

Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.

Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.

Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.

Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.

Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Параметры ленточных пил
Такое оборудование приносит массу положительных моментов, если требуется обработка дерева. В домашних условиях она необходима при ведении малого бизнеса по производству мебели.
Некоторые типы пил позволяют дополнительно работать со следующими материалами:
- металл;
- синтетика;
- камень.
Высокая плотность этих материалов требует использования аппаратуры, которая включает детали и расходные части из усиленной стали. Если использовать стандартную сталь, то при обработке металла или камня диск и зубья за короткий период деформируются, поэтому требуется подготовка к работе заранее.
Учитывают не только вид обрабатываемого материала, но и производственные масштабы. От этого зависит выносливость и мощность покупаемого оборудования. Для разового использования можно купить дешёвую ленточную пилу или сделать её из подручных средств и инструментов, но для интенсивной работы требуется серьёзный и дорогой агрегат.
Размер и шаг зубьев полотна
При выборе пилы необходимо обратить внимание на размер самого станка. Требования описаны в инструкции при покупке агрегата, но существуют некоторые нюансы, которые там не указаны
Следует учитывать следующие дополнительные рекомендации при выборе пилы:
- Для продольного пиления выбирают широкие пилы, которые отличаются ровным и качественным пилением.
- В тех случаях, когда обрабатывается тонкая заготовка, используют инструмент с небольшой толщиной лезвия. Это важный параметр, ведь толстая пила при работе с тонким материалом повреждает его.
- Фигурная и контурная резка требует индивидуального подбора режущего элемента, но если нет возможности приобрести несколько вариантов пилы, тогда лучше выбирать средней вариант. С учётом выпускаемой ширины от 14 до 88 мм рекомендуется приобретать пилы со средним размером 35−40 мм.







При выборе следует учитывать следующие особенности работы:
- Крупный шаг зубьев используют исключительно при работе с тонким листовым материалом.
- Густая постановка зубьев на лезвии применяется при обработке больших полотен.
- Усреднённый вариант с переменной постановкой зубьев используется при работе с синтетическими материалами. Чтобы пила не забивалась отходами, увеличивается скорость резания.
Расположение зубьев и заточка
От разводки зубьев зависит качество обработки материала, вибрация, отсутствие деформации обрабатываемого материала и непосредственное влияние на срок эксплуатации станка
Учитывая принципы работы, важно подобрать правильный профиль. Существует несколько разновидностей профиля режущего элемента:
- Профиль, имеющий волнистую форму зубьев, используется для резки тонкого материала или заготовок небольших размеров.
- Стандартный вариант расположения зубьев используется для больших объёмов работы, контурной резки или вертикального типа монтажа станка. Зубья располагаются по обе стороны от центрального сегмента полотна, но существуют варианты с дополнительным расположением зубьев по центру.
- Самый дорогой тип профиля — это попарная (переменная) постановка зубьев. Такой тип пилы наиболее прочный из представленного ряда, эффективно справляется с нарезкой даже грубых и плотных сортов дерева, снижает нагрузку на рамку режущего элемента, что значительно увеличивает срок её эксплуатации.
Выбирая полотно, важно убедиться в хорошей заточке зубьев, однородности стали в разных участках пилы и ровности кромки
Если сосредоточить своё внимание именно на этих показателях, тогда получится купить расходный материал, который ранее ещё не использовался
У продавца следует уточнить возможности пилы
Например, некоторые экземпляры создают с учётом повторной заточки, причём важно спросить, сколько раз разрешается повторно обновлять зубья. Затачивать сегменты на пиле, которая не предусмотрена для этого, запрещено
Это лишняя нагрузка, которая затупит зубья или сломает их.
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.

Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм
Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.

Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
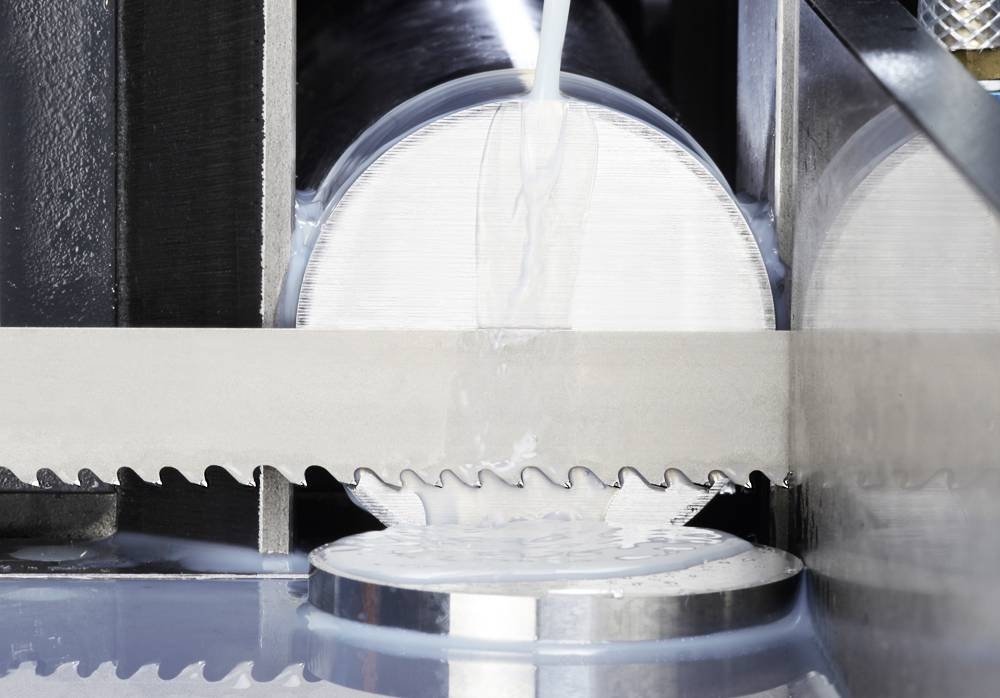
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Классификация
Деление на виды ленточнопильного инструмента производится по нескольким базовым параметрам. Это целевое назначение полотна. При выборе учитывается, для работы с каким материалом предназначено изделие:
- Пилы по дереву. Важна достаточная износостойкость и качество заточки. Деталь после обработки должна иметь ровный срез с минимальным допуском для чистовых операций. Для операций по дереву полотно выпускается в специальном исполнении. Рассчитан шаг зубьев, ширина ленты и прочностные характеристики стали. При ухудшении эксплуатационных качеств допускается ремонт и заточка.
- Пилы по металлу. В зависимости от прочности обрабатываемого материала выбирают модель ленточнопильного полотна с нужными параметрами, такими, как достаточность прочность режущей части, длина и шаг зубьев.
- Универсальные полотна. Предназначены они для работы с различными по структуре и прочности материалами. Одной пилой можно работать и по металлу, и по дереву. При очевидных плюсах есть и существенные минусы. Такие полотна будут проигрывать специализированным изделиям узкой направленности. Целесообразно применять такое ленточнопильное оборудование лишь при разнообразной работе в мастерских и небольших цехах, где такой выбор будет полностью оправдан. Несколько худшие эксплуатационные показатели компенсируются универсальностью. Нет необходимости перенастраивать ленточнопильное оборудование и менять полотно. Выпускается несколько модификаций с различными типами режущей кромки и шага зубьев, сделанные из различных марок стали. По ширине полотна разделены на типоразмеры от 6 до 54 мм.
