

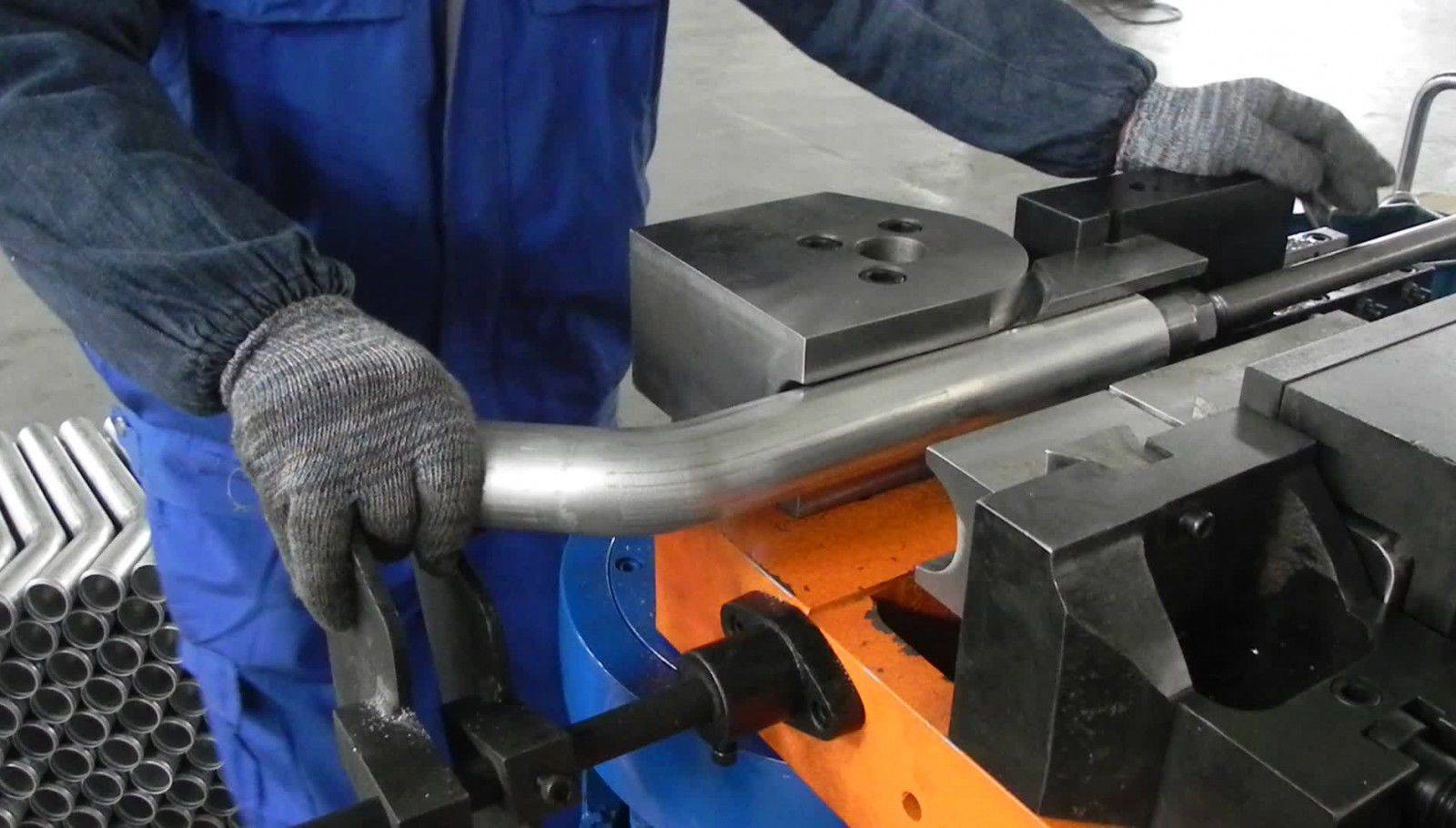
сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.

Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.

Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
- Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
Приспособления для гибки труб
Плоскопараллельные пластины
Если нагрев и охлаждение – не ваш случай, используйте плоскопараллельную пластину. Примитивный, но безотказный и проверенный способ. Пластина – изогнутая заготовка из дерева или металла с пазом. Подходит для работы со стальными и металлопластиковыми изделиями диаметром до 45 мм.
Принцип действий:
- Трубу помещаем в хомут на плоскопараллельной пластине, фиксируем (зажимаем).
- Гнем, повторяя форму заготовки по пазу, извлекаем.
Быстрый, надежный способ, не требующий крупных затрат. Минус использования плоскопараллельных пластин – неизменяемая кривизна заготовки. Решить проблему поможет применение пластин с отличающимся радиусом кривизны. Поддастся и стальная конструкция.
Особенность способа – ограничение по длине, форму коротких трубок изменить легко, а качественно загнуть изделие, длина которого превышает длину заготовки, таким образом не получится.
Плоскопараллельная пластина — надежный, доступный способ изогнуть трубу самостоятельно
Металлические пружины
Рассмотрим, как согнуть трубу спиралью своими руками или придать изделию угол до 90°.
Металлическую пружину лучше использовать для работы с деталями из пластичных цветных металлов. Пружина предотвращает деформацию конструкции. Выбор размера зависит от внутреннего «обхвата» трубки.
Как действовать:
- Вставьте пружину в деталь (вводите до места загиба).
- Постепенно придайте изгиб на колене или предварительно зажав конструкцию в тиски.
Пружина упрощает процесс, принимая усилие сжатия/ растяжения и нагрузку на себя. Работая с мягкими податливыми материалами, выбирайте пружины средней жесткости и малого диаметра
Меры предосторожности не дадут детали лопнуть или разорваться

Металлические пружины служат трубе «каркасом» при изгибании
Радикальные меры – сварка
Изгибание листов металла и труб проводится и с применением болгарки. Сварка – кардинальный способ, решающий проблему, если другие варианты по объективным причинам не подходят. Требующийся инструмент – сварочный аппарат и болгарка.
Алгоритм действий:
- Произведите расчеты – прикиньте радиус закругления изделия (для верности можно набросать чертеж и сделать разметку на детали).
- На изгибаемый участок по длине наносят три поперечных пропила (с трех сторон).
- Детали придают изгиб.
- Пропиленные участки сваривают.
- Согнутый конец трубы в месте проведения сварки шлифуют, удаляя «опилки» и неровности.
Изгиб получается аккуратный, эстетичный и прочный.
