

Как правильно собирать дымоход: «по дыму» или «по конденсату»?
Металлические дымоходы состоят из отдельных секций. Чтобы собрать из них трубу, секции и переходники нужно соединить друг с другом в единое целое.
При использовании сэндвич-труб известных брендов на этапе сборки металлического дымохода сложности обычно не возникают. Секции сделаны так, чтобы собрать их можно было единственным способом. Не говоря уже о подробной инструкции, которая идет в комплекте.
Другое дело, если речь идет о дешевых сэндвич-трубах или вовсе о сборке одностенного дымохода. В этом случае есть два способа соединения секций:
- «По дыму», когда верхние секции трубы надеваются на нижние. При таком способе соединения движущийся вверх дым беспрепятственно проходит по трубе и практически не оседает на стенках. Чего нельзя сказать о конденсате. Если он появляется в дымоходе, который собран «по дыму», то его капли стекают к стыкам и задерживаются там небольшой ступенькой в месте соединения. А часть конденсата даже может просачиваться наружу.
- «По конденсату» — в этом случае верхние секции дымохода вставляются в нижние. Здесь уже конденсат легко стекает по трубе в топку, в специальный отстойник либо сразу в канализацию. Зато возле слегка выступающих стыков создаются небольшие завихрения, которые приводят к увеличенной скорости нарастания сажи в трубе.
Как лучше собирать трубу дымохода? Однозначно, «по конденсату».
Дело в том, что конденсат появляется практически в любом дымоходе, как бы вы не утепляли трубу. Вопрос только в его количестве. А конденсат внутри дымохода — это десятки агрессивных химических соединений, растворенных в воде. Поэтому, попадая в стык между секциями трубы, он постепенно разрушает металл, даже если это очень стойкая к химическим воздействиям нержавеющая сталь.
Кроме того, влага в месте соединения — прекрасная ловушка для несгоревших частиц в отходящих газах. Из-за нее стыки трубы быстро покрываются толстым слоем сажи.
Сбор дымохода «по дыму» допустим, только если речь идет о трубе диаметром до 100-120 мм, которая используется для отвода газов от интенсивно горящей печи. Например, от банной печи, если она работает только в двух режимах: «сильное пламя» и «все прогорело, топка остывает». Но даже в этом случае приоритет лучше отдавать отводу конденсата, хотя его количество будет минимальным.
Монтаж медных труб для водопровода
Прежде, чем приступить к работе, нужно составить схему будущей сантехнической конструкции и на её основе выполнить расчёт метража трубного проката и количества соединительных элементов(пресс-муфт, тройников, отводов, переходников и др.).
Необходимые инструменты и материалы
Для выполнения монтажа трубного проката из сплава меди нужно подготовить комплект инструментов, состоящий из:
- Ножовки по металлу или трубореза.
- Пассатижей.
- Ручного калибратора.
- Гаечных ключей или газовой горелки (для прогрева участка труб при соединении деталей пайкой).
- Напильника.
Для стыковки отрезков труб в зависимости от выбранного способа соединения, потребуются следующие материалы:
- Фитинги.
- ФУМ — лента для герметизации стыков разъёмных фитингов.
- Припой и флюс (в случае пайки изделий).
Меры предосторожности
Пайка медных изделий осуществляется при их нагреве до высоких температур, поэтому при работе необходимо надевать защитную спецодежду и использовать огнезащитный экран. С соединяемых деталей в зоне контакта необходимо удалить резиновые или пластмассовые оплётки. У устанавливаемых кранов должен быть выкручен вентиль, чтобы не расплавились уплотнительные кольца.
При проведении пайки медных изделий в уже смонтированной трубопроводной системе, следует открыть все запорную арматуру, чтобы уровень давления в трубах не превысил допустимых значений из-за нагрева некоторых участков.
Ход работ
Стыковку отрезков труб с помощью фитингов выполняют в следующей последовательности:
- Отрезать секции труб необходимого размера.
- Если водопровод собирается из медных труб с ПВХ — изоляцией, то на концах изделий этот слой следует снять.
- Линию среза зачистить с помощью напильника от заусениц.
- Снять фаску.
- Надеть на подготовленную деталь поочерёдно накидную гайку и обжимное кольцо.
- Состыковать фитинг с гайкой и затянуть резьбу сначала рукой, а затем с помощью ключа.
- В местах, где выполняется установка переходного фитинга с медной трубы на стальную, герметичность стыков обеспечивают применением ФУМ — ленты.
При соединении труб пайкой своими руками нужно соблюдать меры предосторожности, описанные выше, и обладать определёнными навыками. Процесс подготовки и сама пайка включает в себя следующие действия:
- Резка необходимых отрезков труб с помощью трубореза или ножовки по металлу.
- Удаление на их концах теплоизоляционного слоя (если имеется) и образовавшихся заусениц.
- Удаление в зоне пайки оксидной пленки мелкой абразивной шкуркой.
- Ошкуривание фитинга.
- Промазка флюсом наружной поверхности деталей.
- Вставка конца трубы в фитинг таким образом, чтобы между деталями оставался зазор не более 0,4 мм.
