

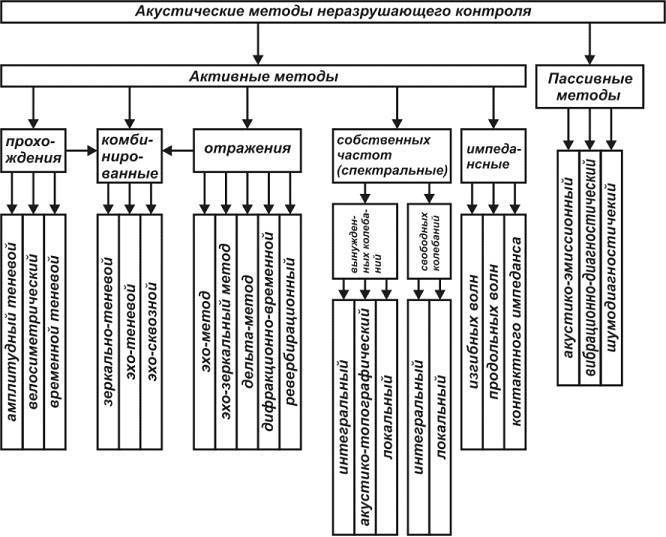
Теория ультразвуковой дефектоскопии сварных швов
В основе метода УЗК контроля лежит способность колебаний высокой частоты (от 0.8 до 2.5 Мгц) проникать в металл сварочного шва и отражаться от поверхности находящихся в швах дефектов.
Контроль ультразвуковой неразрушающий требует применения узконаправленных пучков УЗК колебаний. Их получают с использованием пьезоэлектрических пластин из титана бария или кварца. Кристаллы, размещенные в электрическом поле, обладают обратным пьезоэлектрическим эффектом — преобразуют колебания электрические в механические. Чем создают источник ультразвуковых колебаний, проникающих в металл.
Отраженные колебания принимаются щупом (искателем), после чего опять преобразуются в электрические колебания. Электрические импульсы передаются на осциллограф. Несплошности определяются по характеру отклонений, наблюдаемых на экране осциллографа. Размер образования устанавливается оператором по амплитуде отраженного импульса, расстояние до которого зависит от времени распространения акустической волны.
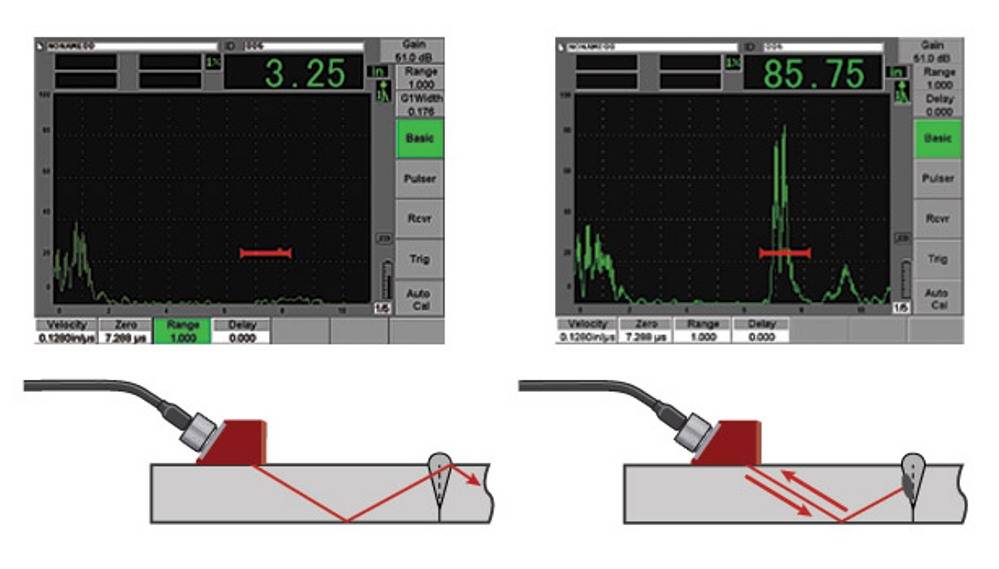 На экране слева — шов без дефектов, справа — с дефектами
На экране слева — шов без дефектов, справа — с дефектами
Особенности выбора метода неразрушающего контроля
Выбор оптимального метода неразрушающего контроля зависит от следующих факторов:
1. От физических свойств контролируемого металла
2. От толщины сварного соединения
3. От типа сварного соединения и его толщины
4. От состояния поверхности соединения
5. От особенностей изготовления сварной конструкции
6. От технико-экономических показателей метода контроля и других факторов.