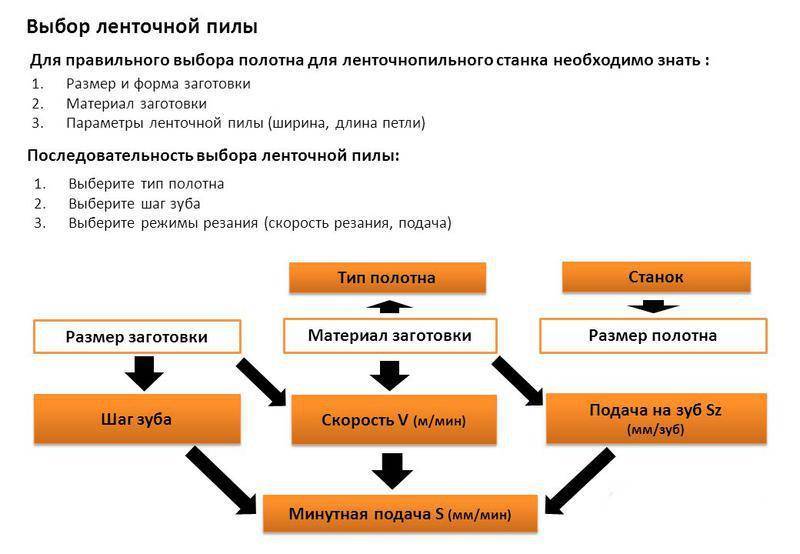
Выбор ленточной пилы
Немаловажное значение имеют качества режущей части. В зависимости от материала изготовления классифицируются полотна следующим образом:
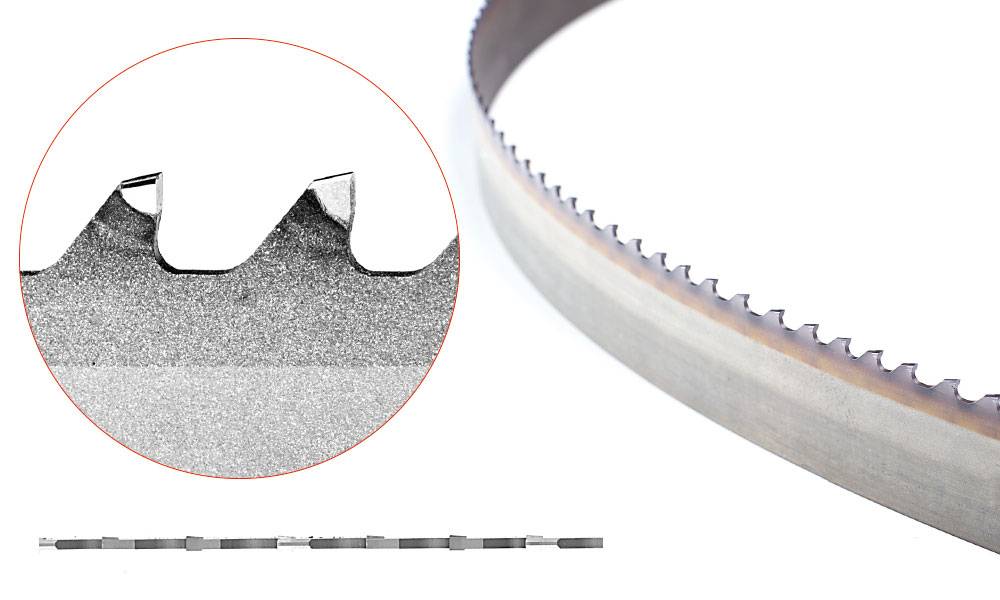
Биметаллические. Отлично подходят для работы с твердыми сплавами до 45 HRC. В список входят нержавеющие, жаропрочные и кислотоустойчивые стали.
Биметаллические ленточные пилы широко применяются, и популярность их растет, в силу их универсальности и отличных эксплуатационных характеристик.