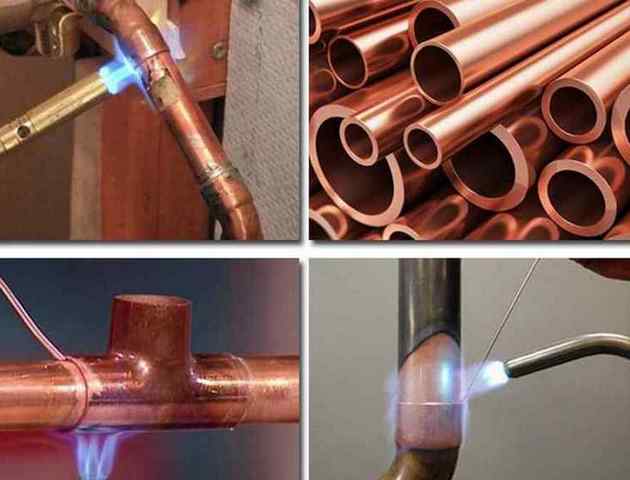
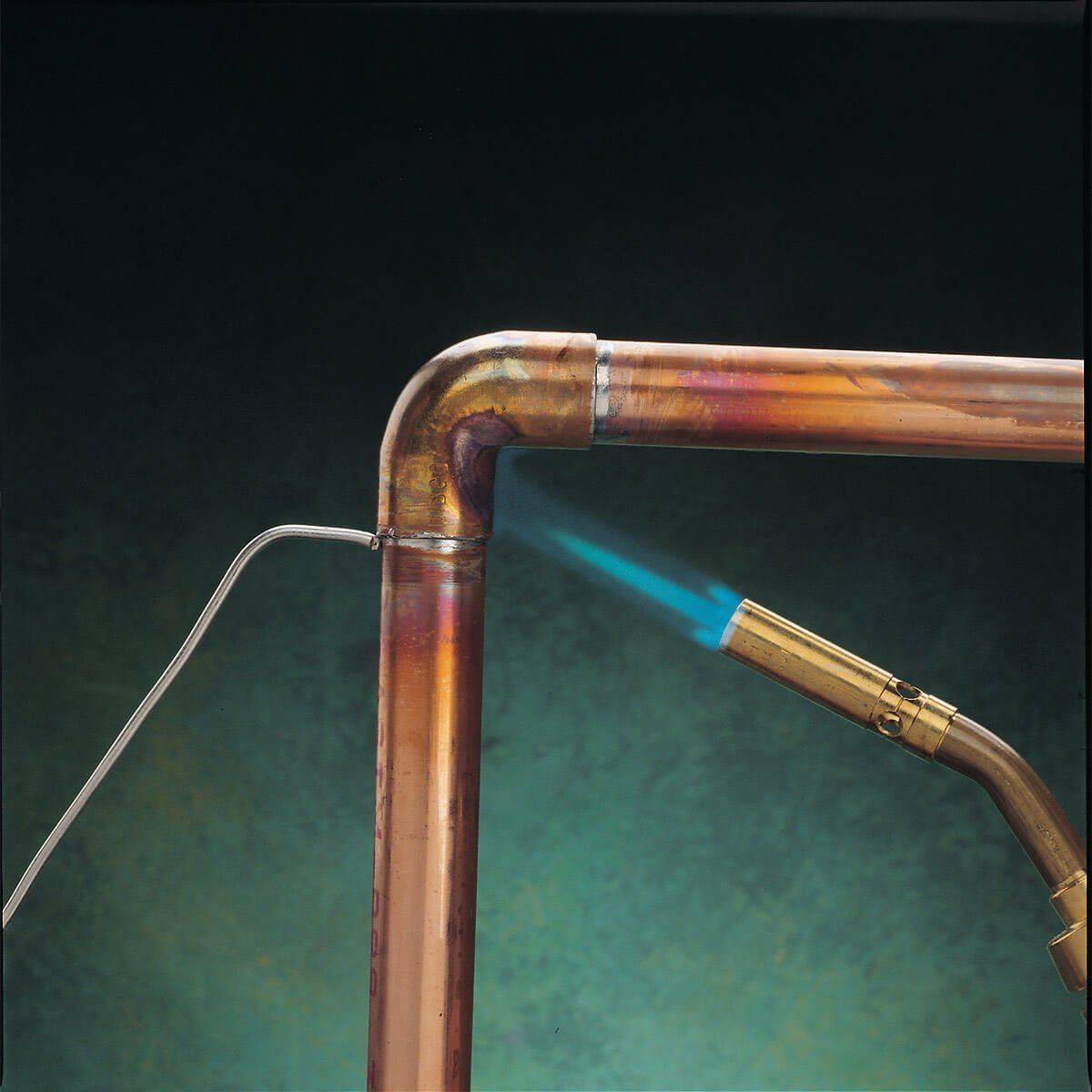
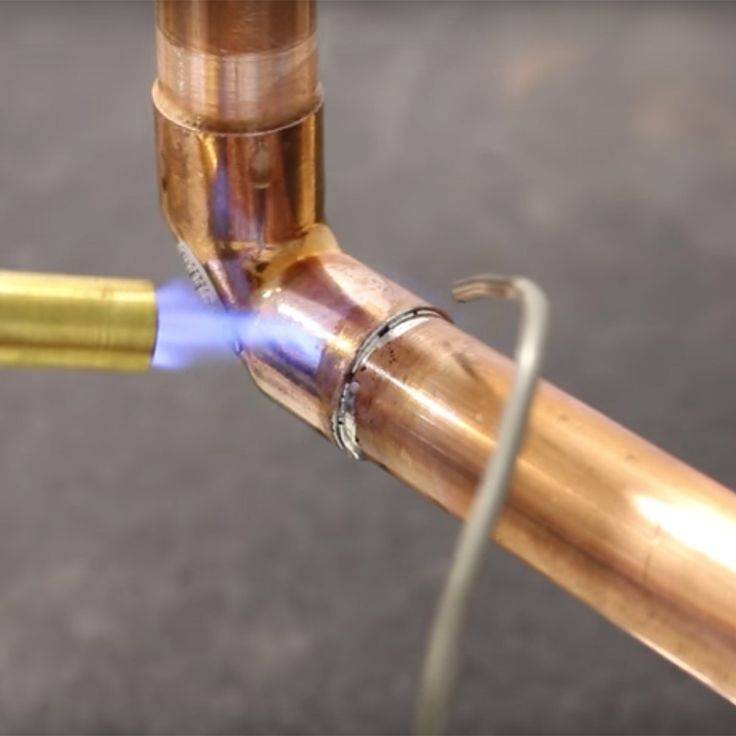
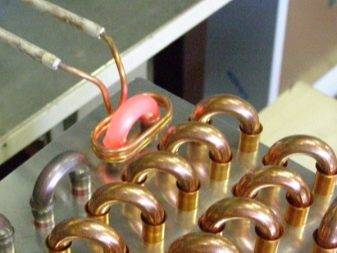
- Прогрев зоны контакта элементов газовой горелки(на фото ниже).
- Вставка припоя в зазор между фитингом и концом медной трубы.
- Пайка шва.
- Промывка системы от частичек флюса.
Процесс пайки медного трубного проката можно посмотреть на видео:
Особенности монтажа
Монтаж с помощью пайки образует неразъёмные соединения, которые не нуждаются в обслуживании и считаются наиболее надёжными в эксплуатации. Но, чтобы паять медный водопровод необходимо обладать достаточным опытом такого вида работ и соответствующими знаниями. Начинающие мастера могут воспользоваться следующими рекомендациями:
- Очистку медных изделий нельзя выполнять с помощью, абразивных чистящих средств, крупнозернистой наждачной бумаги или металлической щётки, так как они царапают медь. Глубокие царапины на поверхности мешают выполнению паяного соединения.
- Флюс является достаточно агрессивным веществом, обладающим высокой химической активностью. Наносить его нужно тонким слоем, используя кисточку. Если не поверхности появились излишки, по окончании процесса стыковки деталей, то их нужно тут же удалить.
- Прогревать зону контакта следует достаточно, но не чрезмерно, так чтобы не допустить плавление металла. Сам припой не должен подлежать прогреву. Его следует приложить к нагретой поверхности детали — если он начал плавиться, то можно начинать пайку.
