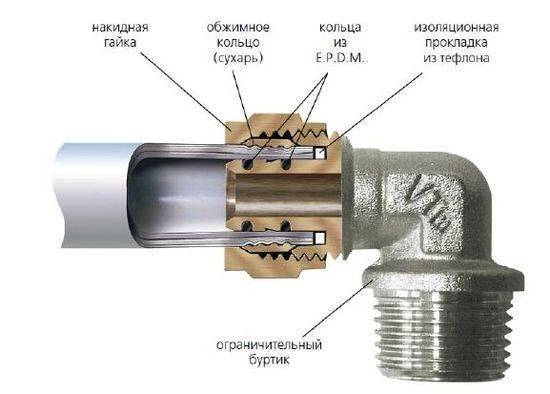
Сам механизм опрессовки хорошо понятен при рассмотрении продольного среза фитинга. На штуцере имеется пара уплотнительных колец, при этом обжим выполняется тремя поясками: точно посередине между этими кольцами и по обе стороны от них. В этом и заключается залог выполнения качественных соединений: губки клещей должны точно соответствовать форме используемого фитинга, а также диаметру трубы и толщине стенки.

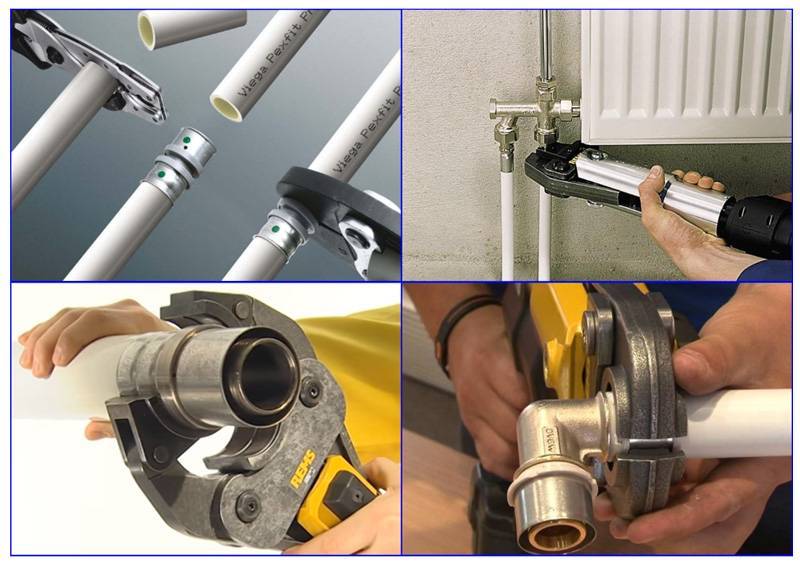
Процесс монтажа предельно прост, для начала необходимо по соответствующим размерам нарезать все сегменты труб, из которых состоит сантехническая сеть
Очень важно следить, чтобы торцы труб были обрезаны строго перпендикулярно, для чего и нужны специальные ножницы. Если на внутреннем покрытии труб образовались облои, их необходимо снять риммером, а при необходимости — развальцевать край расширителем
На фитинг следует заранее установить обжимную гильзу и проследить, чтобы она стала вплотную в замок кольца-фиксатора. После этого в фитинг вводится труба, её край должен появиться в смотровых окошках. Завершающий этап — обжим гильзы с использованием электрических или ручных клещей, боковая часть губок должна при этом располагаться вплотную к фиксатору гильзы.








Когда необходима опрессовка
Опрессовка воздухом в квартире в обязательном порядке проводится сразу после окончания монтажных работ (перед тем, как линия будет передана в эксплуатацию) или для проверки старых систем после проведения восстановительных работ. Также опрессовка требуется для тестирования систем, устанавливающихся с использованием технологии стыковки в муфту, так как место, в котором фитинг стыкуется с трубой, представляет собой один из слабейших участков трубопровода.
Также воздушное тестирование трубопровода требуется из-за сезонных особенностей эксплуатации трубопровода. К примеру, перед тем как начать эксплуатацию системы центрального отопления, выполняется опрессовка, чтобы проверить все участки теплотрассы.
Еще одна ситуация, когда требуется такая проверка – оборудование водных скважин, но здесь опрессовка выполняется по измененной технологии. Труба в скважинной шахте находится изначально, из-за чего риск утечек из нее не считается ключевой проблемой. Процедура проводится, чтобы понять глубину забора воды из скважины, от которой зависит качество потребляемой воды. В связи с этим при проведении опрессовки скважин проверяется, не контактирует ли транспортируемая жидкость с верхними слоями в шахте, так как это может ее испортить.
Опрессовка: понятие в широком смысле
Само понятие «опрессовки», применительно к металлопластиковым рукавам, следует рассматривать в широком смысле слова. К примеру, под опрессовкой часто понимают стандартные испытания, проводимые гидравлическим или пневматическим способом.
Но современная практика показывает, что термин «опрессовка» также вполне логично подходит и к процедуре соединения фитинга и металлопластиковой трубы. Этот вид соединения выполняется по технологии силового обжима с применением специального инструмента (пресс-клещей).
Независимо от условий монтажа и применяемых технологий, устройство водопроводных или иных коммуникаций на основе металлопластиковых труб сопровождается испытаниями на герметичность и прочность.
Как правило, испытательный процесс осуществляется гидравлическим способом. Но не исключается возможность производства испытаний пневматическим методом.
Действия перед применением клещей
Соединяя фитинг с металлопластиковой трубой методом опрессовки, важно придерживаться определенной последовательности действий. Сначала от бухты отмеряется требуемый отрезок
Для этого можно использовать либо рулетку, либо отметки на наружной поверхности изделия.
Мерная часть отрезается ножницами для труб из металлопластика
Важно добиться максимально ровного среза, который составляет прямой угол с центральной осью изделия. Если используются ножницы гильотинного типа, то их нижний край необходимо держать параллельно трубной поверхности, слегка в нее вдавливая
Далее торцы металлопластиковой трубы калибруются специальным инструментом. Применяемые калибраторы способны не только выровнять форму среза, но и снять внутреннюю фаску. Потом на трубу надевается обжимная гильза, снятая с фитинга, а его штуцер вставляется в срез. Торцы соединяющихся элементов плотно прижимаются. Место соприкосновения торцов должно быть изолировано уплотнительной прокладкой, которая предохранит элементы от электрокоррозии и обеспечит герметичность.
Положение трубы в гильзе контролируется, используя круглый вырез на ее краю. На следующем этапе используются пресс-клещи.

Резать трубы нужно специальным инструментом, чтобы не было заусенцев