Как видим, ответов на вопрос, как согнуть трубу, достаточно – выбрать актуальный для решения ваших задач способ не составит труда. Достаточно иметь нужный инструмент и желание. Учитывайте диаметр изделия, его длину и материал, с которым предстоит работать.
Минусов у перечисленных способов два:
- Вероятность порчи изделия, поломки и образования разрывов.
- Получить равномерный эстетичный изгиб в домашних условиях проблематично.

Сварка – быстрый способ придать трубе нужный изгиб
Застраховаться от неприятностей, если не обладаете навыками и опытом проведения работ по сгибанию труб, можно одним способом – привлечь профессионала.
Если желания или возможности воспользоваться услугами специалиста нет, не отчаивайтесь. Перед началом мероприятия внимательно изучите мат. часть, посмотрите видео или мастер-классы от профессиональных строителей (в сети Интернет их предостаточно).
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
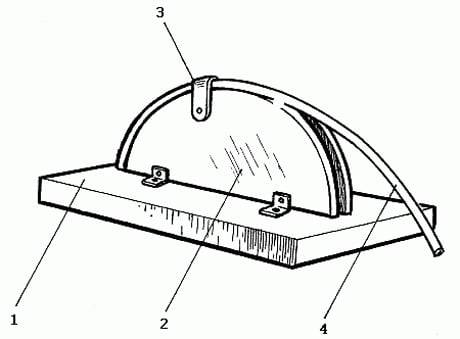
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.


![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://zelmershop.ru/wp-content/uploads/b/c/4/bc4256a2c4e6623d5404cf857e39c9e9.jpeg)



Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
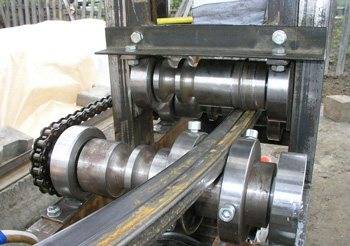
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Особенности гибки профильного сортамента
Профильная трубная продукция имеет более эстетичный вид, чем ее аналоги с круглым сечением, поэтому она часто встречается в бытовых конструкциях. При гибке на нее изнутри воздействует сила сжатия, а извне — растяжения. Следует тщательно подобрать способ гибки, прежде чем приступить к выполнению этой операции.
К профильному сортаменту относятся трубы с сечением в виде квадрата, овала, прямоугольника.
Существует несколько нюансов и о них не следует забывать, занимаясь гибкой профильных труб в домашних условиях без наличия специального оборудования:
- Оптимальная длина изгибаемого участка для профтруб с тонкими стенками и сечением до 2 см — высота трубы, умноженная на 2,5.
- Для толстостенных труб длину зоны гибки определяют путем умножения сечения на три. В противном случае не избежать растрескивания материала снаружи или его деформации изнутри.
- Минимальное значение радиуса кривизны — сечение изгиба умноженное на 2,5.
Не учитывая эти требования можно даже не надеяться на хороший результат. Способы гибки не отличаются от применяемых при работе с изделиями с круглым сечением. Кроме того, можно использовать способ ручной гибки с выполнением поперечных распилов, которые выполняют на трех сторонах трубы.
Длину резов и их количество определяют путем расчетов. Допустим, есть труба 40 х 90 мм. Нужно выполнить полный разворот, т.е. согнуть по стенке 40 мм под углом 180⁰ радиусом 150 мм. Сначала вычисляют длину полуокружности по наружному радиусу:
L = (2π r : 2 = 2х 3,14 х 190) : 2 = 596,6 мм
Для внутреннего радиуса вычисления такие же:
Lвн. = (2 х3,14 х 150) : 2 = 471 мм.
Сумму длин резов на внутреннем радиусе определяют по формуле: Lвыр = L – Lвн = 596,6 – 471 = 126 мм.
Желающие собственноручно сделать ручной трубогиб или станок для гибки профильной трубы собственными руками в предложенных нами статьях найдут массу полезной информации, схемы и полезные рекомендации.
Если учесть, что болгаркой можно выполнить рез шириной 5 мм, то на плоскости сгиба длиной 126 мм получится 25 прорезей, после выполнения которых трубу сгибают до тех пор, пока кромки вырезов не соприкоснутся. Прорези заваривают, а швы зачищают.
Есть еще один способ, которым сгибают профильные и круглые трубы, но применить его можно только в зимний период. Для этого в торцы тубы, вставляют пробки, заливают внутрь воду и ждут, пока она застынет. Трубу сгибают, контролируя процесс шаблоном, затем вынимают пробки и удаляют жидкость.
Разновидности вальцевых трубогибов и принципы их работы
Оборудование для гибки труб метолом вальцовки функционирует так. В рабочей клети машины устанавливается три ролика (для более сложных, пространственных схем гиба количество роликов увеличивают). Изгибаемая труба пропускается в зазор между роликами, профиль которых должен соответствовать внешнему диаметру трубы. Межосевое расстояние между опорными нижними роками выставляется в зависимости от длины заготовки и радиуса гибки.
Вальцевые трубогибы выпускаются:
- С горизонтальной компоновкой, если трубчатый профиль имеет небольшие габаритные размеры (до Ø 60…80 мм);
- С вертикальной компоновкой – для профильных труб, а также с круглым поперечным сечением, но большого внешнего диаметра;
- С симметричным и асимметричным расположением опорных роликов. Асимметричная компоновка позволяет выполнять пространственную гибку трубчатых заготовок.
Наиболее простая, трёхвалковая трубогибочная установка состоит из:
- Станины.
- Приводного электродвигателя.
- Клиноременной передачи.
- Промежуточного вала с маховиком.
- Редуктора.
- Узла приводных опорных валков.
- Верхнего ролика с механизмом его продольной регулировки.
- Противовеса, контролирующего натяжение заготовки в процессе гибки.
- Пульта управления.
Эксплуатационным преимуществом валковых трубогибов является то, что на них возможно выполнить повторный проход полуфабриката для корректировки размерных характеристик процесса гибки.
Для этого согнутую трубу можно вновь пропустить через валки, которые предварительно переустановлены на новое исходное положение. Потребность в повторном проходе появляется тогда, когда в процессе холодной гибки неизвестна интенсивность пружинения металла трубы. Кроме того, цикл холостого хода у трубогибов данного типа гораздо меньше, поскольку извлечение готового изделия и заправка в зазор между валками новой заготовки может быть выполнено простым реверсированием привода.
Для осуществления пространственной гибки вальцевые трубогибы комплектуются также спиральными приспособлениями, которые позволяют изменять вертикальное расположение прижимных валков в процессе гибки.