- Сгибать трубы нужно так, чтобы не допустить заломов и перекручивания.
- Монтаж медных изделий должен осуществляться впереди алюминиевых или стальных участков по направлению потока воды, чтобы предотвратить быструю коррозию последних.
- Для перехода с медных труб на секции из других металлов рекомендуется использовать фитинги из латуни, бронзы или нержавеющей стали.
Монтаж металлических систем

Перед установкой системы отопления из металлических труб разрабатывается проект (чертеж), в котором указывается:
- длина и сечение заготовок;
- расположение фитингов, запорно-регулирующей арматуры, приборов отопления;
- длина и размеры нарезаемой резьбы на заготовках;
- места сварочных соединений;
- радиусы выполнения угловых элементов;
- места расположения кронштейнов для крепления труб.
- отрезать заготовки в размер;
- нарезать резьбу;
- собрать на резьбах отдельные участки;
- согнуть на трубогибе угловые элементы;
- сварить трубы в поворотный стык.
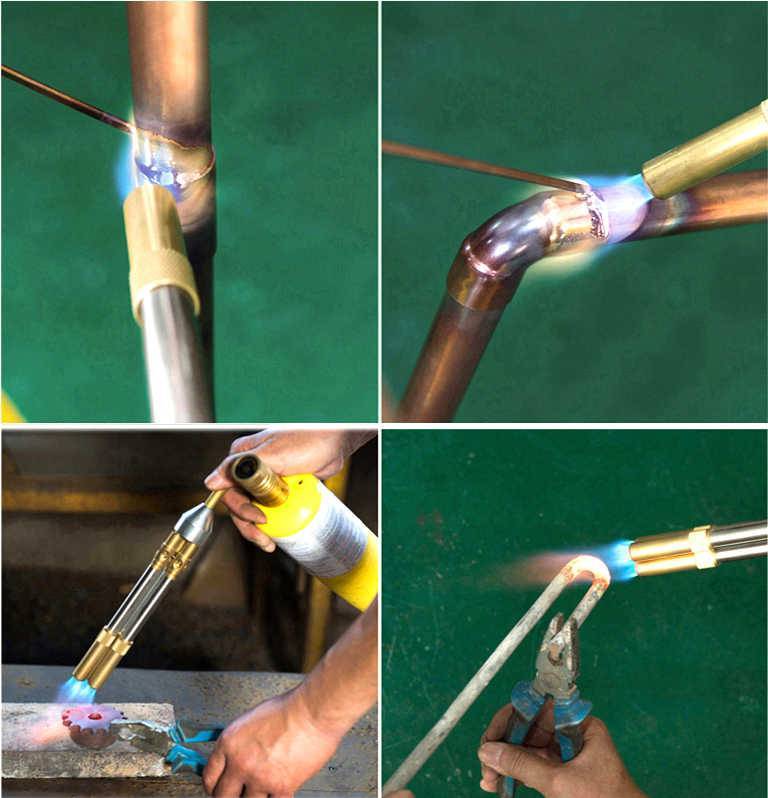
Газовая сварка
Сварной шов формируется из расплавленного металла в факеле горящего газа (смеси ацетилена и кислорода).
Плюсы газовой сварки:
- легкое исправление дефектов сварки;
- несложно провариваются труднодоступные участки;
- не требует электричества;
- может выполняться поверх ржавчины и краски.
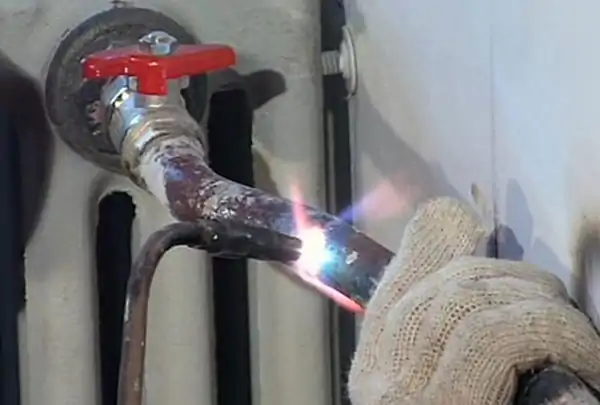
Фото 1. Монтаж металлических труб отопления методом газовой сварки легко проводится даже в труднодоступных участках.








Минусы газовой сварки:
- громоздкость и взрывоопасность оборудования;
- на диаметрах более 50 мм не используется;
- при пережоге место сварки становится хрупким.
Припой
Припой применяется для пайки медных труб в фитинги. В основном используют мягкий проволочный припой №3 фирмы «Ротенбергер». Он имеет температуру плавления 230–250 ºC, может осуществляться пропановой горелкой. Для удаления окислов с меди и улучшения растекаемости припоя используют флюс.
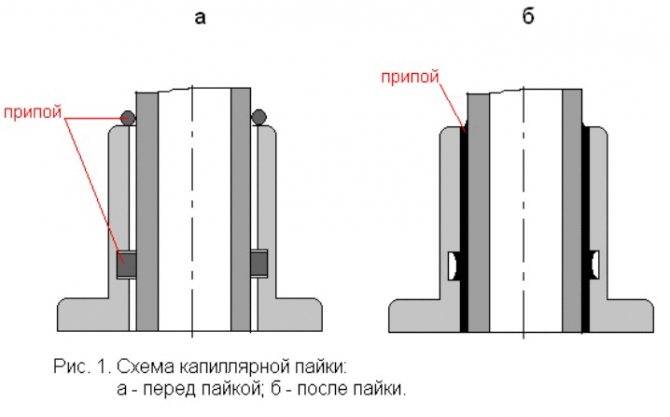
Справка! Паяные соединения имеют высокую прочность и герметичность. Проникновение припоя в зазор между медными деталями происходит за счет капиллярного эффекта.
