

Большие горелки для пайки и сварки двумя газами
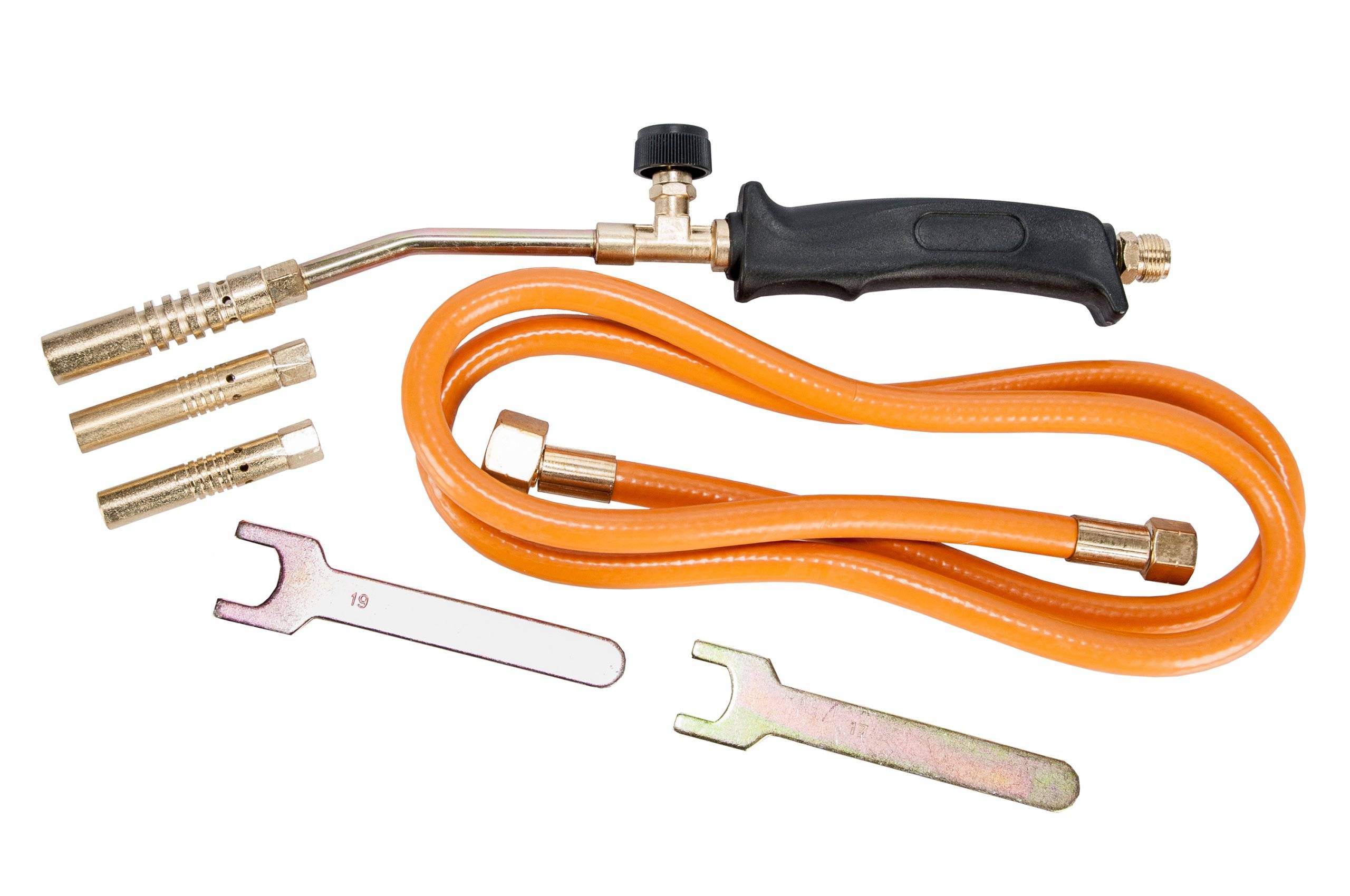
9 место – популярная мини горелка для ювелирных работ

Можно использовать с двумя газами – ацетилен+кислород или водород+кислород. Имеет удобные гибкие шланги и регуляторы подачи газа прямо на горелке. Есть сменные насадки для разной интенсивности пламени. Возможно придется докупать переходники для баллонов или регуляторов давления.