Ввиду чрезвычайной простоты своей кинематической схемы вальцевые трубогибы значительно дешевле роликовых. Малая энергоёмкость процессов гибки труб объясняет небольшие значения рабочих усилий, и, как следствие, применение электродвигателей малой мощности. Для труб малого поперечного сечения такие установки могут иметь даже ручной привод. Поэтому часто трубогибочные машины изготавливают своими руками, сообразно определённому кругу поставленных задач.
Основные технологии гибки труб
Гибку труб можно выполнить разными способами. Выбор того или иного метода зависит от таких факторов, как:
- диаметр трубы;
- качественные показатели прочности трубы после гибки и ее долговечность;
- материал заготовки;
- предельно допустимая деформация объекта;
- профиль;
- радиус сгиба;
- толщина стенок;
- требуемая точность гибки.
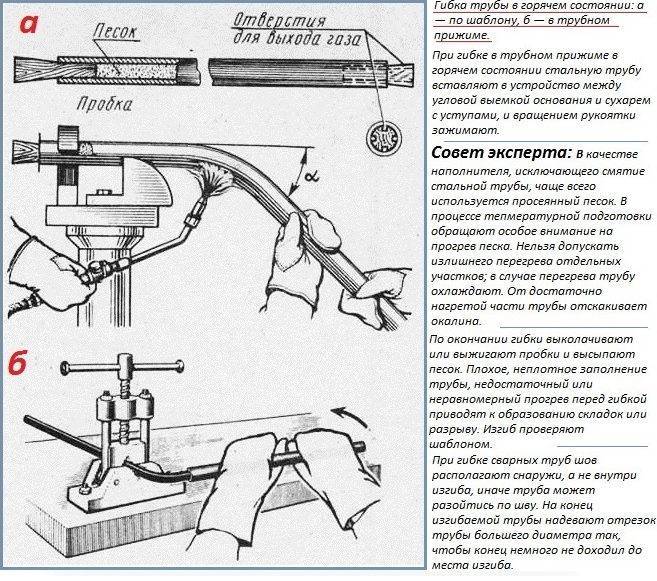
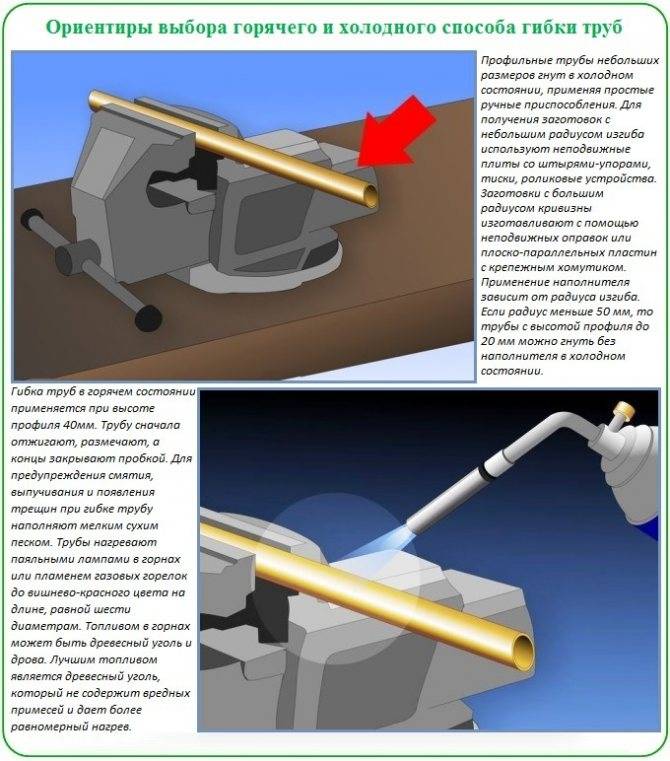
Горячая гибка труб. Этот способ гибки труб применяют в тех ситуациях, когда использование трубогибочных агрегатов, работающих с холодным материалом, невозможно. Горячий метод достаточно трудоемок. Он предполагает предварительный разогрев трубы и использование наполнителей. В качестве последнего часто выступает очищенный речной песок
Важно, чтобы в нем отсутствовали органические объекты и слишком мелкие частицы (при повышении температуры они могут спекаться и пригорать к поверхности), а также влага (из-за нагревания заготовки она может превратиться в пар и критически повысить давление в трубе).
Во время сгибания труба подвергается воздействию температуры примерно в +900 °С. Длина рабочего участка зависит от сечения и радиуса гибки
При этом необходимо исключить пережоги или повторное нагревание – это снижает качество изделия. Когда все манипуляции выполнены и труба приобретает нужную конфигурацию, из нее извлекаются заглушки, убирается песок и промывается ее внутренняя поверхность.
Холодная гибка труб. Этот способ гибки труб имеет ряд преимуществ по сравнению с предыдущим: он более технологичен, процесс занимает меньше времени, а такая производительность способствует снижению затрат на выполнение работ. Холодным методом сгибают заготовки из пластичных цветных металлов. Например, медь и алюминий имеют высокий показатель ковкости, поэтому трубы из этого материала легко поддаются деформированию и без предварительного нагрева.
Если быть откровенным, то сгибание снижает качественные показатели труб и вызывает их некоторые дефекты. Чаще всего встречаются:
- истончение внешней по отношению к изгибу стенки;
- образование гофровых неровностей на внутренней по отношению к изгибу стенке;
- изменение формы полости трубы (проход может стать не круглым, а овальным).
Тонкостенные изделия из мягких металлов особенно подвержены деформациям, поэтому способы гибки труб с такой особенностью предполагают обязательное использование механического стабилизатора – дорна.
Дорн – это специальный элемент оснастки, который размещают в рабочем участке полости трубы на время гибки для того, чтобы не произошло производственной деформации ее стенок. Конструкция дорна может быть жесткой или гибкой.
Жесткий дорн – это стержень, выполненный из твердого материала. С одного края рабочей стороны имеет закругленную форму. Устанавливается в полость трубы в точку изгиба. Гибкий дорн также выполнен из твердого металла, но на краю имеет один или несколько гнущихся сегментов в форме сфер или полусфер специальной конфигурации.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Находясь во время работы внутри трубы, он обеспечивает сохранность формы ее стенок. Когда гибка завершена, дорн подлежит извлечению. В процессе выталкивания шарики дополнительно выравнивают внутреннюю поверхность изделия. Применение гибкого дорна несколько сложнее –требуется устройство по его автоматическому управлению, встроенное в трубогибочный аппарат.