Характерной особенностью большинства методов неразрушающего контроля является,
то, что выявление дефектов происходит лишь косвенным путём, в результате анализа
определённых физических свойств сварного соединения, которые не влияют на работоспособность
изделия.
Например, при радиационной дефектоскопии дефекты типа “нарушения сплошности”
определяют по интенсивности ионизирующего излучения, проходящего через шов.
Результаты подобных методов контроля зачастую сложно расшифровать, поэтому в
их проведении должен быть задействован квалифицированный персонал.
Поскольку среди существующих методов контроля нет универсального, который гарантировал
бы выявление всех дефектов, то важно, в первую очередь, обнаружить недопустимые
дефекты. У каждого из методов есть свои преимущества и недостатки
В большинстве
случаев используют несколько методов. Такой подход позволяет обнаружить дефект
с большой долей вероятности. Далее рассмотрим каждый из методов контроля в отдельности.
Применяемые разрушающие методы контроля
Чтобы установить качество конструкционных материалов, а также определить их степень прочности и надежности, используются различные подходы к проведению исследований и инструменты.
Разрушающие методы контроля, к которым прибегают специалисты ООО “НПК Сибирь”, включают в себя:
Лаборатория разрушающего контроля проводит исследования качества конструкционных материалов и их соединений при различных сочетаниях температурно-силовых и коррозионных воздействий.
Лаборатория аккредитована в качестве испытательной лаборатории (лаборатории разрушающих и других видов испытаний) в единой системе оценки соответствия на объектах, подконтрольных Федеральной службе по экологическому, технологическому и атомному надзору.
Свидетельство об аккредитации №ИЛ/ЛРИ-60035.Действительно до 17.10.2013 г.
Методы (виды) разрушающего контроля позволяют контролировать качество материалов конструкций и их элементов, определять предел прочности и надежности.
Преимущество разрушающего контроля
состоит в том, что он позволяет получать количественные характеристики материалов.
Определение механических свойств
зависит от характера напряженного состояния, создаваемого в материале, и условий его нагружения. В связи с этим различают статические (растяжение, сжатие, изгиб при различных температурах) и динамические испытания
на ударный изгиб при пониженных, комнатной и повышенных температурах.
В результате динамических испытаний определяют ударную вязкость или полную работу, затраченную при ударе (работу удара).
образцов стандартных размеров и формы в условиях одинакового напряженного состояния дают основные исходные данные, позволяющие сравнивать и оценивать свойства различных материалов. Все методы механических испытаний материалов строго регламентированы государственными стандартами.
С целью получения более глубокой и объективной информации механические испытания могут сопровождаться и дополняться методами неразрушающего контроля.
включают в себя макроанализ и микроанализ
. Способы макроанализа различны в зависимости от состава сплава и задач, поставленных в исследовании:
заключается в исследовании структуры металлов с помощью оптического и электронного микроскопа. С помощью микроанализа можно определить структуру сплава и установить его предшествующую обработку.
Лаборатория тесно сотрудничает с различными институтами СО РАН, что позволяет, используя дополнительную информацию, с большей степенью достоверности устанавливать причины разрушения различных элементов конструкций.
За период с 2010 по 2011гг. лабораторией выдано более 250 заключений для различных предприятий на региональном и межрегиональном уровне, среди которых работы, посвященные установлению причин разрушения элементов конструкций, например:
Наши постоянные заказчики:
Экспертиза промышленной безопасности трубопроводов
Помимо магистральных трубопроводов, сегодня существует ещё несколько видов трубопроводного транспорта. К ним относятся технологические трубопроводы, расположенные на территории предприятий и обеспечивающие проведение технологического процесса, а также эксплуатацию оборудования. Кроме того, в их число входят промысловые трубопроводы, по которым осуществляется транспортировка газа и нефти и проч.
Проводить экспертизу промышленной безопасности (ЭПБ) необходимо тех из них, которые подпадают под действие Федерального Закона за номером 116-ФЗ.
Начинается ЭПБ с внимательного изучения документации на инженерную коммуникацию. Определив по «бумагам» наиболее опасные участки, сопоставив проектное и фактическое расположение трубопровода, и выяснив, соответствовали ли условия эксплуатации требованиям СНиП, специалисты приступают к техническому диагностированию исследуемого объекта.




Сначала проводится наружный и (при наличии возможности) внутренний осмотр. На данном этапе выявляются участки трубы с нарушенной формой, дефекты металла и изоляции, определяется состояние сварных швов. По статистическим данным большинство случаев выхода технологических трубопроводов из строя обусловлено процессами коррозии. Для определения внутренних дефектов могут использоваться все вышеперечисленные методы.
