

Сварка полуавтоматом: возможные регулировки в процессе
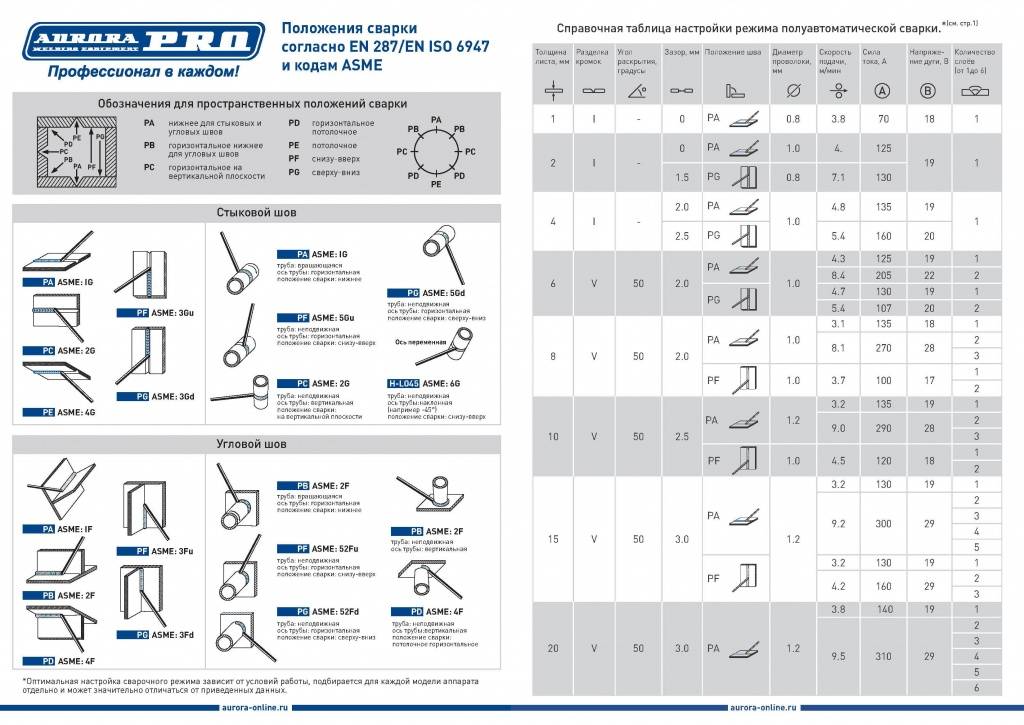
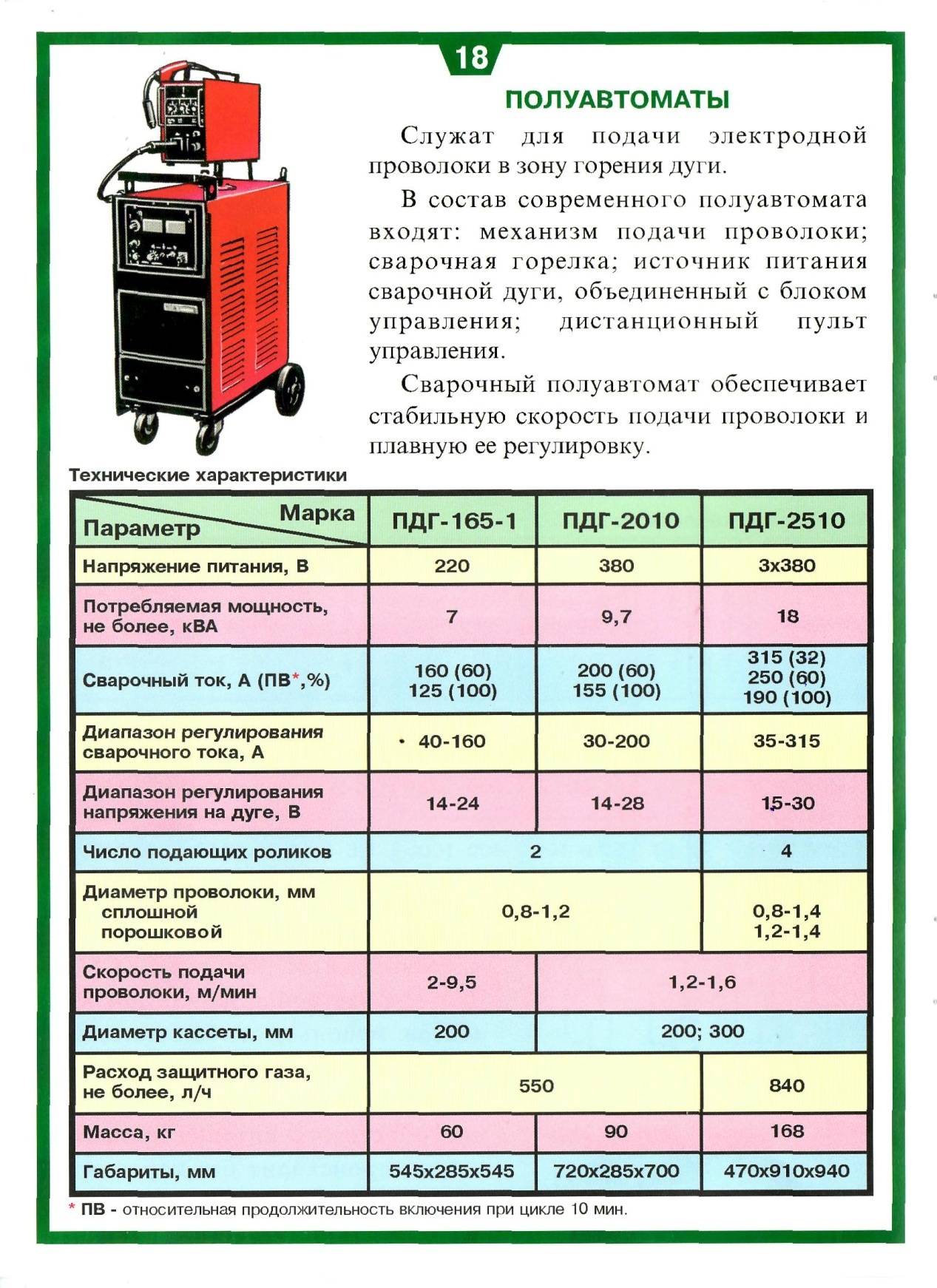
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Как варить полуавтоматом видео уроки :
СВАРКА АЛЮМИНИЯ ПОЛУАВТОМАТОМ
На полуавтомате можно варить различные металлы, и алюминий не исключение. Но тут есть особые правила, так как данный металл имеет некоторые особенности. На его поверхности имеется тонкий слой амальгамы, у которого температура плавления намного выше, чем у алюминия (больше 2000 градусов в то время, как основной металл плавится при 650 градусах). В этом случае используется в качестве инертного газа аргон. Так как алюминий быстро плавится и начинает течь, для работы на сварочном полуавтомате применяется подложка.
Сам сварочный процесс происходит плавящимися электродами под действием постоянного тока обратной полярности — это, когда на деталь крепиться отрицательный заряд, а на горелку – положительный. Такие приемы сварки способствуют качественному плавлению заготовки и быстрому разрушению верхнего слоя. Хотя для такого соединения можно применять и другу хитрость – предварительно зачищать изделие, чтобы снять оксидную пленочку. Подробнее об особенностях работы с алюминием можно прочесть здесь.
Технику соединения можно выполнять в разном пространственном положении, используя разные виды швов.