Установки, работающие с использованием дорна, бывают только стационарного типа. Способ гибки труб при этом может быть автоматическим или полуавтоматическим. Наиболее производительные и дорогостоящие агрегаты оснащены системой ЧПУ, которая отслеживает и контролирует все технические моменты рабочего процесса.

ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.






Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
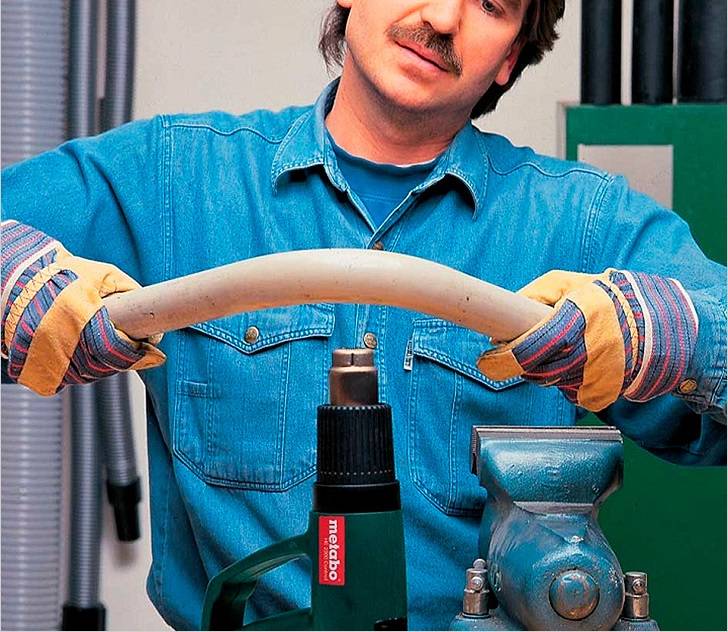
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
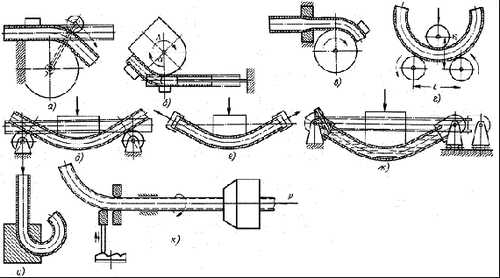
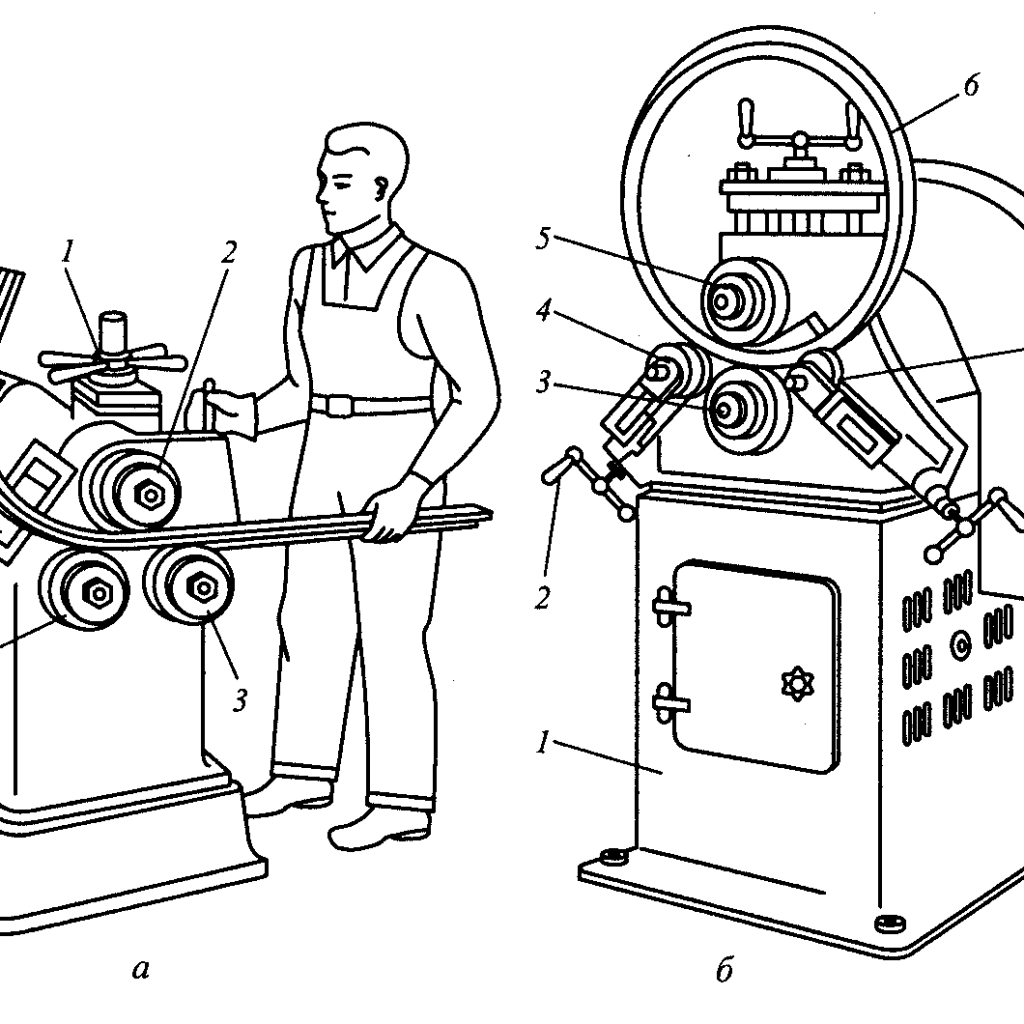
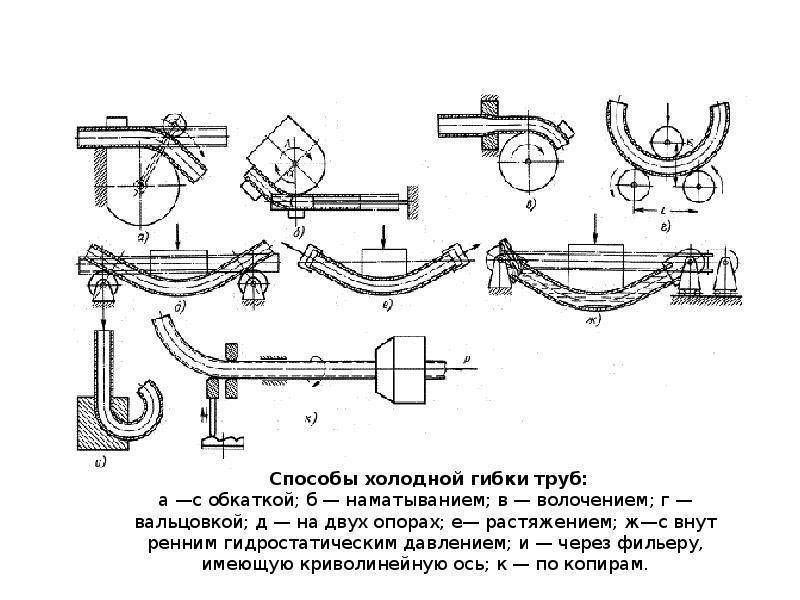
Несмотря на наличие соединительных деталей в виде тройников, угольников и т. д., часто возникает необходимость в гибке стальных труб. При малом радиусе закругления и большом диаметре трубы гибка выполняется в горячем состоянии на специальных гибочных станках. Холодную гибку малого диаметра можно выполнять вручную.