Цена такой .
Достоинства:
удобно держать в руке, удобные крутилки, наличие сменных насадок.
Недостатки:
надо следить за тонкими шлангами, чтобы не травили газ.
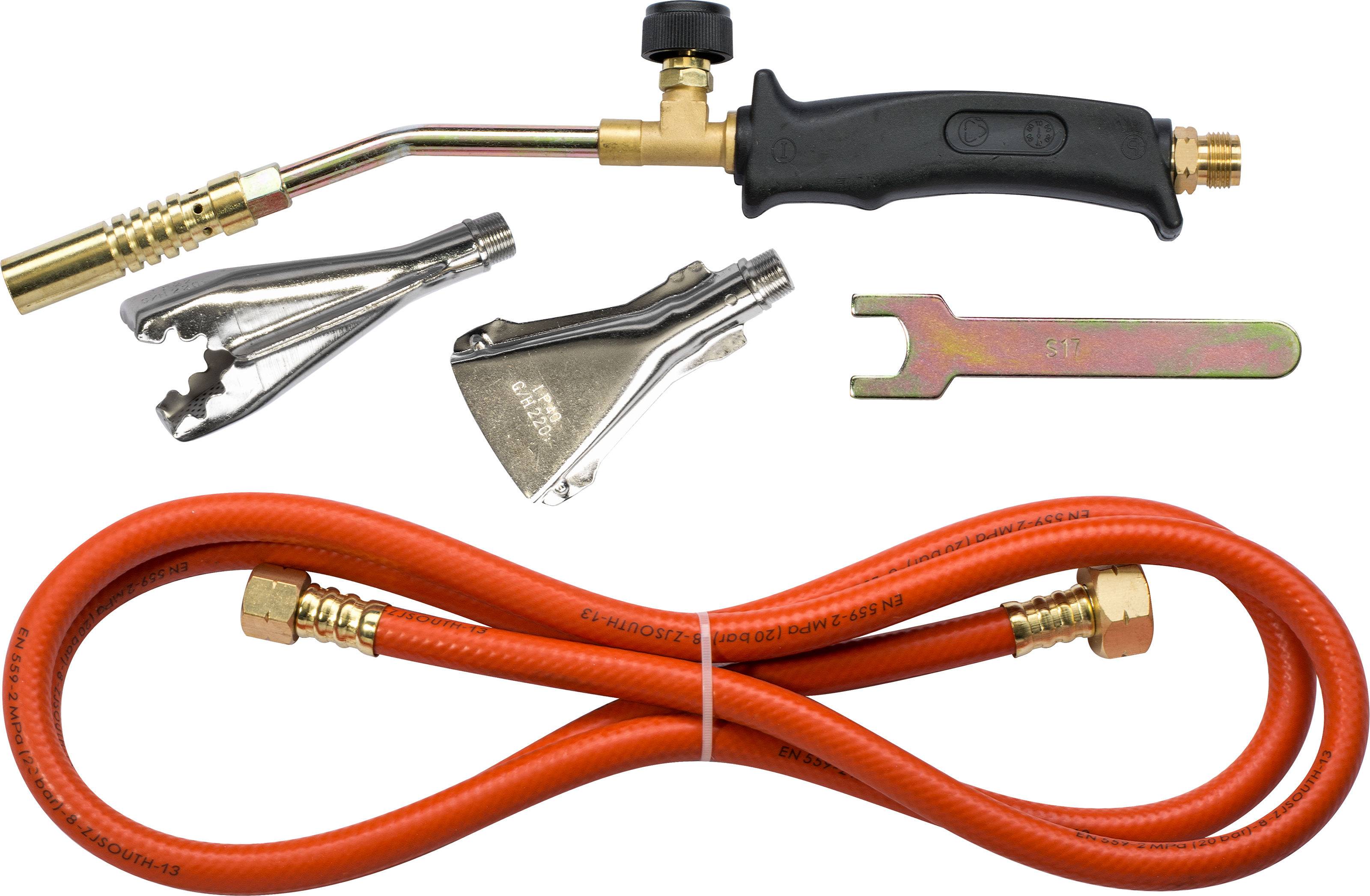
10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси

Имеет длинную изогнутую трубку, на конце которой расположено сопло. Такие горелки предназначены для резки и сварки металла. Повышенная температура горения позволяет сваривать черные металлы с толщиной шва от 0,5 до 0,2 мм. Выпускаются горелки от 30 см до 45 см длиной.