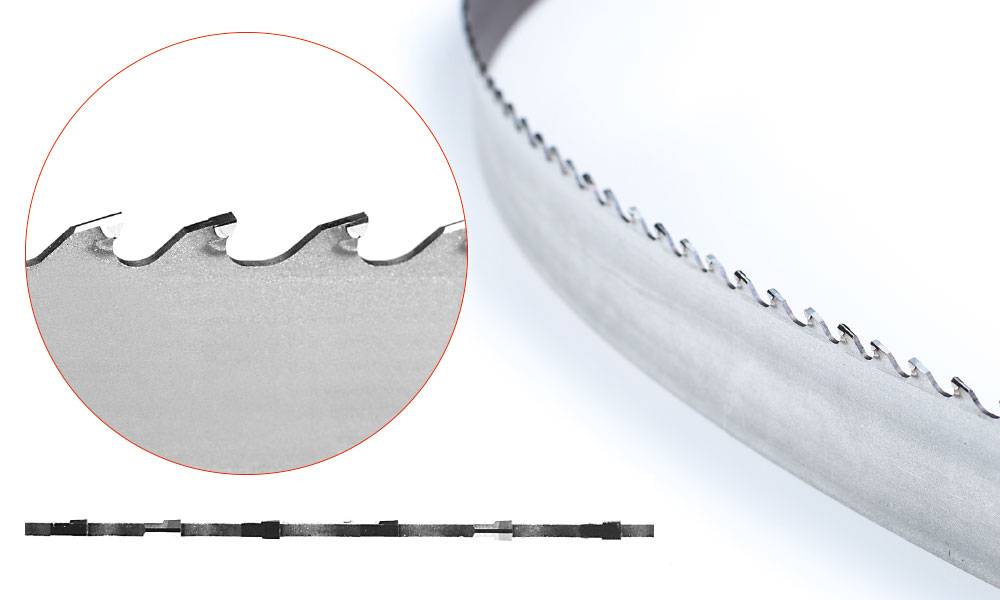
- Полотна из инструментальной стали. Очень большая группа ленточнопильного инструмента. Большинство производителей не раскрывают секретов по составу и изделия представлены очень разным по исполнению и химическому составу ассортиментом. Полотна недороги, долговечны при разумном использовании. Большинство пил по дереву сделаны из инструментальной стали. Допускают ремонт и многократную заточку.
- Твердосплавные пилы. Имеют особенности при эксплуатации. В первую очередь, выбор такого полотна обусловлен необходимостью резки труднообрабатываемых металлов с прочностью до 65 HRC. Неэффективны такие пилы при распиле вязких и мягких материалов. Требуют деликатного отношения. Не опускается чрезмерная ударная нагрузка. Напайки на зубьях из твердого сплава могут отвалиться. Ремонт этого вида ленточнопильного инструмента требует квалификации и специального оборудования. Так для заточки подойдет исключительно алмазный абразивный инструмент и специальный станок для сохранения геометрии полотна, шага и углов.
- Алмазные пилы. Самые прочные изделия этого класса. Напыление из алмазной крошки чувствительно к режимам обработки. Полотно рассчитано на применение в специальных ленточнопильных станках с обязательным жидкостным охлаждением. Используется в узкоспециализированных производствах для обработки сверхпрочных сталей, стекла и камня. Изделие дорогое и ремонт режущей кромки невозможен, поэтому используется только в узконаправленных областях.