По завершении диагностики средствами неразрушающего контроля возможно проведение пневмо- и гидроиспытаний (воздухом под давлением или водой). Однако их целесообразность является предметом споров экспертов в этой отрасли. Одни говорят, что гидроиспытания ухудшают трещиностойкость и пластичность металла. Другие же утверждают, что без проведения функциональных испытаний и без комплексного контроля получить достоверную информацию о соответствии конструкции требованиям СНиП невозможно. Ведь оборудование может подвести, например, при некорректной настройке дефектоскопа либо по причине неверного подбора пьезоэлектрического преобразователя. Поэтому возникает опасность, что после запуска трубопровод вновь даст течь.
Нужно понимать, что проведение испытаний сопряжено для владельцев трубопроводов с техническими проблемами, связанными с остановкой производственного цикла. По этой причине во время проведения ЭПБ между заказчиком и организацией-исполнителем могут возникнуть спорные моменты. Поэтому одним из приоритетных направлений развития технологий экспертизы промышленной безопасности является адаптация методик неразрушающего контроля к условиям процесса диагностирования без необходимости вывода трубопровода из эксплуатации.
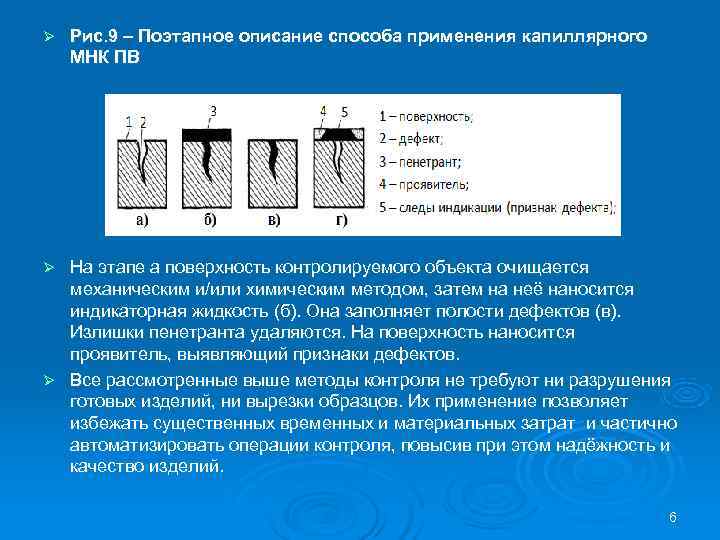
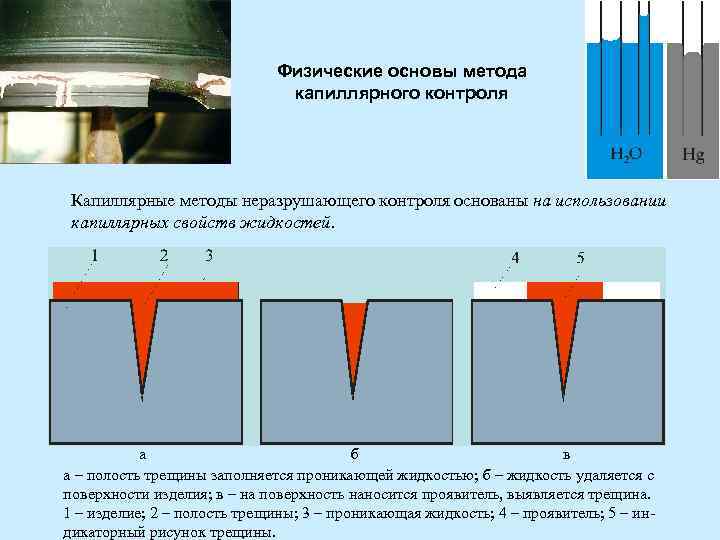
Методы контроля проникающими веществами
К ним относятся капиллярные методы и методы течеискания.
Капиллярные методы основаны на капиллярном проникновении индикаторных жидкостей в полости поверхностных дефектов и регистрации индикаторного рисунка.
При контроле этими методами на очищенную поверхность детали наносят проникающую жидкость, которая заполняет полости поверхностных дефектов. Затем жидкость удаляют, а оставшуюся в полостях дефектов часть обнаруживают путем нанесения проявителя, который адсорбирует жидкость, образуя индикаторный рисунок. Эти методы применяют в цехозых, лабораторных и полевых условиях, при положительных и отрицательных температурах. Они позволяют обнаруживать дефекты производственно-технологического и эксплуатационного происхождения: трещины шлифовочные, термические, усталостные, волосовины, закаты и др. Капиллярные методы могут быть применены для обнаружения дефектов в деталях из металлов и неметаллов простой и сложной формы.