Достоинства:
позволяет резать и сваривать металл.
Недостатки:
нет пьезоподжига.
На этом заканчиваю свой ТОП 10 лучших газовых горелок для пайки. Далее читайте про флюсы, припои и процесс газосварки и пайки газом.
Мастер Пайки с Вами.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.

Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.

Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Рекомендации в работе
Газовая горелка является самостоятельным источником большого количества тепловой энергии. При помощи рассматриваемого устройства можно проводить широкий спектр работ (достаточно просто отрегулировать мощность и температуру пламени):
- Прибор с тонким пламенем используется для плавления и сварки швов на изделиях из кварца, фарфора, пластмассы или стекла;
- Прокаливание труб, прогрев или выжигание листов и изделий из сплавов и легкоплавких металлов. Такие работы лучше выполнять с помощью газовой горелки, имеющей пламя направленного действия и температуру горения не менее 1500 градусов;
- Розжиг дров в костре или мангале, нанесение узоров на поверхности древесины, а также обжиг деревянных конструкций. Выбирать лучше горелку с минимальной температурой пламени;
- Приготовление еды. С помощью горелки можно быстро и качественно обработать тушку птицы, задать определенную текстуру и оттенок мясному блюду и даже декорировать десерт. Для этих целей также рекомендовано выбирать прибор компактных размеров и имеющий минимальную температуру пламени.
 Выжигание листов
Выжигание листов
 Приготовление мяса
Приготовление мяса
В процессе использования газовой горелки важно помнить о том, что отсутствие кислорода становится причиной неполного горения пламени и образованию продуктов горения, то есть сажи. Эти обстоятельства негативно отразятся на конечном результате проводимой работы. Важно помнить и об основных правилах техники безопасности при работе с газовыми горелками, так как она неразрывно связано с открытым огнем и определенными рисками
Можно выделить следующие правила:
Важно помнить и об основных правилах техники безопасности при работе с газовыми горелками, так как она неразрывно связано с открытым огнем и определенными рисками. Можно выделить следующие правила:
- Перед началом любых работ, связанных с использованием газового прибора, следует внимательно изучить рекомендации производителя и конструкцию самого устройства. В случае обнаружения несоответствий устройства с инструкцией начинать работу категорически запрещено. Во время работы не нужно отклоняться от рекомендаций, приведенных в инструкции.
- Не допускается нагревание баллона, провоцируемое за счет близкого нахождения открытого теплового источника, к примеру, печки или костра. Перегрев баллончика может привести к его детонации и нанесению травм разлетевшимися кусочками металла. Также рекомендовано оберегать баллончик от прямого воздействия солнечных лучей.
- По окончании выполнения работы баллончик и непосредственного газовую грелку следует упаковывать в каталитическую грелку. Такой способ хранения позволит сохранить работоспособность устройства и мощность сгорания в течение длительного срока. Особенно это правило касается горелок, которые используются очень часто.
Разновидности
В зависимости особенностей сооружаемого трубопровода, пайка меди газовой горелкой может осуществляться в разных условиях. Поэтому для разогрева могут применяться приборы с различающимися рабочими характеристиками. Прежде всего, данное оборудование классифицируется по температуре пламени и сфере применения на 2-е основные категории:







Бытовые. Температура пламени не превышает 1000-1500 °C. Характеризуются низкой стоимостью, но и ограниченным функционалом.