Принцип работы полуавтомата
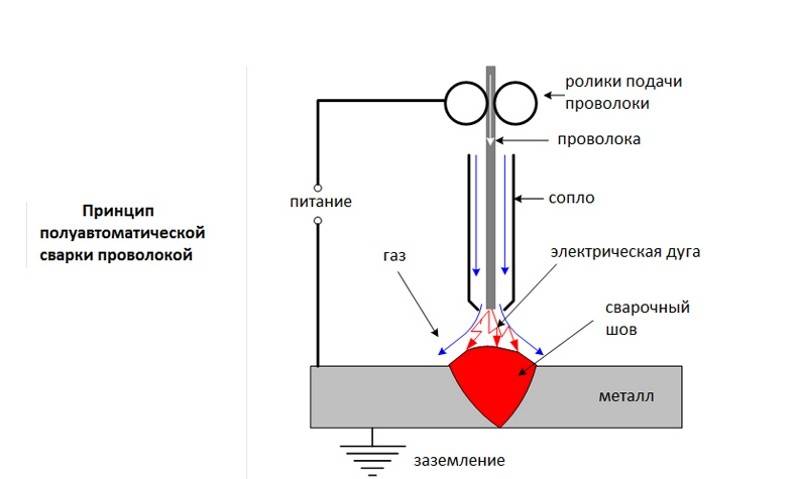
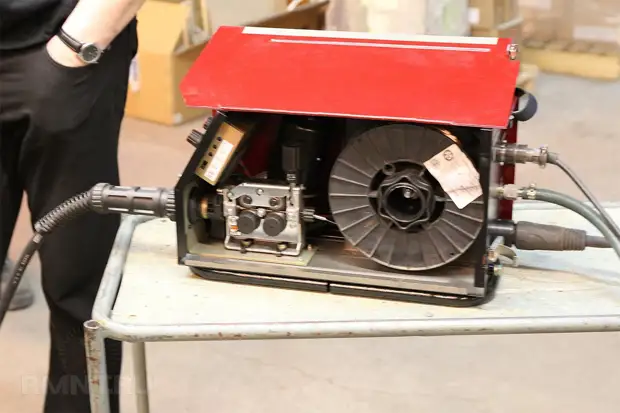
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Разновидности проволоки для полуавтоматов
Подбор сварочной проволоки для полуавтоматов следует выполнять под определенный вид соединяемого металла. Использование присадочного расходного материала существенно улучшает качество шва, предотвращает образование пор и неровностей в соединении.
Основные преимущества использования присадки при выполнении сварочных работ представлены:
- ускорением процесса сварки;
- удобством использование в промышленной сфере;
- существенным снижением вероятности появления брака из-за отсутствия покрытия присадки;
- большим выбором расходников, позволяющим подобрать оптимальную присадку для каждого конкретного случая;
- низким уровнем образования шлака при сварке.
Недостатки использование присадочного компонента при сварке:
- необходимость в постоянной защите;
- сложность в хранении больших мотков;
- сложность в подборе оптимального диаметра присадки;
- необходимость постоянно использовать флюс.
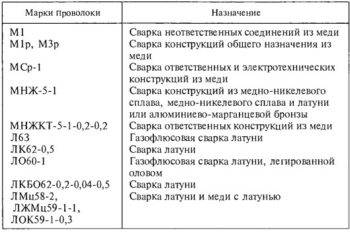 Таблица марок проволоки.
Таблица марок проволоки.
Все виды проволоки для сварки, как правило, делятся на:
- Омедненные.
Данный вид проволоки применяется для сварки углеродистых и низколегированных стальных деталей. Омедненные стальные присадочные компоненты обеспечивают качественный шов и характеризуются низким коэффициентом разбрызгивания металла. - Порошковые.
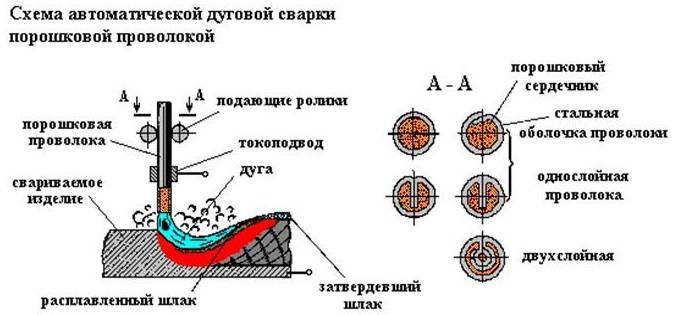
Присадочные компоненты таких марок выполнены в виде полой трубки из малоуглеродистой стали. Внутри емкости размещается раскислители и шлакообразующие вещества, обеспечивающие комфортное использование полуавтоматической сварки без защитного газа. Порошковые присадочные проволоки помогают существенно уменьшить образование шлака и сократить время на обработку сварного шва. - Сплошного сечения.