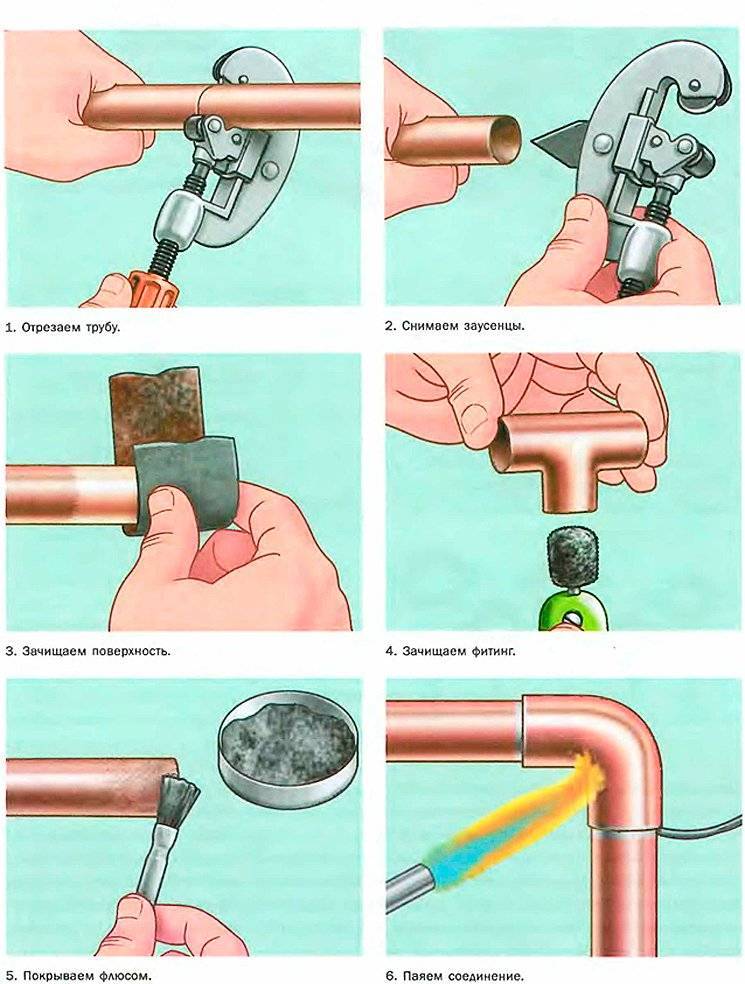
Технология пайки:
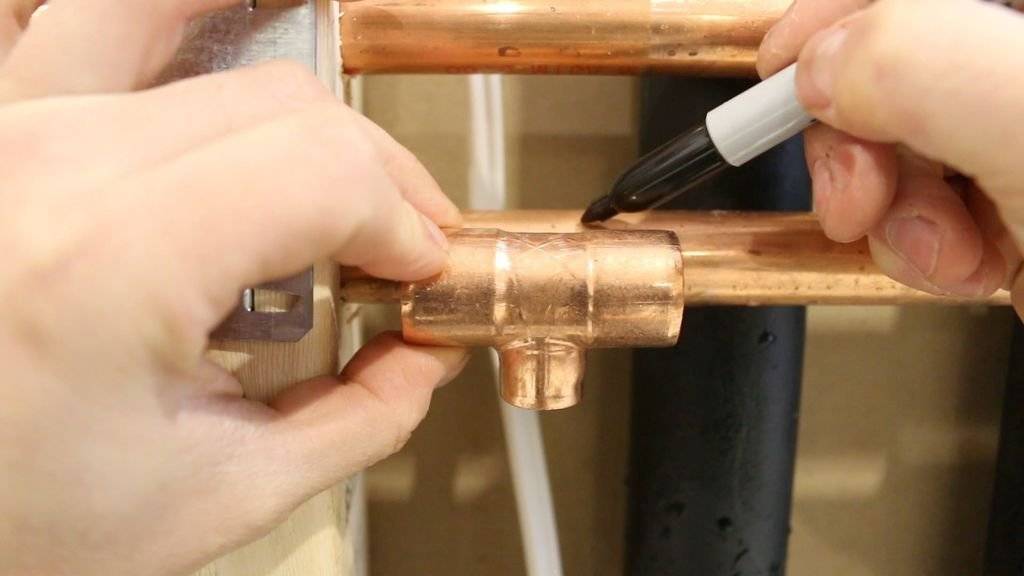
- Отрезать ровно заготовку специальным ножом, снять заусенцы.
- Зачистить ее наждачной бумагой до металлического блеска снаружи (на длину захода в фитинг), а ершиком – фитинг внутри.
- Нанести флюс-пасту (с цифрой «3» в маркировке) на наружную поверхность заготовки и внутреннюю часть фитинга.
- Согнуть пруток припоя диаметром 3 мм на длину, равную наружному диаметру заготовки (расход припоя для одного стыка).
- Соединить детали.
- Прогреть стык пропановой или ацетиленовой горелкой до температуры плавления припоя.
- Ввести припой к месту пайки. Его пруток должен расплавиться на отмеченную длину и затянуться в зазор между деталями под действием капиллярного эффекта.
- Когда место пайки охладится, рекомендуется удалить остатки флюса тряпкой, смоченной в воде или этиловом спирте.
- После пайки всего трубопровода его необходимо положить на несколько часов в воду для удаления остатков флюса изнутри, затем воду слить.
Оборудование и материалы для соединения труб
Надежное соединение медных труб требует соблюдения некоторых условий.
Так, для эффективной пайки меди температура должна превышать 425 градусов, но при этом – не должна превышать температуру плавления соединяемых труб.
Кроме того, расстояние между соединяемыми поверхностями должно быть минимальным – это является обязательным условием для возникновения капиллярных сил, благодаря которым и распределяется припой в спаиваемом соединении.
Все вышесказанное касается пайки медных труб с применением твердых припоев. А вот если при соединении труб используется припой мягкий, то температура сваривания должна быть ниже 425 градусов.
Как видите, от вида и качества припоев во многом зависит итоговый результат. Именно поэтому попробуем разобраться, какие припои используются при соединении медных труб.
- Стандартный припой применяется чаще всего. Он пригоден для пайки меди, латуни и белой жести, при необходимости его можно использовать также для лужения. Однако для пайки труб в водопроводах с питьевой водой данный припой непригоден.
- Мягкие припои для фитингов используются для соединения медных труб с аналогичными медными, либо с трубами, изготовленными из красной бронзы, однако основное их применение – соединение медных труб с фитингами из латуни.
- Твердый припой Rothenberger РОЛОТ — является оптимальным припоем для такой задачи как монтаж медных трубопроводов с применением капиллярно-щелевой техники пайки.
Данный припой применяется в тех случаях, когда трубы монтируются в трубопроводы отопительных систем закрытого и открытого типов, в системах горячего и холодного водоснабжения.
Кроме вполне очевидного применения системы из медных труб, соединенных припоем Rothenberger РОЛОТ широко используются для газоснабжения (работающих со сжиженным и природным газом), для комплектации холодильных установок, для систем кондиционирования и маслопроводов.
Для монтажа медных трубопроводов с использованием припоев серии Rothenberger РОЛОТ не требуются фитинги.
Данные припои относятся к группе серебросодержащих медно-фосфорных припоев и благодаря своим высоким механическим характеристикам (сопротивление необратимой деформации) широко используются для сварки труб там, где трубы подвергаются высокой механической и температурной нагрузке.