Пайка медного трубопровода бытовой газовой горелкой Источник stroy-podskazka.ru
Профессиональные. Пламя разогревается до 2000 °C. Более дорогие модели, рассчитанные на большие объемы работ.
По составу применяемого газового топлива приборы подразделяются на 3 разновидности:
- Пропановые. Пламя питается газом пропаном. Наиболее распространенные модели. Отличаются универсальностью, интенсивностью пламени, пьезо-поджигом, экономичным расходом топлива.
- МАРР-газовые. Пламя горелки отличает высокой температурой, однако более сдержанным воздействием на материал труб, что эффективно отражается на качестве спайки.
- Ацетилен-кислородные. Образуют высокотемпературное пламя. Применяются в промышленных объемах – для монтажа магистралей. При неправильном обращении возможен пережог материала.
Кроме того, горелки различаются по модификации источника топлива на 2-е категории:
С одноразовыми баллонами.
Газ для пайки медных труб поступает из съемного баллона одноразового применения. Топливом выступает пропан, а также ацетилен и прочие газовые смеси. Регулировка подачи производится путем подкручивания вентиля на рукоятке.

Для небольшого объема работ удобнее использовать ручную горелку с одноразовым баллоном Источник specinstrumenta.ru
Методы пайки
Пайка труб медных осуществляется двумя методами:
- Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
- Низкотемпературный, применяемый для бытовых систем. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого.
Инструменты для пайки
Для получения качественного результата необходим инструмент для пайки медных труб:
Труборез для получения разреза перпендикулярно оси трубы.
Труборез
- Фаскосниматель – для удаления заусенцев и закруглений места реза вовнутрь. Фаскосниматель
- Труборасширитель – поможет во многих случаях обходиться без фитингов. Конец трубы необходимо расширить, чтобы туда вошел другой.
Труборасширитель с комплектом насадок разных диаметров
Правильная установка соединяемых труб должна иметь такой вид, а глубина обработки трубы труборасширителем должна равняться диаметру трубы:
Соединяемые трубы
- Ершики и щетки для зачистки окиси с паяемых участков труб.
Комплект ершиков и щеток
- Отражатель (рефлектор) пламени горелки устанавливается на сопло горелки. Помогает защитить расположенные вблизи горючие материалы, предотвратить потери тепла, обеспечивает равномерный прогрев трубы. Отражатель пламени
- Газовая горелка для пайки медных труб — бывает нескольких разновидностей горелок от бытовых до высокопроизводительных моделей:
- с баллоном одноразового использования;
- со стационарным баллоном;
- горелки ацетилен-кислородные, отличающиеся своей конструкцией и представляющие собой аппарат для пайки медных труб.
Горелка газовая для пайки медных труб с одноразовым баллоном
Мощность выбираемой горелки выбирается в соответствии с температурой плавления припоя.
Газовые горелки для пайки медных труб производятся:
- для пайки твердым припоем (профессиональные);
- для пайки мягким и твердым припоем (полупрофессиональные);
- для пайки мягким припоем и разогрева труб.
Кроме этого, различие имеет состав газовой смеси в баллоне, предназначенный для того или иного вида пайки.
- Легкоплавкий припой можно разогревать термофеном, работающим от электропитания и дающим струю горячего воздуха до 650 градусов.
Термофен
Основное достоинство этого инструмента – способность регулировать температуру, а также удерживать постоянное значение температуры подаваемой струи воздуха. Дополнительное оснащение насадками позволяет сконцентрировать горячую струю в нужном месте.
Правила применения газовых горелок для монтажа медных труб
На этапе подготовки важным моментом является обеспечение чистоты скрепляемых медных поверхностей. Применять для очистки абразивы не рекомендуется. Остатки грязи, смазочных материалов следует тщательно удалить, поскольку они будут препятствовать проникновению расплавленного припоя в полости.