Благодаря высокой чувствительности, простоте контроля и наглядности результатов эти методы применяют не только для обнаружения, но л для подтверждения дефектов, выявленных другими методами дефектоскопии— ультразвуковым, магнитным, вихревых токов и др.
Наиболее распространенными капиллярными методами являются цветной, люминесцентный, люминесцентно-цветной, фильтрующихся частиц, радиоактивных жидкостей и др.
Методы течеискания основаны на регистрации индикаторных жидкостей и газов, проникающих в сквозные дефекты контролируемого объекта. Их применяют для контроля герметичности работающих под давлением сварных сосудов, баллонов, трубопроводов гидро-, топливо-, масляных систем силовых установок и т. п. К методам течеискания относятся гидравлическая опрессовка, аммиачно-индикаторный метод, фреоновый, масс-спектрометрический, пузырьковый, с помощью гелиевого и галоидного течеискателей и т. д. Проведение течеискания с помощью радиоактивных веществ позволило значительно увеличить чувствительность метода.
Методы неразрушающего контроля качества сварных соединений
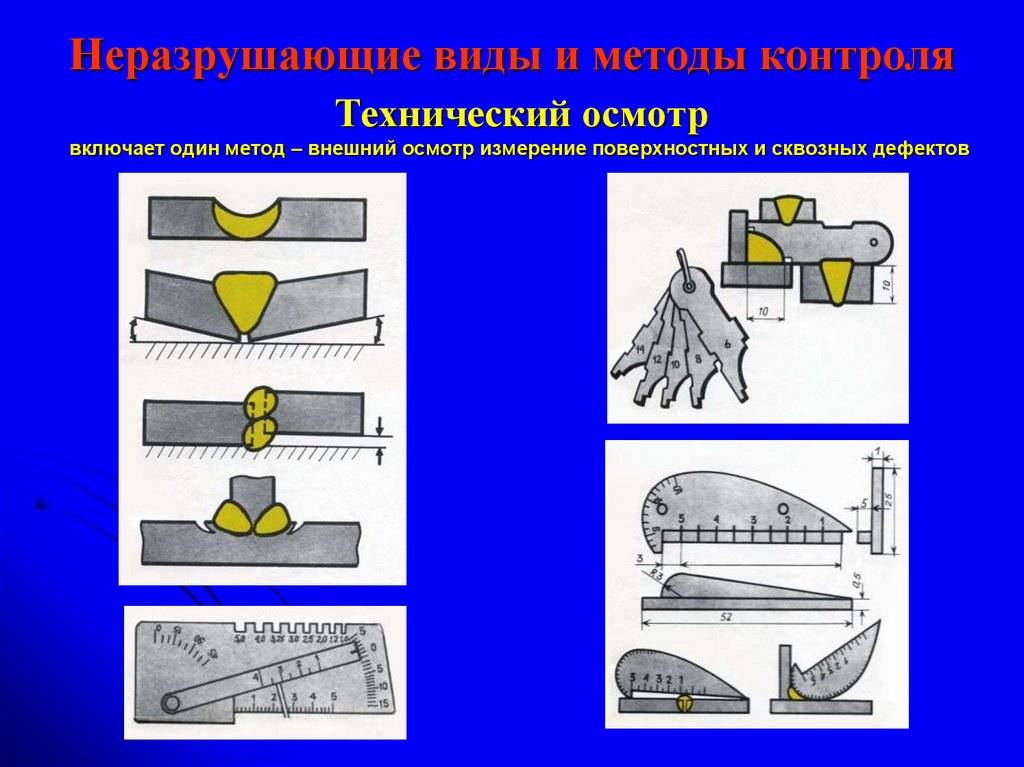
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
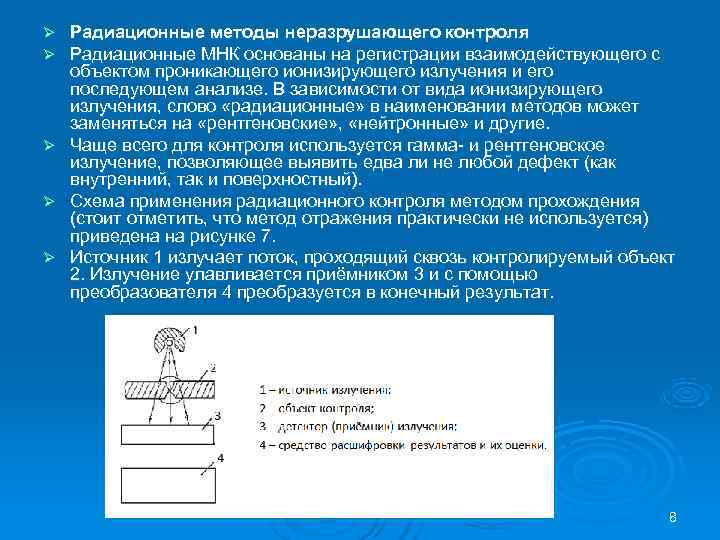
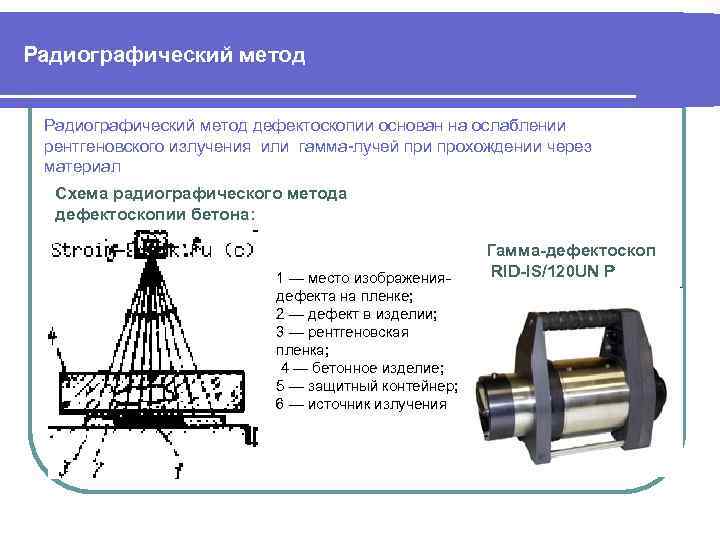
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
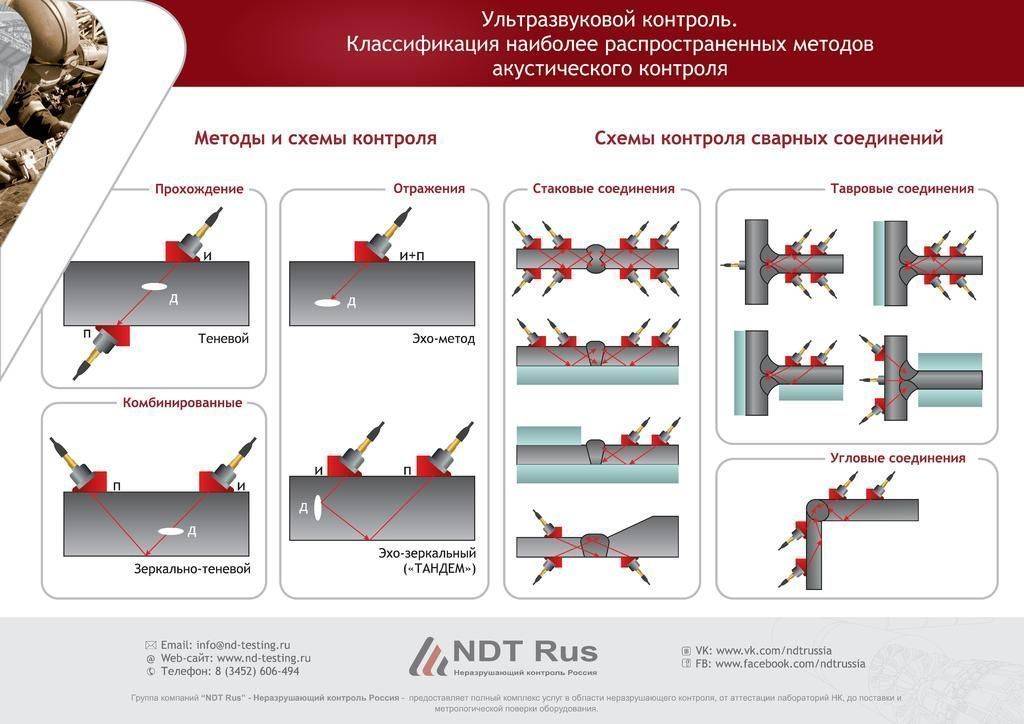
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
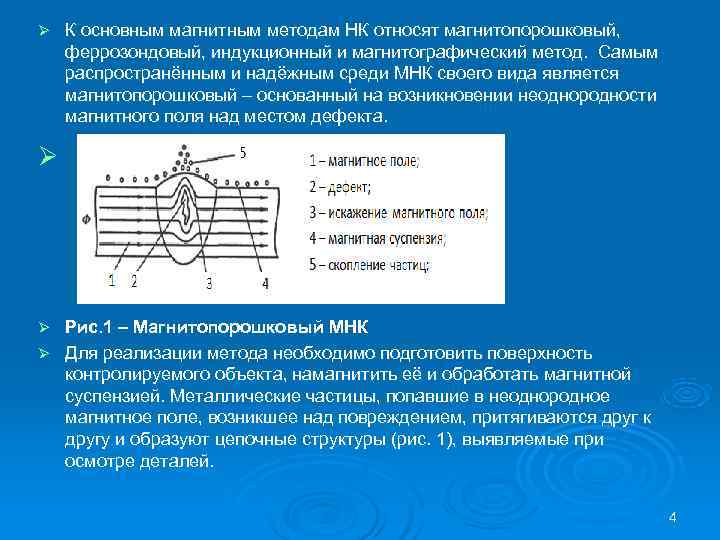
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Свойства ультразвука и важность состояния диагностируемой поверхности
Ультразвук проверяет материал, не разрушая его структуры.