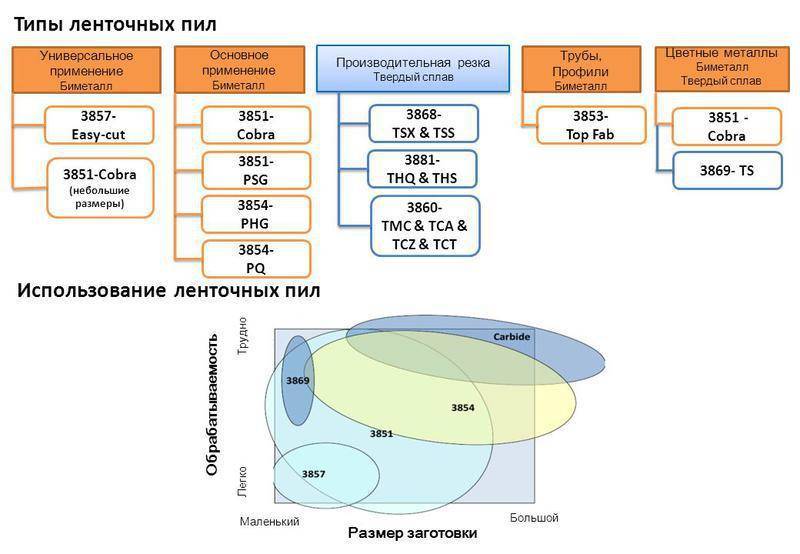
Типы полотен
Выбор полотна для ленточной пилы
Чтобы приобрести правильный инструмент, необходимо проверить его на соответствие ряду параметров. Такая предусмотрительность позволит добиться ровной линии среза, отсутствия трещин и сколов на заготовке. Для режущего инструмента выпускаются полотна нескольких типов, которые предназначены для работы:







- с камнем;
- металлом;
- деревом;
- синтетическими материалами.
Чем тверже сырье заготовки, тем плотнее сплав режущей части. На производство изделий идут композитные и твердые сплавы, сталь.
Как выбрать ленточную пилу по металлу?
Для работы с различными металлическими заготовками требуются полотна определенных типов:
- для резки высокоуглеродистых сталей подходят инструменты из композитных сплавов марки М-51;
- низко- и среднеуглеродистых сталей — биметаллическое полотно для ленточной пилы марки М-42;
- продолжительной резки жаростойких сталей — модели SP;
- резки титановых заготовок и никелевых сплавов — инструменты типа ТСТ.
Как подобрать ширину полотна
Размеры полотен ленточных пил по дереву и металлу следует выбирать с учетом характера работ. Ширина инструмента варьируется в пределах 14–80 мм. Стандартными считаются режущие части на 31–41 мм.
Чем шире пила, тем ровнее получится пропил. Так что при отсутствии инструкции для обычной резки выбирайте максимально широкое полотно, которое подходит для ленточнопильного станка. В этом случае материал будет подаваться максимально быстро.
Для контурного распила выберите пилу настолько узкую, чтобы она могла использоваться для вырезания углов и фигур в материале.
Зубцы ленточной пилы: основные параметры
чем больше зубцов, тем ровнее распил толстостенных заготовок;
при небольшой плотности зубцов уменьшается нагрузка на площадь заготовки;
при большом количестве режущих кромок напряжение при выполнении операций распределяется на всю поверхность пилы.
Зубцы стандартных размеров подходят для разделки тонкого материала и фигурной резки.
Крупные зубцы приспособлены для глубоких пропилов.
Режущие кромки малой высоты — оптимальный выбор для разделки тонкостенных листов.
крупный постоянный шаг подходит для разделки тонкостенных листов небольших размеров;
частые равномерно расположенные зубцы удачны при раскрое больших полотен обрабатываемого материала;
ленты с переменными зубцами подходят для обработки мягкого материала (пластика, цветного металла, древесины).
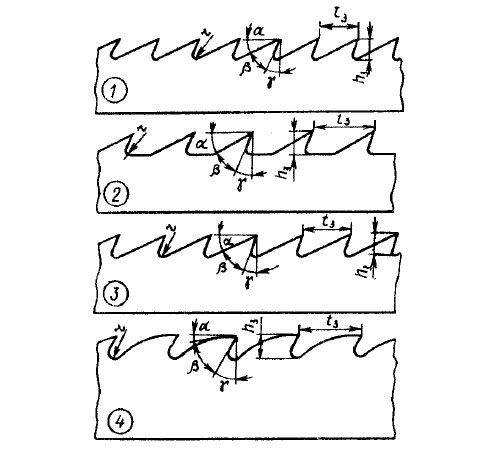
Изображение № 1: Определение шага зубцов ленточной пилы
Производители разрабатывают к номенклатуре изделий специальные руководства по подбору шага зубцов для различных типов проката (цельных заготовок, профилей, листов, труб).