Чтобы избежать попадания воздуха в шов, а также улучшить текучесть припоя и адгезию, используют специальные пасты или флюсы. Подходящий материал (есть разновидности для низко- и высокотемпературной пайки) тонким слоем равномерно наносится на место контакта.
Предварительный нагрев трубы равномерно производится по всей окружности, причем интенсивность пламени лучше уменьшить. Превышение температуры чревато снижением срока службы соединения.
Таким образом, последовательность действий выглядит следующим образом:
- Делается разметка, резка и зачистка медных изделий.
- Обработанный и расширенный (с учетом необходимых зазоров) под раструб стык собирается.
- На внутреннюю часть раструба и внешний участок второй трубы накладывается слой пасты (флюса).
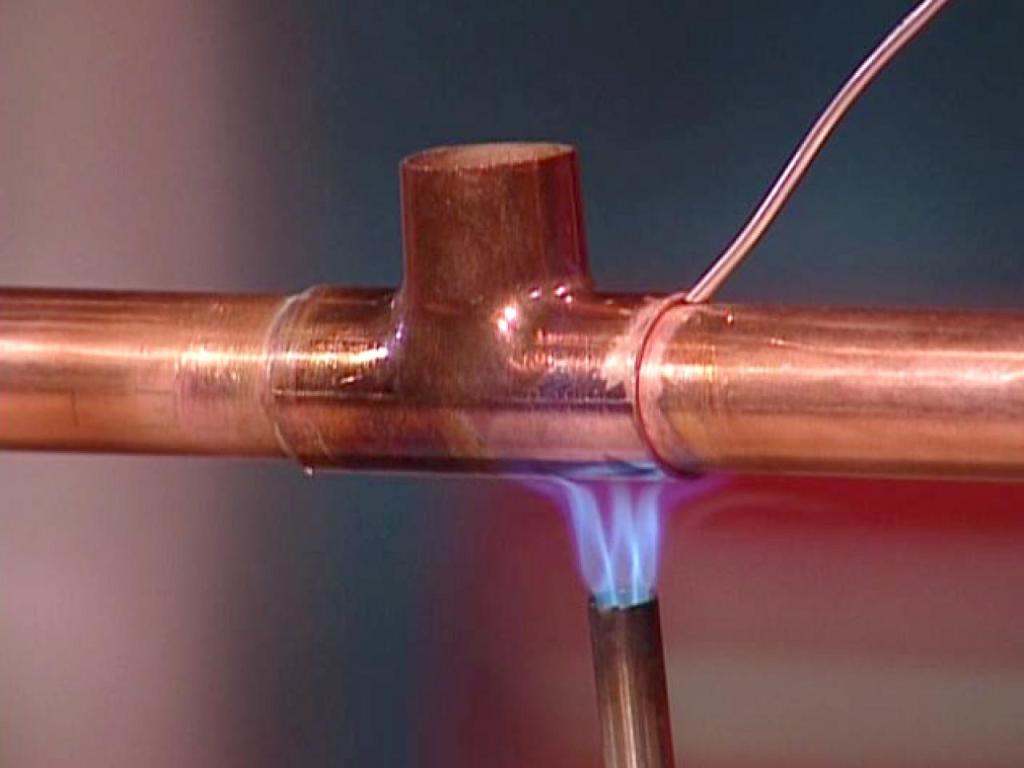
- При помощи горелки место стыка прогревается. Контролировать температуру удобно по изменению оттенка флюса. Как только он начинает темнеть, пора вносить припой.
- Конец мягкой металлической проволоки подводится к месту стыка, при контакте с раскаленной трубой припой плавится и заполняет полости в раструбе.
- Труба постепенно проворачивается, пока шов не будет заполнен по окружности.
Для твердых сортов припоя, используемых при высокотемпературной сварке, технология несколько отличается. Сам припой нуждается в предварительном нагревании, чтобы обрести пластичность для наматывания вокруг трубы.