Припой Rothenberger РОЛОТ
Медно-фосфорные припои при пайке медных труб являются самофлюсующимися (в отличие от ситуации с пайкой латуни или бронзы – здесь для предотвращения окисления используется флюс).
Медно-фосфорные припои обладают определенной хрупкостью (виной этому фосфорный компонент), именно поэтому их не следует использовать, если материал трубы содержит более 10% никеля, а также – для пайки алюминиевой бронзы.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
Серебряные припои по своим эксплуатационным характеристикам аналогичны предыдущим, однако пониженное содержание фосфора снимает ограничение на их использование при пайке цветных металлов.
Способы соединения медных труб
Сварка
Встречается довольно редко. Сварочной горелкой соединяются между собой медные трубы для отопления большого диаметра (начиная с диаметра 108 мм);
Соединение медных труб при помощи вытяжных фитингов.
Внутри трубы делается отверстие, вставляются кулачки и при помощи специального инструмента вытягивается раструб. Довольно трудоемкий и дорогой способ соединения труб, нужен специальный станок и монтажники не уважают такой вариант крепления.
Вальцовка
Способ соединения медных труб хороший, но его не используют в системах отопления. Очень редко можно встретить развальцованную деталь, и то заводского изготовления.
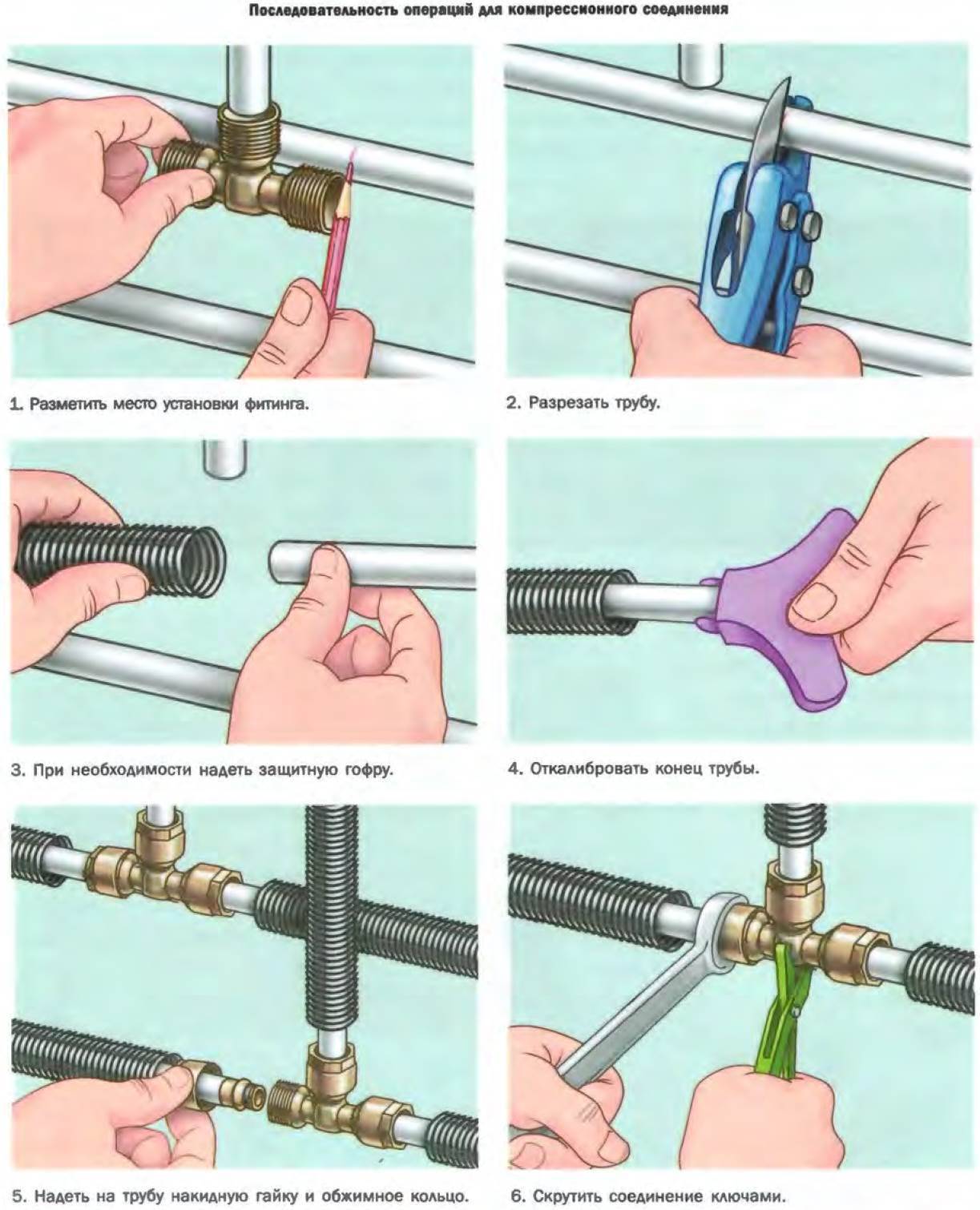
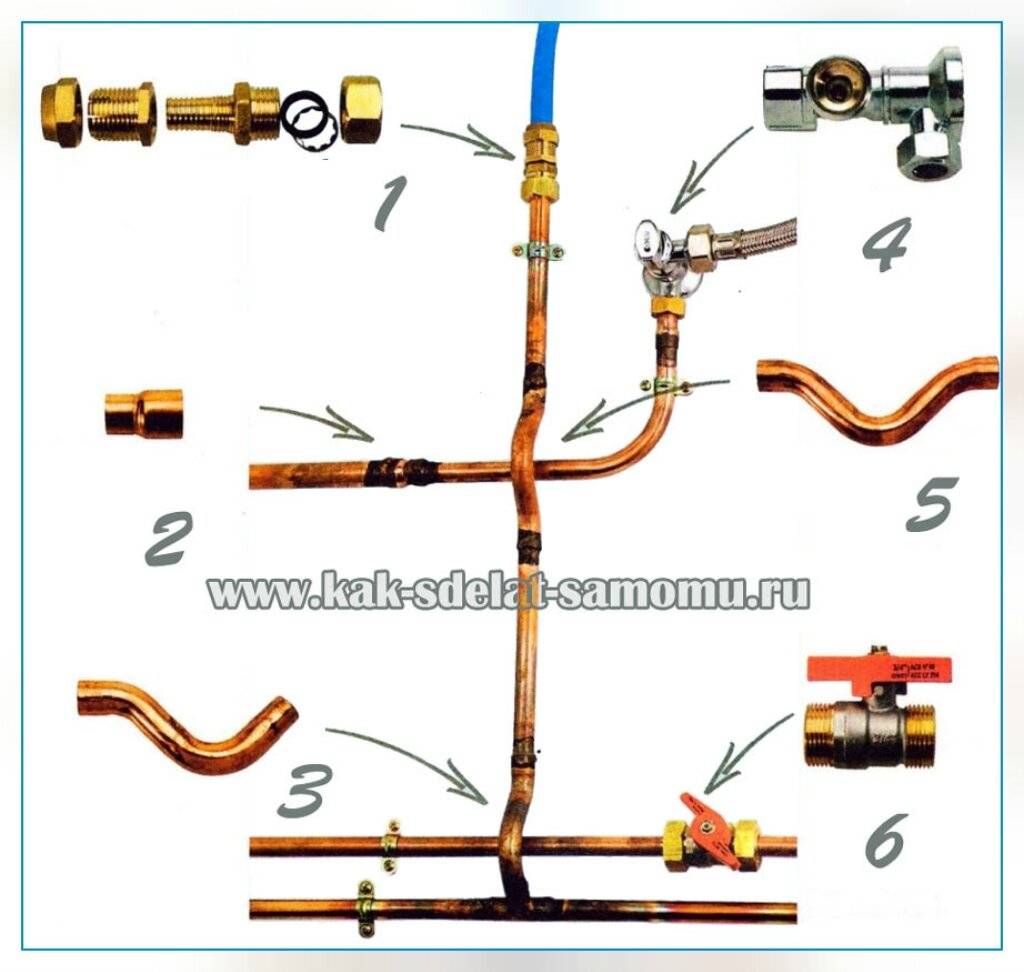
Компрессионный фитинг
Встречается довольно часто. Состоит из трех деталей: гайки, уплотнительного кольца и самого фитинга в виде уголка. Принцип соединения: на медную трубу одевается гайка, уплотнительное кольцо и сам фитинг. Затем гайка закручивается и прижимает трубу к фитингу. С другой стороны делается то же самое.
Недостатком данного метода соединения медной трубы является то, что нет рекомендации с какой силой затягивать гайку на фитинге. Каждый делает это как может и в итоге могут возникнуть утечки воды.
Еще одним минусом является условная неразборность фитинга, т.к. уплотнительное кольцо при одевании на трубу врезается в нее и остается навсегда. Поэтому, чтобы отремонтировать участок трубы (снять фитинг) приходится обрезать этот участок трубы и вставлять новый.
Если вам предложат компрессионый фитинг, лучше отказаться и попросить что-то другое.
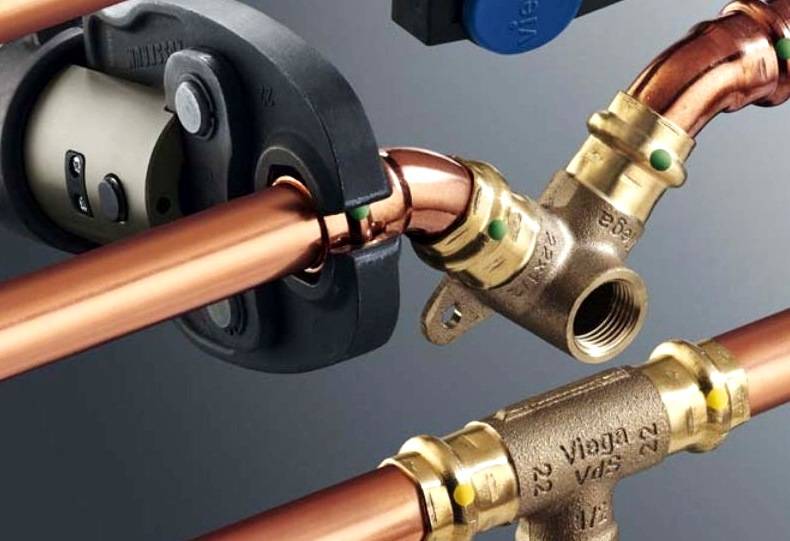
Прессовый фитинг