Ультразвуковой контроль – один из основных в дефектоскопии.
При дефектоскопии учитывается длина колебаний – она прямо пропорциональна разрешающей способности и чувствительности и обратно пропорциональна энергии колебаний. Оптимальный показатель – 0,5-10 МГц.
Корректность результатов измерения зависит от состояния диагностируемой поверхности. Необходим свободный доступ ко всем измеряемым участкам для свободного прохождения волн ультразвука через объект. На поверхности не должно быть инородных тел (масла, смазки, грязи, ворсинок, брызг металла, сварочного флюса и т.д.)
Для подготовки поверхности необходимо:
- Зачистить лакокрасочное покрытие и ржавчину на расстоянии 5-7 см.
- Обработать материал трансформаторным, турбинным или машинным маслом.
- Устранить воздушные зазоры нанесением контактной жидкости (можно использовать воду, масло или глицерин)
- Создать шероховатость поверхности выше или равную классу 5 (при использовании пьезоэлектрического преобразователя).
Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Сюжет про применение Неразрушающих Методов Контроля
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.

Ультразвуковая дефектоскопия проводится на основе следующих принципов.
- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.
Видео
Технологии сварки и контроль сварных соединений
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
Плазменно — дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.




После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
лаборатория неразрушающего контроля сварных соединений Симферополь
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.
Как определить, в каких объёмах требуется контроль качества соединений?
Это индивидуальная черта в каждом методе. Обычно опираются на нормативные документы, действующие в той или иной сфере. Объёмы контроля устанавливаются в процентах от общей протяжённости самих сварных соединений.
Обязательно надо учитывать, к какой категории относится то или иное сварное соединение трубопровода. А так же назначение вместе с условиями эксплуатации. И последствиями, к которым может привести разрушение на тех или иных участках.
Применение методов неразрушающего контроля стало привычным для многих отраслей промышленности. Причина того, что неразрушающий контроль сварных соединений трубопроводов стал таким популярным – в полном соответствии требованиям, которые предъявляются к самим методам контроля.
А таких требований тоже существует немало. Хорошо, если удаётся полностью автоматизировать контроль соединений. И использовать приборы, обладающие максимальной надёжностью.
Главное – чтобы они были доступными в условиях производства. Упрощёнными должны быть сами методики. А средства контроля нужно создавать так, чтобы они выдерживали продолжительную эксплуатацию.
Как проверяют проницаемость?
Когда сваривают ёмкости, трубопроводы и так далее, необходимостью становится именно оценка того, какой является герметичность. Такой контроль качества так же проводится с использованием различных методов и инструментов:
- Испытания по гидравлике и пневматике.
- Пузырьковым методом.
- Течеиспускание.
И так далее. Пневматические испытания – это когда внутрь трубопровода запускают воду или газ в больших количествах. Пенообразующий состав наносят на поверхность снаружи. Если появляются пенистые пузырьки – значит, герметичность была нарушена.
Видео
ERW-pipe welding machine for field application – Оборудование для сварки и неразрушающего контроля.