Данный вид проволоки отличается от обычной, тем, что из нее делают сварочные электроды. - Неомедненные.
Присадки такого вида применяются, прежде всего, для работы с изделиями из низкоуглеродистой стали. - Активированные.
Присадки из порошка, применяемые во время проведения сварочных работ в атмосфере углекислого газа. - Газосварочные.
Для работы с углеродистыми и низкоуглеродистыми сортами стали лучше всего использовать газосварочные присадочные компоненты. - Алюминиевые.
Один из немногих видов проволок, подходящих для сваривания алюминиевых деталей. Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности. - Из нержавеющей стали.
Присадочный компонент позволяет сваривать изделия из нержавеющей стали и предотвратить коррозию полученного шва. - Флюсовые.
Данные тип присадочной проволоки широко используется для соединения среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Благодаря наличию встроенного флюса подобные присадки можно использовать при сварке без защитного газа. - Легированные.
Один из лучших компонентов, позволяющий проводить сварочные работы в любых газовых смесях и с любыми видами металлов.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
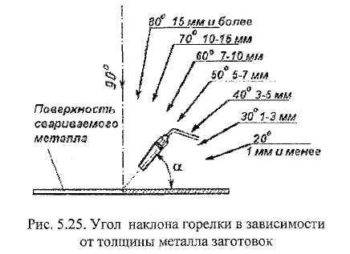 Зависимость угла наклона горелки от толщины заготовки.
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.





Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.

Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.








Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
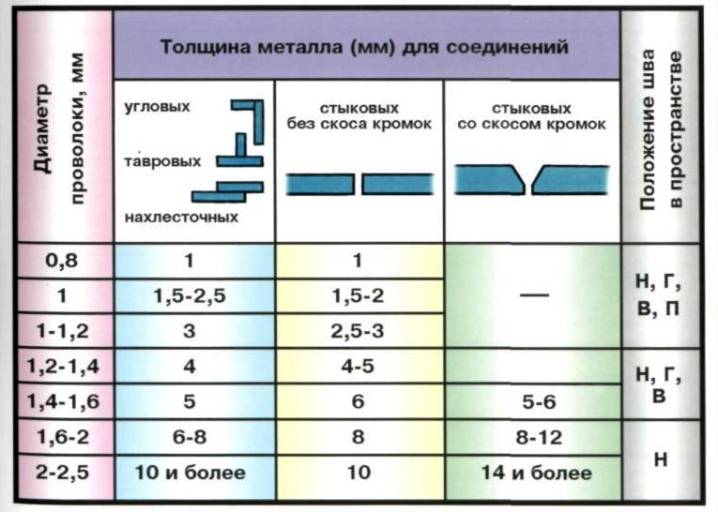
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем
Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом
Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится
А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно
А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Аттестация НАКС для полуавтоматической сварки
Для проведения полуавтоматической сварке на опасных производственных объектах, требуется проведение аттестации по системе НАКС. Данная аттестация требуется большинством предприятий-заказчиков. По НАКС проходит аттестацию технология сварки для предприятия. Право применять данную технологию и работать.
Также все специалисты сварочного производства должны проходить аттестацию НАКС. Специалистами сварочного производства являются не только ИТР, но и мастера и сами сварщики. Сварщик — это специалист с первым уровнем НАКС. Об аттестации по системе НАКС будет подробно в одной из следующих наших статей.
Суть сварки в среде защитного газа
Исконной проблемой при сваривании металлов считается поддержание температурного режима. Если нагрев будет недостаточным, то не произойдёт качественного расплавления кромок соединяемых деталей и их перемешивания между собой и присадочным материалом. Если же повысить температуру, металл начнёт кипеть и испаряться, активизируются химические реакции с атмосферными газами. Ситуация осложняется и тем фактом, что некоторые металлы и сплавы начинают бурно химически реагировать уже при температурах, недостаточных для образования качественного сварочного шва.