Разводка зубцов определяет качество разделки материала, уровень вибраций во время операции и скорость стачивания инструмента.
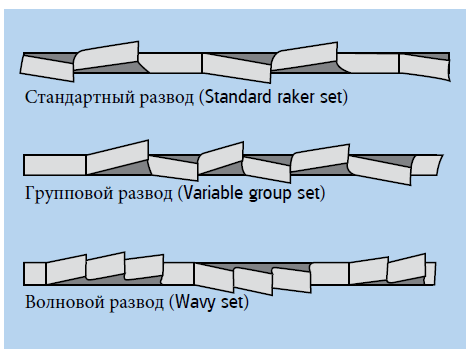
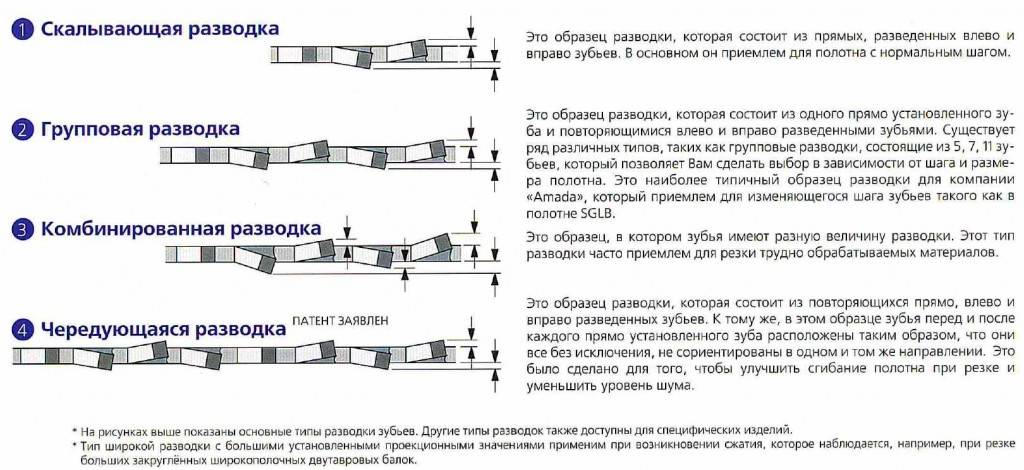
Изображение №2: схемы разводок зубцов ленточной пилы
По этому параметру все полотна делят на 3 группы.
Волнистый профиль. Зубцы расположены в виде волны по всей длине полотна ленточной пилы, имеют разный угол наклона. Волнистый профиль используют для резки тонких материалов и заготовок небольших размеров.
Стандартная разводка. Элементы кромки размещены попеременно в обе стороны, один зуб — в центре. Стандартная разводка подходит для пиления крупных металлических секций на горизонтальных станках, контурного пропила и обработки материалов на оборудовании с вертикальной подачей.
Групповая разводка. Зубцы на кромке расположены попарно с левой и правой сторон. Такие инструменты обеспечивают максимальную скорость и чистоту срезов при небольшой нагрузке на режущую деталь.
однородность материала режущей кромки;
ровность линии кромки.
Важно! Уточните при покупке, можно ли полотно затачивать и сколько допускается циклов обновления режущей кромки
Установка ленточной пилорамы.
Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Перед установкой ленточной пилорамы необходимо подготовить площадку. Площадку надо выбрать на твердом и горизонтальном месте с перепадами не более 3 см. Лучше всего пилораму устанавливать на бетонную подушку толщиной не менее 10см и по окончании установки закрепить станину пилорамы анкерными болтами диаметром 24мм и больше. Для выставления станины ленточной пилорамы по горизонтали предназначены регулировочные болты, которые расположены в углах половин станины. Остальные болты, которыми станина опирается на поверхность площадки, — опорные. Опорные болты выкручиваются по окончании установки и проверки уровня. Если поверхность площадки мягкая, надо подложить под регулировочные болты металлические пластины толщиной не меньше 10мм. Первый этап установки ленточной пилорамы достаточно простой. Станина пилорамы состоит из двух половин, которые надо стянуть между собой болтами. При стыковке и стягивании половин направляющие рельсы должны совпасть и между ними не должно быть зазоров! После чего отметьте места для сверления под анкерные болты. Сдвиньте станину ленточной пилорамы, просверлите отверстия и верните станину на место, совместив крепёжные отверстия на станине с отверстиями в бетоне. Если требуется, подложите под регулировочные болты металлические пластины. Можно приступать к следующему этапу установки ленточной пилорамы: выставлению станины по горизонтали. При установке станины ленточной пилорамы по горизонтали лучше всего использовать гидроуровень. Гидроуровень — это гибкий прозрачный шланг длиной на пару метров больше длины станины и диаметром от 15мм. Если не смогли найти прозрачный шланг, то концы шланга вставьте прозрачные гильзы с делениями, можно использовать медицинские шприцы подходящего диаметра. В шланге с водой не должно быть пузырьков воздуха, иначе трудно будет выравнивать, практически невозможно. При перемещении с гидроуровнем зажимайте/затыкайте торцы шланга пальцами, чтобы не проливать воду, но в момент измерения торцы должны быть открытыми. Сначала гидроуровнем определяем, какой из торцов станины ленточной пилорамы находиться выше, затем какой из краев торца выше. Относительно этого, самого высокого угла станины и будем выравнивать. Выравнивание надо делать только по верхнему краю направляющей. Для удобства, поперек станины, в месте стыка, можно положить ровный брусок или строительный уровень, по нижней грани которого и выставляем уровень. Итак, самый ответственный этап установки ленточной пилорамы пройден. Проверьте стыки направляющих. Выкручиванием опустите опорные болты до поверхности площадки, при необходимости подкладывая металлические пластины. Опорные болты лучше выкрутить рукой до упора, выкручивая ключом, есть опасность приподнять станину в месте опорного болта, и нарушить горизонтальный уровень. При выставлении уровней следите за тем, чтобы шланг гидроуровня не нахлестывался на станину. Например, если при диагональной проверке углов шланг положить по периметру, может не хватить длины шланга. В этом случае протащите шланг под станиной ленточной пилорамы, при выставлении уровней, шланг не должен лежать на станине. Устанавливаем на свои места упоры и зажимы бревна. Перед установкой пильной каретки необходимо очистить от консервации направляющие. Направляющие перед покраской смазываются литолом, и краску удалить будет не трудно. Если этого не сделать, то нанесенная поверх литола пленка краски, под давлением каретки разрушится, будет налипать на ролики каретки и мешать передвижению каретки по направляющим. Устанавливаем пильную каретку, роликами на направляющие и проверяем плавность хода по направляющим.
Основные характеристики ленточнопильных промышленных станков
Для бизнеса применяют выносливое оборудование, которое обладает большим ресурсом. Условно продукцию разделяют на 4 основные группы. Это станки для высокопроизводительной резки, для обработки цветных металлов, конструкционных и инструментальных сталей, а также ручные или настольные устройства.
При выборе станка обратите внимание на такие характеристики:
- мощность мотора и максимальная нагрузка на пильную раму;
- параметры вмещаемых заготовок, размер рабочего стола;
- конструкция рамы – одно-, двухколонная, наклонная, настраиваемая;
- тип направляющих пильной рамы – линейные, призматические, цилиндрические;
- механизмы автоматической очистки стружки, дополнительные функции.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.









Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.