Гибка труб с песком.
Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла нормальное сечение на месте изгиба, ее набивают речным песком (см. ст. Гибка труб с песком. Механизация уплотнения песка в трубах при гнутье. Заглушки для набитых песком труб.). Песок должен быть сухим, чистым и не крупным (зерно до 2 мл в диаметре). Речной песок обеспечивает хорошее перемещение перчинок вовремя гибки. Горный же песок для этого непригоден, так как он не обладает необходимой подвижностью. Нельзя, набивать трубу сырым песком, так как образовавшийся пар может разорвать ее или выдавить пробки.
Деревянная пробка для труб.
Труба с песком закрывается деревянной конусной пробкой.
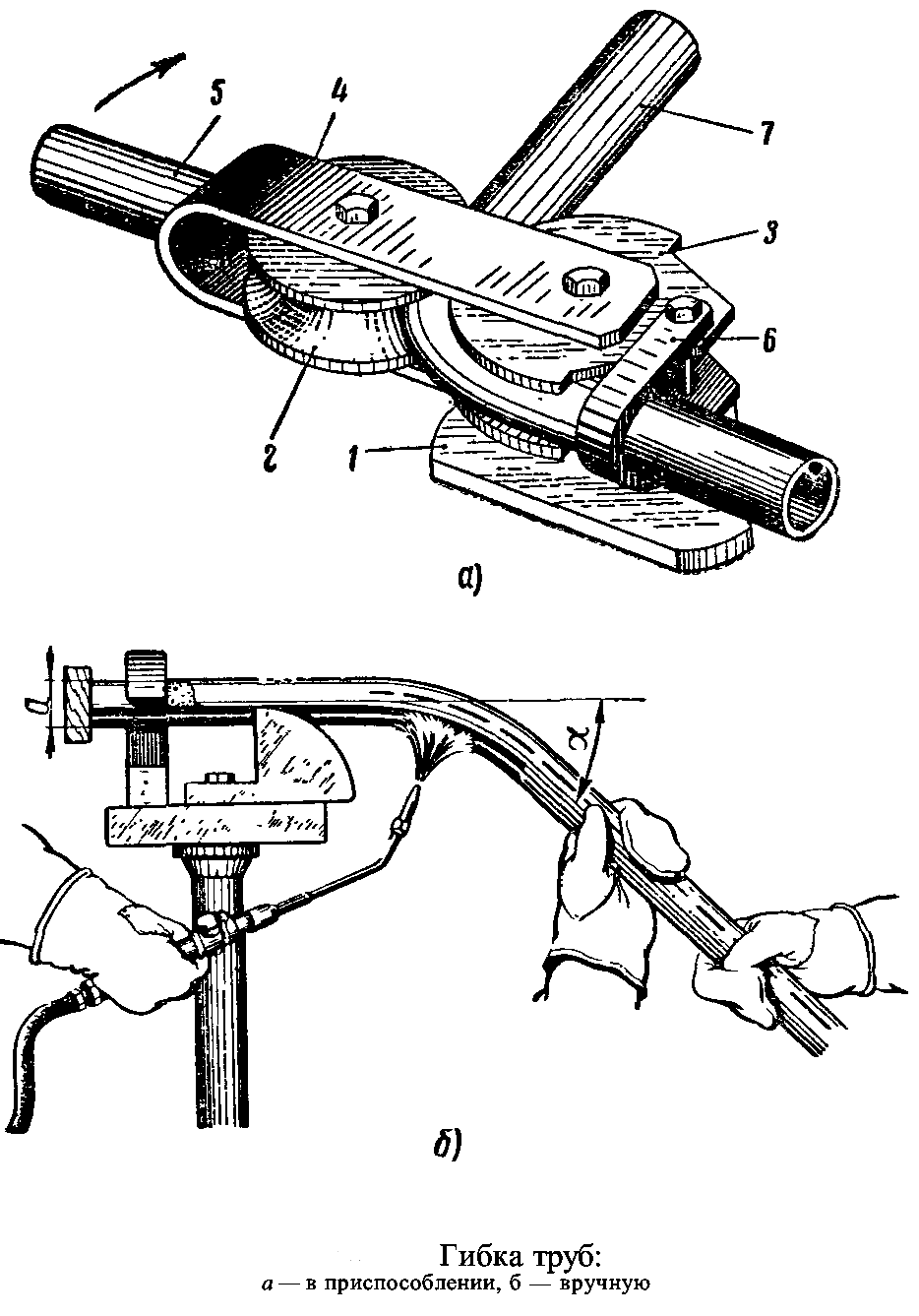
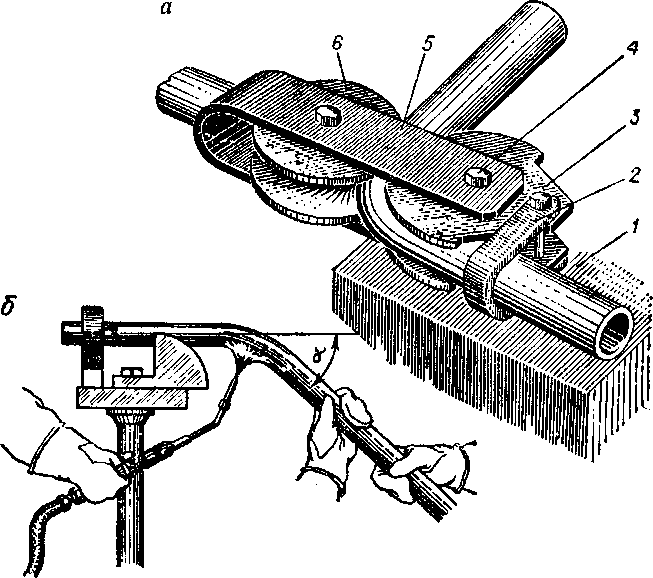
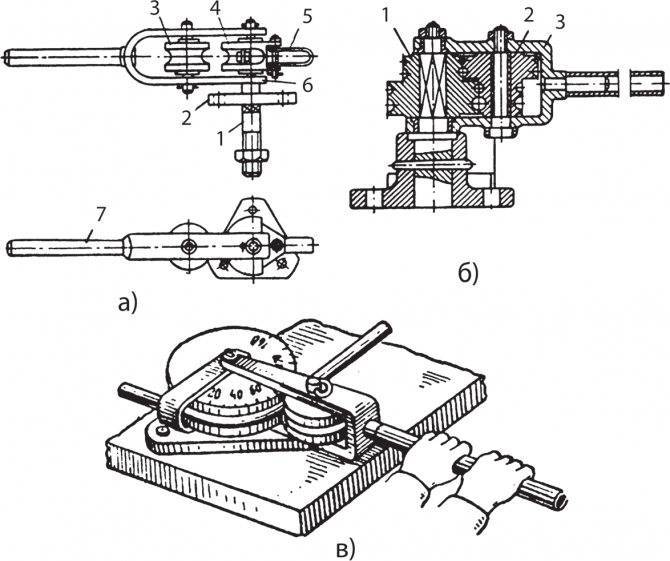
Между пробкой и сухим песком рекомендуется класть небольшой слой влажного песка, чтобы уплотнить пробку и уменьшить около нее текучесть сухого песка. После этого труба набивается полностью песком и закрывается пробкой со второго конца (рис. 1, а); при массовом производстве для гибки труб можно применять пружину (рис. 1, б).
Сгибание трубы с помощью пружины
При этом способе роль амортизатора выполняет пружина необходимого диаметра. Именно ребра пружины защищают армирующий слой трубы от сморщивания и повреждения. Обычно такое приспособление продается попарно (внешняя и внутренняя части). Диаметр устройства подбирается под размер заготовки, причем лучше выбирать пружину с кольцами круглого сечения.
Чтобы легче вставлять трубу во внешнюю часть пружины, производитель расширил один ее конец. Внутренняя пружина имеет один конусообразный конец, который обеспечивает легкий доступ к изгибу, и петлю на другом конце для удобства извлечения пружины после работы.

Технология проведения изгиба с помощью пружины:
- привязывают шнур к петле и вставляют внутреннюю пружину в трубу;
- внешнюю пружину надевают на заготовку;
- плавно загибают трубу до нужного угла;
- по окончании изгиба немного разжимают угол и вынимают приспособление.
Чтобы полиэтилен внутри трубы изгибался равномерно, нужно весь процесс проводить аккуратно, плавными качающимися движениями. Тот же технологический принцип заложен и в сгибание трубы с помощью проволоки. Сдерживающим элементом выступает кусок мягкой проволоки подходящего сечения. Главное, не забыть привязать к одному концу шнур, чтобы вынуть проволоку после работы.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.
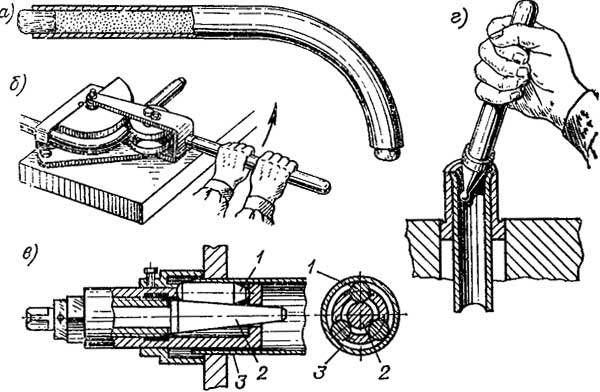
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Для изготовления примитивного трубогибочного приспособления нужна плита из бетона, штыри из металла и перфоратор. Плиту делят на клетки 40 х 40 или 50 х 50 мм. По углам клеток просверливают при помощи перфоратора отверстия и вставляют в них штыри.