Встречается редко, т.к. мастеру для его установки нужен набор специальных клещей (порядка двенадцати) и дорогостоящий пресс. Принцип соединения: фитинг накидывается на трубу и зажимается клещами нужного типа. В итоге получается идеально прочное неразборное соединение.
Разница обработки этими фитингами мягкой и жесткой трубы.
Внутрь мягкой медной трубы обязательно вставляется опорная втулка при монтаже компрессионого фитинга. Втулка позволяет сохранить геометрию трубы при сжимании опорного кольца.





Пайка медных труб
Способ позволяет получить качественное соединение медной трубы при помощи недорогого оборудования. Обычно это пропановая горелка для небольших диаметров трубы. Для труб диаметром более 54 мм подойдет ацетилено-воздушная горелка.
Существует два вида пайки — жесткая и мягкая (высоко- и низкотемпературная). Жесткая пайка выполняется при более высокой температуре, нежели мягкая. Бытует мнение, что жесткая пайка прочнее, чем мягкая. Это не соответствует действительности.
Жесткая пайка менее технологична, чем мягкая. Для того, чтобы спаять при помощи жесткой пайки, требуется просто одеть фитинг на трубу, разогреть место соединения до темно-малинового цвета, и после этого присадить припой.
Мягкая пайка включает в себя:
- Зачистка места соединения до металлического блеска,
- Зачистка внутренней поверхности фитинга,
- Нанесение флюса,
- Соединение деталей,
- Удаление излишков флюса,
- Собственно пайка.
Главное отличие мягкой от жесткой пайки в том, что после мягкой пайки медная труба имеет более аккуратный вид, нежели после жесткой. При жесткой пайке трубу сильно разогревается, чернеет по толщине, покрывается хлопьями — зачистить ее невозможно, она не будет выглядеть блестящей медной трубой, она будет черной. После жесткой пайки котельная выглядит безобразно, поэтому если предлагают жесткую пайку — лучше отказаться. Надо применять только мягкую пайку.
Жесткая пайка медной трубы подойдет для тех случаев, когда по трубопроводу будет транспортироваться не жидкость, а газ. Например, для систем кондиционирования, систем транспортирования любых газов разрешена только жесткая пайка, потому что остатки флюса, наносимые на трубу и внутреннюю поверхность фитинга, попадают во внутрь трубопровода и его необходимо вымыть.
Мягкая пайка подходит для гидравлических систем, т.к. она выглядит более эстетично.