Если в области стыка остается ровный наплыв из застывшего припоя, это считается нормальным. Остатки пасты после окончания процесса необходимо убрать с поверхности трубы.
Хотя паяные соединения считаются неразборными, медный трубопровод при необходимости легко демонтировать. Достаточно таким же образом разогреть место стыка, припой расплавится, после чего трубы можно будет без труда разъединить.
Процесс сваривания
Инструкция по выполнению работ:
Место стыка очищается от загрязнений, пыли, масла.
Важно предотвратить проникновение кислорода на участок, где будет располагаться шовное соединение. Для этого наносится флюс.
Необходимо оставить минимальный зазор между участками трубопровода (до 125 мкм).
Газовая горелка для пайки медных коммуникаций обеспечивает температуру прогрева до +400°С
Она должна воздействовать на поверхность равномерно.
Возможно применение различных припоев. Если используется мягкий материал (проволока), то один из концов подводится к участку стыка труб, после чего начинается его нагрев. Проволока должна двигаться по флюсу. Еще можно пользоваться твердым припоем. Его наносят по такому же принципу. Однако флюс и паста должны использоваться в достаточном количестве, нельзя допустить, что на поверхности трубы останутся излишки. Это приведет к ухудшению внешнего вида конструкции.
Приборы для пайки меди со стационарными и съемными баллонами
Горелки для выполнения соединения труб из меди выпускаются не только с одноразовыми баллонами, подключаемыми непосредственно к приборам. Производители изготавливают еще устройства со стационарными топливными емкостями.

Газовая горелка на баллончик
Съемные одноразовые баллоны — наиболее удобный вариант. Вентиль на ручки газовой горелки позволяет регулировать количество поступающего топлива.
К преимуществам аппаратов с одноразовыми герметичными баллонами относятся следующие плюсы:
- Легкая перевозка.
- Несложный процесс использования, так как конструкция прибора позволяет занимать любое удобное положение во время работы.
- Возможность подключать к рукоятке различные сопла.
- Не надо подключаться к сети электрической энергии.
- Высокая степень безопасности, потому что есть обратные клапаны, которые способны перекрывать газ при возникновении нештатных ситуаций.
- Предоставляется возможность выполнять регулировку интенсивности пламени, что позволяет изменять скорость нагрева медных деталей и расходного материала в виде припоя.
- Имеется возможность получить швы хорошего качества, если выполняются все условия использования аппарата.
Устройства с одноразовыми баллонами также имеют недостатки. Самым существенным минусом таких приборов является маленький объем баллона с газовой смесью. Поэтому приходится часто покупать новые емкости при выполнении большого количества стыков.
Газовые горелки со стационарными баллонами отличаются возможностью создания пламени, имеющего высокую температуру. Это позволяет использовать в работе тугоплавкие припои, швы получается более качественные.
Подробнее о капиллярной пайке
Чаще всего в бытовых условиях медные трубопроводы организовываются с помощью капиллярной пайки. Сутью этого метода выступает так называемый капиллярный эффект, предусматривающий возможность поднятия жидкости (жидкого припоя) при помощи адгезии. Главным условием является то, чтобы смоченные стенки были разделены небольшим расстоянием.
Организация стыковочного узла для медных труб в бытовых условиях осуществляется с помощью специальных фитингов для пайки или раструбных утолщений. Раструбный способ считается более надежным, так как речь в таком случае идет о создании всего одного стыка. Исходя из этого, если есть возможность, вместо фитингов рекомендуется использовать раструбные соединения.








Порядок подготовки раструбов
Обрезка труб по размеру осуществляется вальцовочным труборезом
Важно добиться строгой перпендикулярности торцевых срезов по отношению к центральной оси
Далее снимают фаску с обоих концов. Для этого потребуется наличие особенного приспособления – фаскоснимателя. Дальнейшая зачистка внутренних и наружных поверхностей соединяемых труб реализуется медной щеткой.