Трубное изделие вставляют межу штырями и, прилагая усилие, загибают. Точность при таком способе гибки не идеальная, но для использования заготовки в домашних условиях вполне достаточная. Для гибки с более высокой точностью можно использовать приспособление, изготовленное на основе домкрата.
Чтобы внутренний просвет трубы не деформировался, применяют средства, противодействующие этому процессу изнутри. В качестве внутренних ограничителей чаще всего используют песок. При этом в один конец трубы вставляют заглушку, а через второй насыпают песок, затем и его забивают пробкой. Далее, выполняют изгиб.
Иногда ограничителем служит пружина, специально изготовленная для этой цели. Для навивки используют проволоку диаметром от 1 до 4 мм. Пружина должна свободно войти в трубу в точке сгиба, снаружи оставляют часть проволоки.
Гидравлическая система ручного инструмента, переносных и стационарных станков существенно облегчает процесс гибки и ускоряет процесс деформации труб:
После выполнения изгиба пружину удаляют, потянув проволоку. В случае работы с трубой, имеющей в сечении квадрат, для изготовления пружины подбирают проволоку с таким же сечением.
Подойдет для этой цели и пучок проволоки, состоящий из отдельных отрезков, которые по одному заталкивают вовнутрь до места будущего сгиба. После завершения операции отрезки также по одному извлекают. Вручную можно согнуть нержавеющую трубу сечением до 4 см и толщине стенки 0,3 см.
Для работы с большими диаметрами необходимо профессиональное оборудование. Есть трубогибочные станки, укомплектованные дорном. Этот конструктивный элемент — обыкновенный металлический прут.
Перед тем как начать процесс гибки, его помещают внутрь, чтобы предупредить деформацию стенок трубы. Дорны, входящие в комплект, имеют разное сечение, поэтому можно подобрать нужный для определенного диаметра трубной продукции.
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов. Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Заказ изготовления гнутых металлических изделий у специалистов – это существенная экономия ваших времени и сил. А кроме того – получение ожидаемо хорошего результата.
Методы гибки труб без заводских приспособлений
В бытовых условиях нередко возникает необходимость в изгибании трубных заготовок при проведении строительных работ или монтаже газовых трубопроводов. При этом экономически нецелесообразно тратить финансовые средства на приобретение заводских трубогибов для разовых операций, многие применяют для этих целей простые самодельные приспособления.