Инструменты для монтажа элементов
Не всегда удаётся отрезать трубу без нарушения структуры стенки. Величина толщины стенки медных труб до диаметра 28 мм составляет всего 1 мм. Даже применение дискового трубореза не даёт полных гарантий ровности среза. Если наблюдаются нарушения стенки, применяют калибратор. Этим инструментом калибруются (выравниваются) патрубок и раструб.
Труборезы выпускаются ручные, электрические, пневматические, гидравлические. Конструктивно труборез представляет собой механический зажим, где в качестве опорных элементов выступают два ролика. Один из роликов имеет режущую кромку. Процесс реза осуществляется последовательным поджимом и прокручиванием трубореза вокруг оси трубы. Чем плавне и чаще выполняется поджим, тем качественнее получается отрез трубы.
Труборез медных труб для ручного применения. Этот инструмент даёт качественный ровный отрез трубы. Но на первых порах желательно пройти тренировочный курс – познать технологию обреза на ненужных кусках труб
Монтажные работы часто сопровождаются изгибом медных труб. Качественный ровный изгиб любым радиусом помогает создать инструмент под названием трубогиб. Существуют два вида трубогиба медных труб – пружинный и механический. Первый инструмент отличается простейшей, но эффективной конструкцией. Предназначается для изгиба труб небольшого диаметра. Второй вид включает в себя несколько конструктивных разновидностей.
Пружинный трубогиб сделан в виде длинного кожуха, который одевается на медную трубу. Один конец такого кожуха немного расширен для большего удобства его применения. Помещенная в такую пружинистую оболочку медная труба сгибается вручную без риска замятия в месте сгиба. Недостатки – радиус изгиба приходится выверять на глазок, под конкретный диаметр трубы нужен свой пружинный трубогиб.
Пружинный трубогиб в действии. Таким приспособлением удобно изгибать трубы малого диаметра в широком спектре конфигурации радиуса. При этом пружинный трубогиб обеспечивает вполне приемлемое качество изгиба
Механические трубогибы (рычажные, сегментные, арбалетные, гидравлические) позволяют гнуть трубы разного диаметра (от 10 до 125 мм). Медные трубы больших диаметров обычно гнут сегментным и гидравлическим трубогибом. Угол сгиба при работе с такими устройствами может составлять 180º.
Способы сварки медных труб
Необходимое оборудование и электроды выбирают в зависимости от требуемой герметичности швов, назначения и технических характеристик. Варить медные трубы можно электрической и газовой сваркой. Применяются электроды, которые плавятся и неплавкие.
Плавкие электроды
При ручном соединении применяют покрытые электроды, которые расплавляются. В результате получают стык без дефектов, но место сварки медной трубы будет отличаться от основного материала. Такое явление происходит из-за присутствия дополнительных веществ, легирующих металлов.
Добавки содержатся в составе плавких электродов, для этого используют кремниевые, марганцевые, фосфорные, оловянные и цинковые присадки. В покрытие внедряют шпаты, кремнистую медь, материал на основе железа и марганца, а также ферросилиций. Для основания покрывающего слоя применяют жидкие стекла.
К недостаткам метода относят:
- понижение тепловой и электрической проводимости;
- образование большого количества брызг;
- появление пор в месте стыка;
- отличие состава шва от меди.
Для снижения дефектов применяют флюсовые присадки, а также стержни, состоящие из бронзы.
Неплавкие электроды
Соединение труб производят в защищенной среде, где применяют электроды не подверженные плавлению в процессе варки, состоящие из металлического вольфрама до 10 мм в толщину. Для обеспечения защитного облака в место шва подают аргон, гелий или азот.
Технологический процесс проходит при токе постоянного типа с прямой полярностью. В роли электрода выступает вольфрамовый стержень с добавлением лантана и иттрия. Перемещение происходит под определенным углом, используется дополнительный нагрев места сварки.
Электроды из угля и графита применяют для простых соединений, их точат под конус, используется ток прямого типа с обратной полярностью. Добавляют фосфорные присадки и специальные флюсы из буры.
Способы
Существует две технологии пайки медных труб.
- Низкотемпературная (используется мягкий припой) применяется в водопроводах или системах отопления. Среда, где применяется данная технология, должна иметь температуру не выше 110 градусов.
- Высокотемпературная пайка (твердый припой) применяется в системах с большой температурой и большим давлением. Используется преимущественно в промышленности.
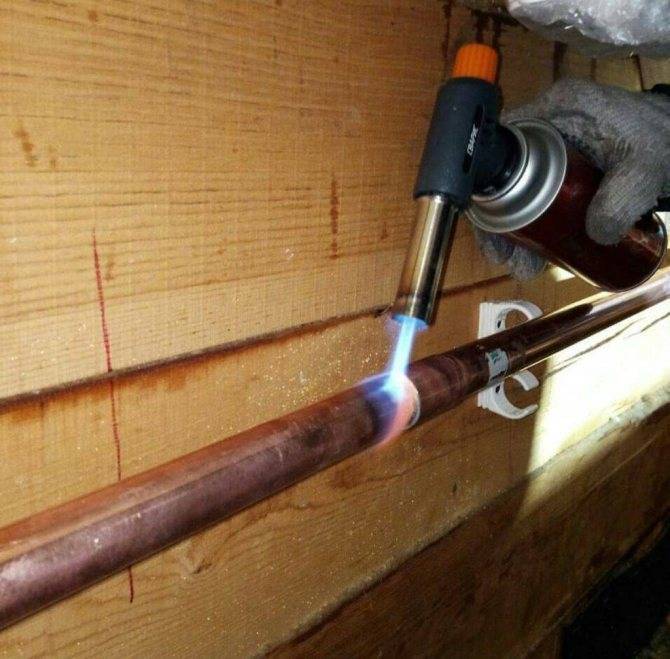
Какой из двух способов выбрать – ваше лично дело. Но для высокотемпературной пайки нужна профессиональная горелка, которую найти в магазине не так легко, и стоит она немалых денег. При низкотемпературной допускается использование паяльной лампы или недорогой ручной горелки со сменным баллоном.

Пайка труб под азотом
Обработка азотом нужна для монтажа, а пайка медных труб без газообразного азота недопустима. Часто конструкции паяют жестким припоем, который позволяет при эксплуатации не беспокоиться о том, выдержит ли соединение высокую температуру. В процессе пайки жестким припоем медь нагревают до красного цвета металла, это оказывает отрицательное влияние на структуру самого материала. Образуется окалина на внутренней и наружней поверхности трубы. Окалина – остатки сгоревшей меди, которые образовались при ее нагревании. Стенки труб становятся значительно тоньше.