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
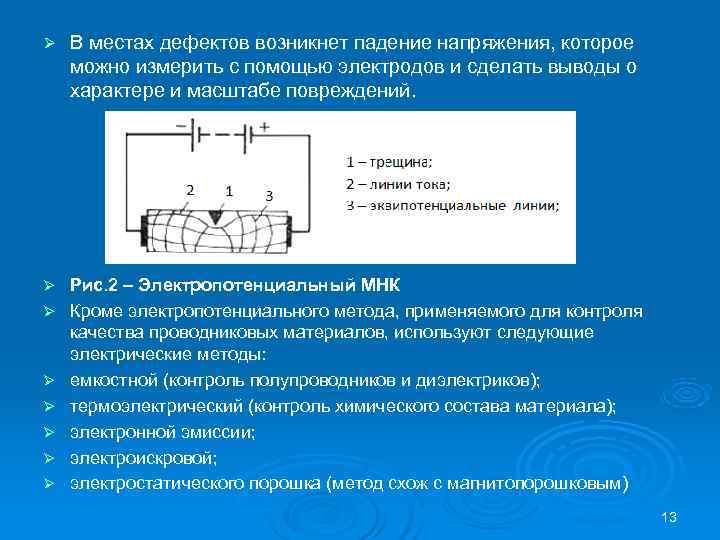
Электромагнитный (вихревых токов) метод
Основан на регистрации изменения взаимодействия собственного электромагнитного поля катушки с электромагнитным полем вихревых токов, наводимых этой катушкой в контролируемом объекте. Применяется для обнаружения поверхностных дефектов в магнитных и немагнитных деталях и полуфабрикатах. Метод позволяет выявлять нарушения сплошности, в основном трещин, на различных по конфигурации деталях, в том числе имеющих покрытия. На основе метода вихревых токов разработаны приборы для измерения толщины листов и покрытий, диаметра проволоки и прутков. Применяют на заводах и ремонтных предприятиях. В условиях эксплуатации применяют для профилактического контроля лопаток турбин газотурбинных двигателей, сварных и литых узлов элементов конструкций и др.
Приведенный краткий обзор позволяет сделать вывод, что для контроля металлов и металлоизделий имеется достаточный арсенал методов и средств неразрушающего контроля.
Следует отметить, что методы НК не являются универсальными. Каждый из них может быть использован наиболее эффективно для обнаружения определенных дефектов. Так, например, с помощью радиационных методов можно выявлять внутренние дефекты в виде пустот и пор в деталях, изготовленных из различных материалов, однако нельзя обнаружить весьма опасные тонкие усталостные трещины. Для этой цели требуется применить другой, чувствительный к поверхностным трещинам метод, например капиллярный, магнитный или вихревых токов. Поэтому для контроля деталей ответственного назначения применяют два или несколько различных методов.
Применение комплексного контроля изделий в условиях производства и эксплуатации позволит повысить качество и надежность техники. Систематическое проведение НК на различных этапах технологического процесса и статистическая обработка результатов этих испытаний позволят устанавливать и устранять причины брака. При этом контроль становится активным методом корректировки технологического процесса.
Методы НК. Классификация и общая характеристика
Гост 18353. Контроль
неразрушающий. «Классификация видов и методов устанавливает » единые термины и
определения в области НК и определяет виды и методы НК.
В основу классификации видов НК
положены физические принципы которые реализуют взаимодействие полей и веществ
различного происхождения с объектами контроля или регистрирующих физических
полей, генерируемых самими объектами контроля. На сегодняшний день существует 9
видов НК.
1. Акустический.
2. Вихре
токовый.
3. Магнитный.
4. Оптический.
5. Радиоволновой
6. Радиационный
7. Тепловой
8. Электрический
9. Проникающими
веществами.
МНК – методы
неразрушающего контроля.
СНК – средства
неразрушающего контроля.
Магнитный
вид НК – основан на анализе взаимодействия магнитного поля с ОК.
Электрический
вид НК – основан на регистрации параметров электрического поля,
взаимодействующего в ОК, или возникающего в ОК в результате внешнего
воздействия.
Вихревой
вид НК. – основан на взаимодействии
электромагнитного поля вихревого преобразователя с электромагнитным полем
вихревых токов, наводимых в объекте контроля.
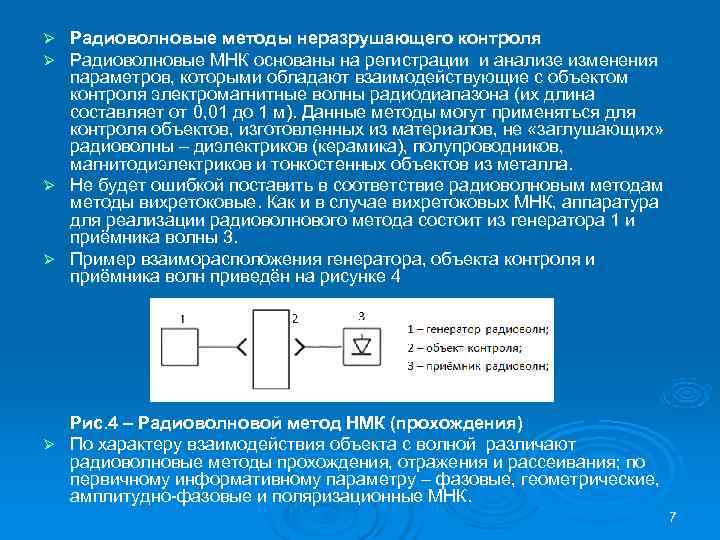
Радиоволновой
вид НК – основан на регистрации изменения параметров электромагнитных волн
радиодиапазона, взаимодействующих с ОК.