Стальные трубы
Сталь относится к довольно жестким и прочным материалам, с большим трудом поддающимся деформации, основным методом изменения ее конфигурации является сгиб в нагретом состоянии с наполнителем при одновременном физическом воздействии. Для труб из тонкостенной нержавейки для получения длинного участка с небольшим радиусом изгиба применяют следующую технологию:
- Устанавливают заготовку вертикально, закрывают ее с одного конца пробкой и внутрь засыпают очень мелкий сухой песок, после полного заполнения вставляют пробку с другой стороны.
- Находят трубу или низкий вертикальный столб нужного диаметра и жестко закрепляют трубный конец на его поверхности.
- Оборачивают деталь вокруг трубной оси, поворачивая шаблон или обходя его вокруг.
- После навивки освобождают конец и извлекают изогнутую деталь из шаблона, снимают пробки и высыпают песок.
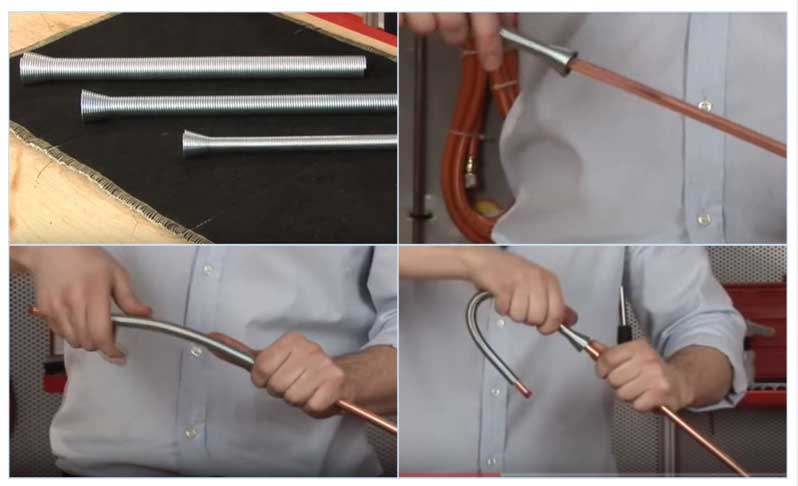
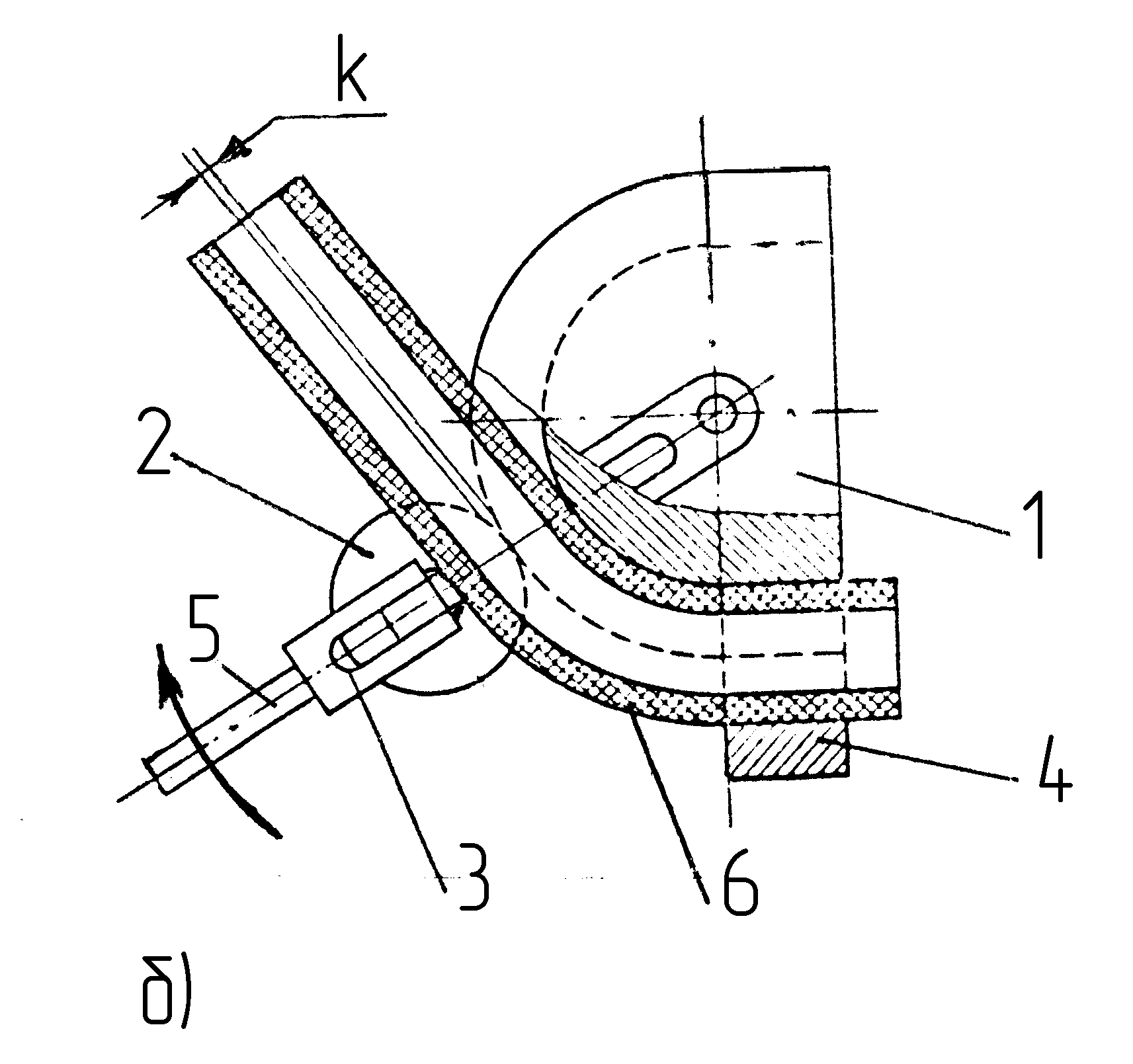
Рис. 11 Как получают нужный радиус изгиба медной трубы
Медные трубы
Медь относится к более мягким материалам, чем сталь, ее также удобно гнуть при нагревании или с помощью засыпанного внутрь песка. Можно также использовать для изгибания бытовой заменитель дорна – стальную пружину с плотными толстыми витками и сечением чуть меньше обрабатываемой детали. При проведении работ элемент вставляется внутрь и находится в точке, где производится деформация, а после проведения необходимых операций легко извлекается наружу. Но намного проще изгибать медные трубы специальным пружинным трубогибом (данные изделия можно приобрести в торговой сети), которые эффективны на коротких трассах и работают за счет равномерного распределения прилагаемого усилия на поверхность. Пружинное устройство работает следующим образом:
- Пружина одевается поверх трубы в нужное место, после чего ее вручную изгибают вместе с трубой.