Эта проблема в разных типах сварки решается по-разному. Рассматриваемая нами сегодня полуавтоматическая сварка, также именуемая MIG/MAG, имеет два технологических отличия от прочих способов. Первое — подача защитного газа непосредственно в зону плавления, и второе — регулировка скорости подачи присадочного материала с соответствующей автоматической подстройкой силы сварочного тока.


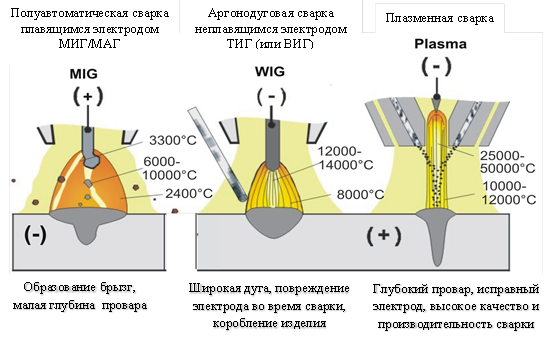




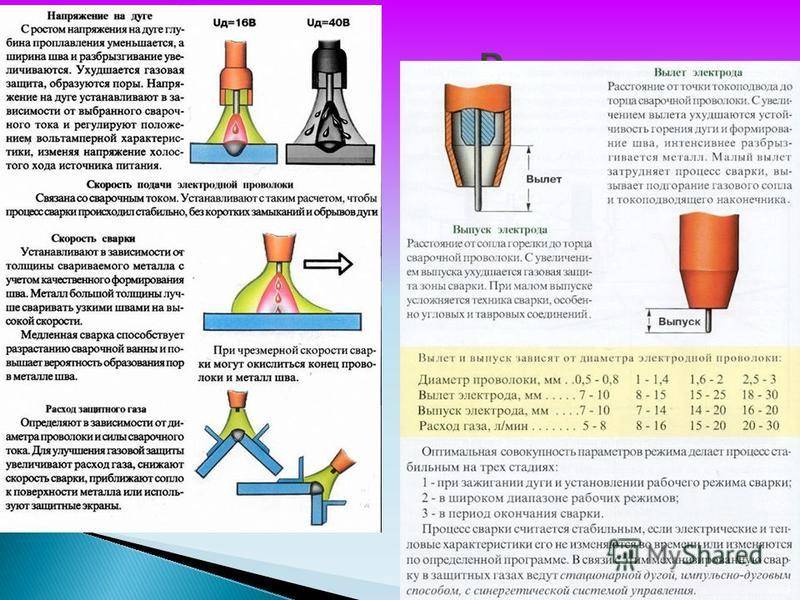
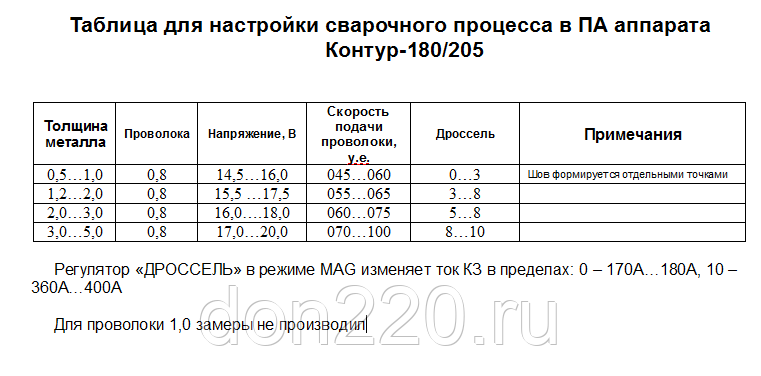
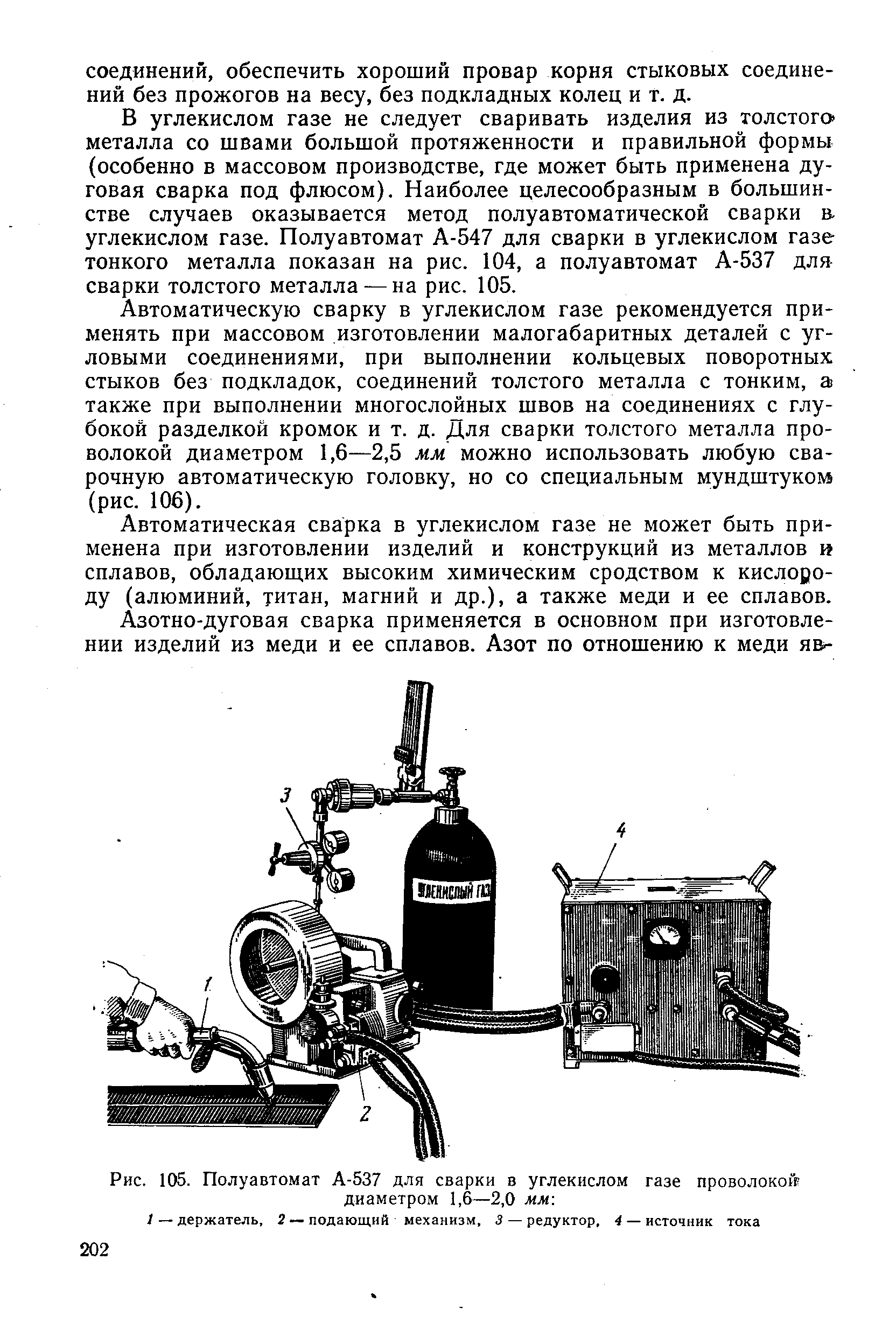
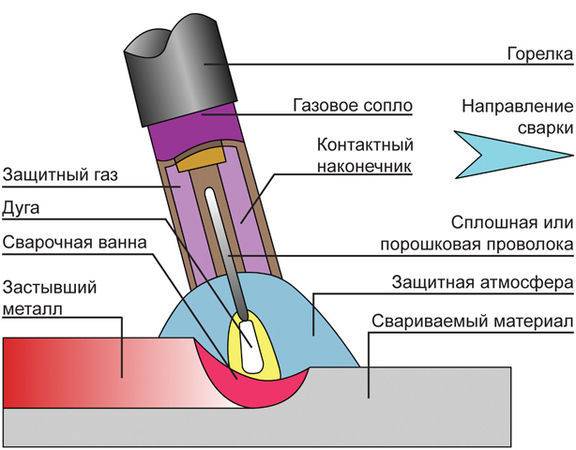
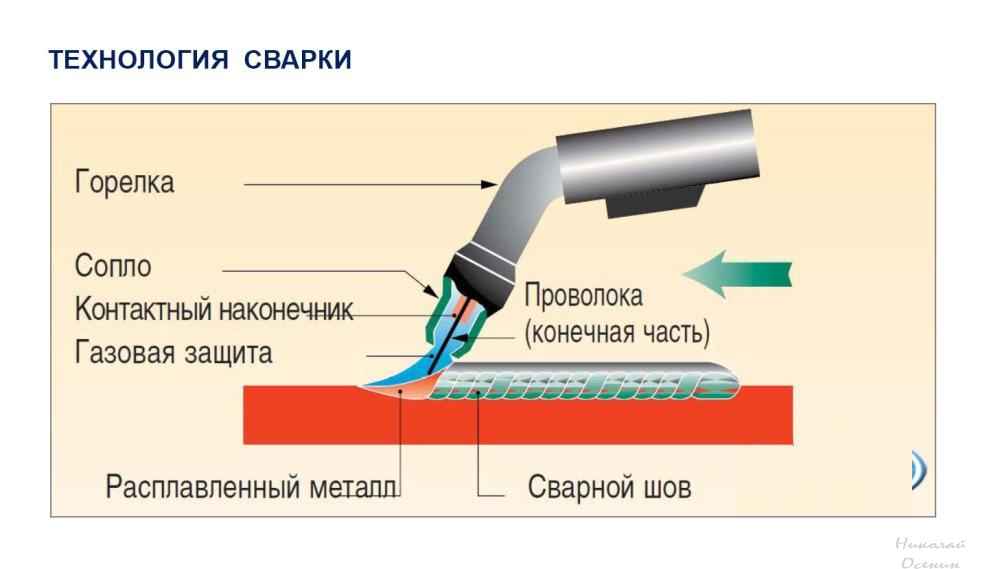
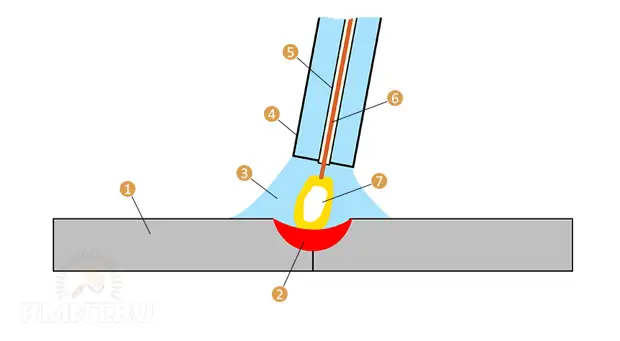 Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
Схема полуавтоматической сварки MIG/MAG: 1 — свариваемый материал; 2 — сварочная ванна; 3 — защитная атмосфера; 4 — газовое сопло; 5 — контактный наконечник; 6 — сварочная проволока; 7 — дуга
В качестве защитной среды могут использоваться активные газы, такие как кислород, азот и водород, либо инертные — аргон или гелий. На практике большинство сварщиков используют смесь аргона и углекислоты в соотношении 4:1, чего достаточно для большинства типовых задач. Варьировать смеси приходится при сваривании специфичных материалов, таких как латунь, дюраль или инструментальные высоколегированные стали.
Несмотря на высокую стоимость расходных материалов (газа и проволоки), сварка в полуавтоматическом режиме наилучшим образом подходит для освоения новичками по двум причинам. Первая — простота выполнения сварочного шва, необходимо лишь обратиться к справочной документации, чтобы установить соответствующие параметры инвертора для определённого типа соединения
Второй плюс это эргономика: полный визуальный контроль за состоянием шва, отсутствие ограничений в пространственном положении и, что самое важное, возможность сваривания даже очень тонких деталей. Из минусов можно назвать разве что привязанность к рабочему месту, хотя при использовании газовых баллонов малой ёмкости мобильность можно существенно повысить