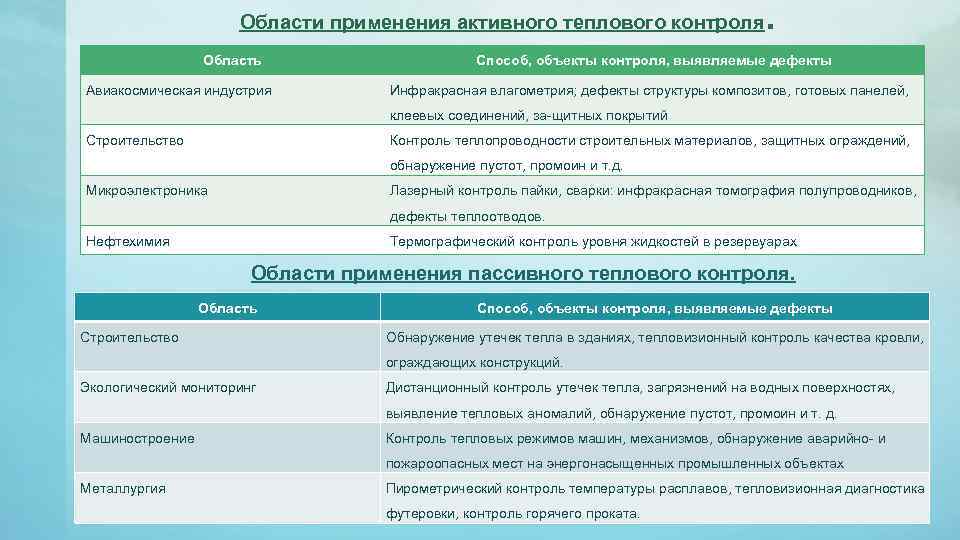
Тепловой
вид НК – основан на регистрации изменений тепловых или температурных полей,
вызванных наличием дефектов в ОК.
Оптический
вид НК – основан на регистрации изменений параметров оптического излучения
взаимодействующих с ОК.
Радиационный
вид НК – основан на регистрации проникающего радиоактивного излучения после
взаимодействия с ОК.
Акустический
НК – основан на регистрации материалов упругих волн, возбуждающих или
возникающих в ОК.
НК
проникающими веществами – основан на регистрации веществ в полости дефектов
ОК и регистрации. МНК классифицируют по трем признакам:
1.
По характеру взаимодействия физических полей или веществ с ОК
(импедансный, конвективный, магнитный, индуцированного излучения, отраженного,
…, молекулярный, резонансный и др.).






2.
По первичному информативному параметру (амплитудный, временной,
геометрический, метод напряженности, электроемкостной).
3.
По способу получения первичной информации (голографический,
волометрический, ионизационный, люминесцентный, магниторезисторный, метод
фильтрирующихся частиц, метод эффекта Хорлла, пузырьковый метод, радиоционный
шумовой и т.д.).
Все методы
реализованы в 4-х областях, которые выделены по способу обнаружения дефектов:
1 область –
структуроскопия. Это область, в которой применяемые методы, применяются для
обнаружения неисправности структуры, физико-химического состава материалов и
изделий.
2 область –
дефектоскопия. Занимается обнаружениями различных дефектов в материалах.
3 область –
интроскопия (внутри видение). Изучение и контроль внутреннего строения сложных
технических и биологических объектов.
4 область –
толщинометрия. Контроль и измерение толщины различных покрытий.
ОК
представляет собой сложную систему , которая должна обладать постоянным
химическим составом, микро и макро структурой, механическими характеристиками,
геометрическими размерами, одинаковостью этих характеристик во всех
направлениях, отсутствием трещин, сколов, пузырей, раковин и т. д., то то
обеспечить контроль одновременно всех этих параметров одним методом невозможно.
По этому задачей инженера метролога в области НК должно быть:
1 Все
распространенные методы НК.
2. Умение
обоснованно сделать выбор и определить сочетаемость различных методов контроля
для конкретно поставленной метрологической задачи.
3. Иметь
представление о точностных характеристиках наиболее распространенных средств НК
(СНК).