- При дальнейшем изгибании пружину перемещают и производят загиб в другой точке.
- По завершении операции пружинный сегмент легко извлекается наружу без применения подсобных средств.
Другой популярный материал – алюминий, проще изгибать с нагреванием горелкой.

Рис. 12 Как гнут трубы без станка из алюминия
Металлопластиковые трубы
Да изгибания металлопластиковых труб в бытовом хозяйстве используется внутренняя или наружная пружина (кондуктор). Технология проведения работ аналогична операциям с медной трубой, при сгибке следует соблюдать допустимые ограничения по радиусу во избежание повреждения изделия.





Пластиковые трубы
Основным элементом для изменения конфигурации пластиковых труб является строительный или бытовой фен, для облегчения работ можно использовать песок. Изделия сложной формы гнут следующим образом:
- На деревянную плиту с помощью шуруповерта вкручивают саморезы по нужной конфигурации заготовки.
- Вставляют трубный конец между двумя шурупами и производят нагрев стенки трубы феном, обеспечивая направление изделия с поворотами и гибкой по заданному маршруту.
- По окончании работ выкручивают саморезы и извлекают заготовку.

Рис. 13 Способы гибки труб из металлопластика наружным и внутренним кондуктором
Можно воспользоваться еще одной простой технологией:
- Насыпают в пластиковую трубу песок и плотно закрывают ее концы.
- Помещают изделие на некоторое время в кипящую воду и затем извлекают на поверхность.
- Придают заготовке нужную форму, фиксируя ее в нужном положении и дожидаясь охлаждения.

Рис. 14 Как сгибают пластиковые элементы
Существующие промышленные и бытовые методы получения необходимого радиуса изгиба позволяет проводить данные операции с любыми материалами различных диаметров. Для проведения работ применяют специальные приспособления ручного или электромеханического принципа действия, в которых часто используются гидравлические узлы. В бытовом хозяйстве эффективными методами гибки является применение специальных пружин и нагрев изделий газовыми горелками или бытовым феном (при изгибании пластика).
Технологии гибки труб
Гнутые трубы нашли широкое применение в таких отраслях индустрии, как машиностроение, строительство, химическая и нефтехимическая промышленность, энергетика. Их использование дает возможность существенно снизить количество сварных швов и повысить герметичность трубопроводов.
Как правило, для гибки труб небольшого диаметра применяется технология «холодного сгиба», при которой получаемый диаметр трубы равен минимальной величине радиуса сгиба, измеряемого по осевой линии трубы. Более эффективным методом гибки труб, является «горячая» технология гибки. При ее использовании материал, из которого изготовлена труба, приобретает большую пластичность, а, следовательно, риски образования гофры, трещин и иных деформаций, уменьшаются.
При использовании обеих технологий гибки труб, важнейшей задачей является обеспечение отсутствия гофр и равнозначности сечений труб. Кроме того, необходимо учитывать и такой параметр, как амортизация трубы, которая определяется видом материала, из которого она изготовлена.
Гибке могут подвергаться сварные и цельнотянутые стальные трубы, а также аналогичная продукция из цветных металлов и сплавов. Обеспечить высокое качество работ позволяет верно выбранный радиус изгиба. Выбор этой величины зависит от материала, диаметра и толщины стенки заготовки.
Исключить образование складок и гофров в местах изгиба труб помогает использование наполнителя. В этом качестве выступает сухой мелкий речной песок или расплавленная канифоль. При выполнении холодной гибки заготовка плотно заполняется песком и забивается деревянными пробками с двух сторон. Место изгиба намечается мелом. Заготовка устанавливается в трубогиб или станок. При этом у нецельнотянутых труб сварной шов должен находиться сбоку. Заготовка вручную или на станке сгибается на нужный угол.
В зависимости от сферы применения, материала и объема партии гибка труб может производиться на ручных, гидравлических и электроприводных трубогибах, а также на трубогибочном оборудовании с ЧПУ.
При монтаже трубопроводов из различного вида материалов его изгиб позволяет уменьшить количество разборных или сварных соединений, понижающих надежность магистрали. При проведении трубогибочных работ полезно знать допустимый радиус гиба трубы, обеспечивающий безопасность и надежную эксплуатацию трубопроводной системы в соответствии с технической документацией.
Чаще всего изгибаемые трубы выполнены из стали и коррозионно-стойких металлов: нержавейки, меди, алюминия, латуни, при устройстве бытовых систем отопления и водопроводов изгибают изделия из пластика и металлопластика. Методы сгибания труб по радиусу различны в зависимости от материала их изготовления и могут быть выполнены ручным или электромеханическим способом на специальных станках.
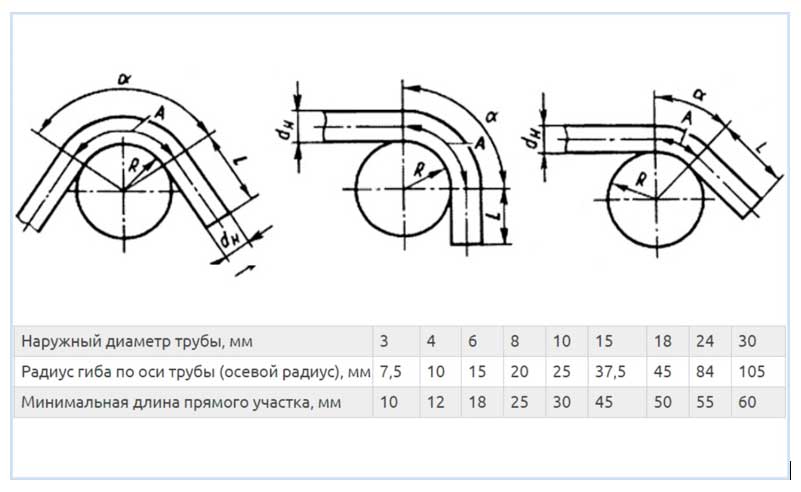
Рис. 1 Углы гиба медных труб и изделий из латуни