Вставив один из отрезков трубы в тиски, производят его развальцовку, чтобы добиться свободного погружения в него второго отрезка. Для этой цели используется специальный труборасширитель соответствующего диаметра.
Результатом развальцовки является обустройство раструба на одном из концов медной трубы. Тестирование уровня его готовности по ходу процедуры проводится периодическим погружением другого, гладкого конца.
Применение паяльного аппарата
Кроме уже упомянутого трубореза, фаскомнимателя и расширителя труб, для проведения пайки медных труб потребуются и некоторые другие инструменты. Речь, прежде всего, идет о паяльнике. Благодаря этому аппарату на соединяемом участке создается высокотемпературная зона для разогрева труб и припоя. Как правило, функция паяльника выполняется специальной газовой горелкой.
Для процедуры, где используется мягкий припой, вполне сгодится компактное ручное приспособление, работающее на пропане. Как правило, такие аппараты комплектуются газовыми баллонами одноразового типа, прикрепленными на рукоятку. Несмотря на небольшие габариты, горелки данного типа способны обеспечивать нагревание до +1100 градусов: для работы с мягким припоем этого вполне достаточно. При покупке рекомендуется выбирать модели с пьезорозжигом, что заметно упрощает проведение пайки.
Держатели газовых горелок ручного типа оснащаются регулировочным вентилем, позволяющим корректировать длину пламени. Этот же вентиль позволяет прекращать подачу газа по окончанию работы. Назначением обратного клапана является перекрывание подачи топлива, если пламя затухнет.
Другие необходимые материалы
Припой реализуется прутками или проволокой с более низкой температурой плавления по сравнению с медью. Это дает возможность соединять медные трубы методом плавления. Для пайки потребуется щетка со стальным ворсом. С ее помощью трубы и фитинги зачищают для последующего соединения. Щетку можно заменить мелкозернистой наждачной бумагой.
Не обойтись без флюса для пайки и кисти (чтобы наносить флюс). Еще потребуется огнеупорная прокладка, молоток, тиски, рулетка.
Способы паяния деталей из меди
Для соединения медных труб используется всего два способа пайки. Каждый из них используется в соответствии со спецификацией детали и характеристики. Пайка медных труб своими руками подразделяется:
- При высоком температурном режиме, по-другому именуется «твердой». Показатель температуры при данном режиме доходит до 900 °. Тугоплавкий припой позволяет производить шов с показателями высокой прочности, данный способ используется при изготовлении трубопроводов, подверженных высоким нагрузкам.
- Процесс пайки мягким припоем производится при температурах, начинающихся от 130 °, используется в бытовом применении при работе с трубами диаметром до 1 см. Технология подразумевает соединение путем стыковки, предварительной обработки флюс пастой.
Во время работ важно не забывать, что мощность пламени, выдаваемой горелкой может достигать 1000 градусов. Поэтому обработку стыков необходимо проводить не более 20 секунд. При нагреве мягкий припой начинает плавиться и заполнять соединение
При нагреве мягкий припой начинает плавиться и заполнять соединение.
Особенности высокотемпературных соединений
При высокотемпературном способе пайки происходит обжиг металла на 700 °C и выше, что способствует размягчению металла. Для пайки используется газопламенное оборудование, способное расплавлять твердые припои. Припой состоит их медно — фосфорного состава, выпускается формой прутьев. Процессом пайки медных труб не подразумевается применение флюса, соблюдая последовательность действий, возможно грамотно заполнить стык.
Высокотемпературное соединение медных труб
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
https://youtube.com/watch?v=N9QwpYEQpUw
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
Технологический процесс
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой. Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.
Пайка меди в перчатках
Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги. Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.









Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках
Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
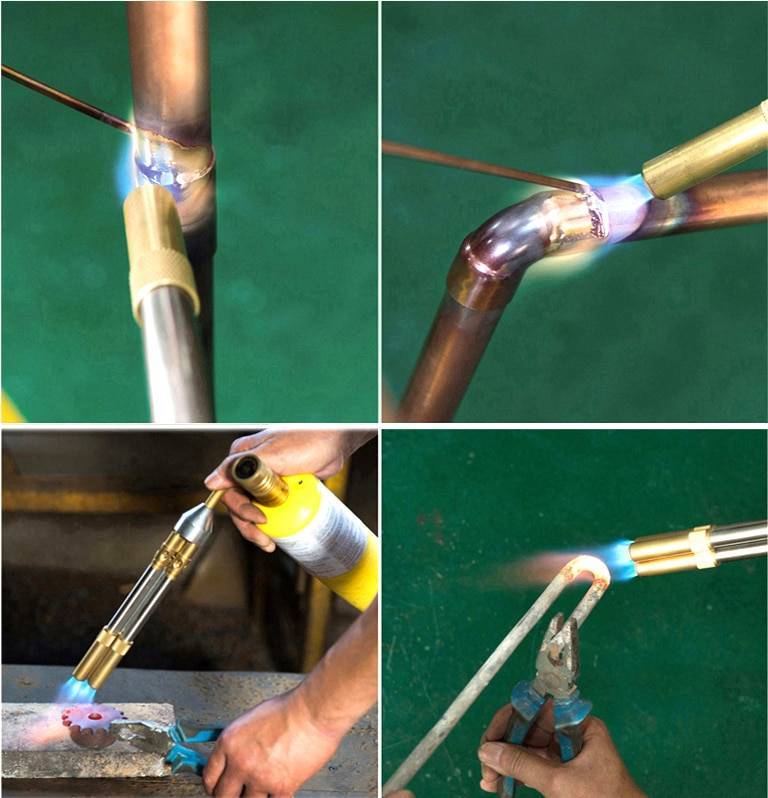
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
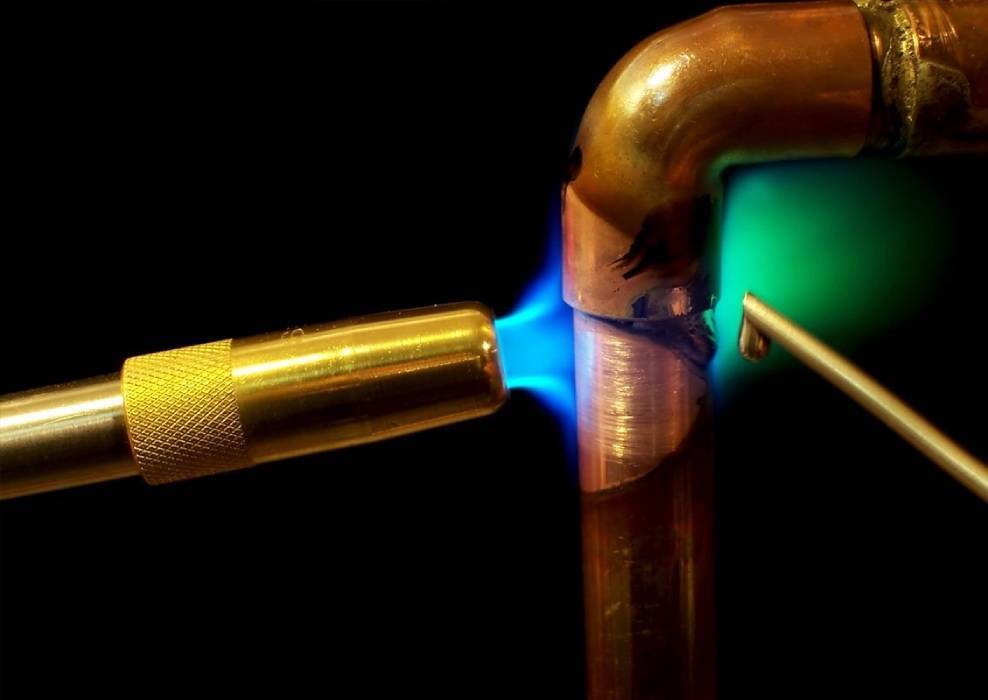
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.