Если вы решили использовать азот, то придерживайтесь следующих рекомендаций в работе:
- соедините магистраль с баллоном, в котором находится азот;
- затем произведите установку регулятора газа или ротаметра;
- редуктор азотного баллона отрегулируйте на минимальное давление азота, ротаметр устанавливают на скорость 5 м/мин;
- как только пайка окончена, по трубе пускается азот, делается это до того момента, пока труба полностью не остынет.

Пайка труб строительным феном
Возможна пайка труб строительным феном, если диаметр трубы небольшой. Манипуляции при этом методе схожи с применением горелки. С помощью такого соединения швы получаются очень прочными и выдерживают высокие температуры. У новичков при использовании этого способа неизбежны ожоги меди. Металл легко перегреть, именно из-за этого происходит разрыв материала.

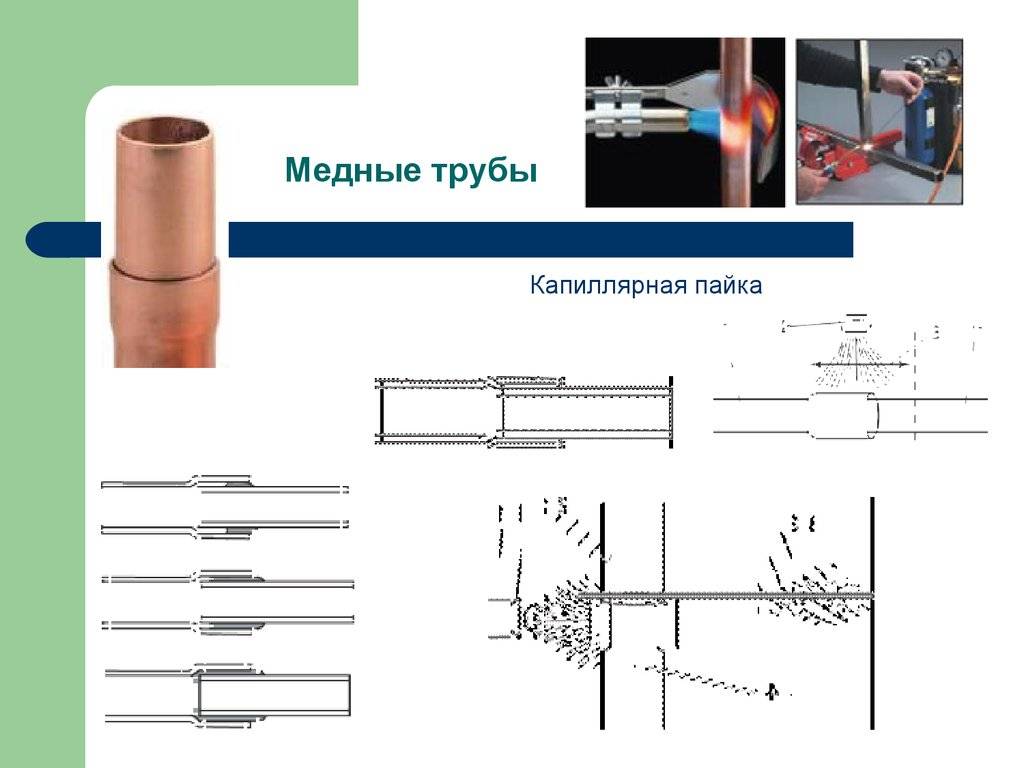
Капиллярная пайка
Если у труб разнятся диаметры (разница не более 0,5 мм), используют метод капиллярной пайки. Спайка заполняет образовавшееся пространство между трубами. Нужно отметить, что как такового шва не получается, бесшовное соединение. Тогда используют твердые припои, их защитные функции лучше.
Индукционная пайка
Высокая частота тока способна оказывать благоприятное воздействие на металл. Индукционная пайка получила распространение из-за своей уникальности, работа этим методом проводится быстро, при этом материал не становится тоньше, а сохраняет свои качества.
Выявлены следующие плюсы:
- Тепло образуется в трубе без вмешательства извне;
- Все оборудование автоматизировано, устройства помогают получить желаемый результат с конкретными параметрами;
- Индукционная пайка проводится в вакууме, металл в данной среде защищен от коррозии;
- Экономия производственных ресурсов;
- Безопасность – при индукционной пайке не нужен пламя или газ, лишь нагревается конкретно шов.
Особенности монтажа медного трубопровода
Монтаж труб медных для водопровода осуществляется двумя способами: посредством пайки или соединения резьбового типа с обжимным кольцом.
Второй способ настолько прост в выполнении, что годится даже для новичка. Какого—либо специфического инструмента при этом не потребуется: медные трубы для водопровода несложно смонтировать при помощи обычных гаечных ключей, которыми затягивают соединение
При выборе фитинга необходимо обратить внимание на диаметр медных труб
Пайка способствует более надежному соединению медных труб, но для этого метода требуются некоторые навыки, а также соблюдение правил техники безопасности.
Инструменты для монтажа медных труб
Чтобы осуществить монтаж водопровода из медных труб, потребуются следующий набор инструментов:
- Труборез или ножовка по металлу. Установка медных труб предполагает подгонку отрезков труб под нужный размер перед монтажом. При использовании ножовки в начале работы полотно лучше поставить новое.
- Ручной калибратор потребуется для калибровки медных труб.
Горелка необходима непосредственно для пайки медных труб. Если трубы планируется соединять, используя обжимное кольцо, горелка не понадобится.
Она должна быть укомплектована шлангами для подключения ее к баллону. Если горелкой планируется воспользоваться впервые, перед началом эксплуатации внимательно прочтите инструкцию.- Гаечные ключи годятся не только для монтажа водопровода из меди. Если в планах имеется резьбовое соединение медных труб, без гаечного ключа также обойтись не получится.
- Напильник нужен для удаления заусенец.
- Пассатижи.
- Шлифовальная мелкая шкурка требуемая для удаления оксидной пленки.
Материалы для устройства медного трубопровода
Материалы, которые потребуются:
- Непосредственно трубы – для будущего водопровода должна быть составлена подробная схема, подсчитано необходимый метраж труб. Если вы впервые выполняете монтаж – медные трубы необходимо приобретать с учетом небольшого запаса. Иногда медные трубы, изолированные ПВХ, применяются в качестве трубопровода подачи горячей воды – если это именно ваш случай, в конце трубы необходимо возле каждого соединения удалить изоляцию.
- Фитинги для медных труб. Если планируется паять трубы, то и фитинги следует подбирать «под пайку», если «скручивать» – подойдут обжимные фитинги. Это могут быть тройники, угольники, муфты, переходники с одних диаметров на другие. Их лучше подбирать согласно составленной ранее схеме.
- Фум-лента, герметизирующая резьбовые соединения.
- Флюс и припой для медных труб.





