

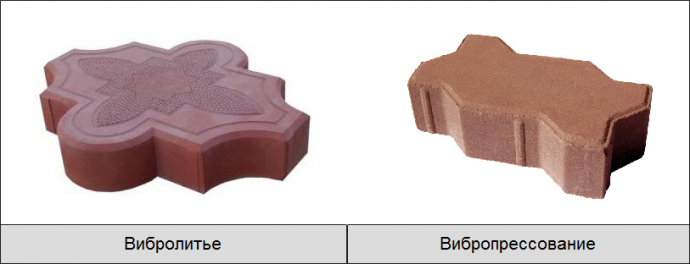
Тротуарная плитка вибропрессованная и вибролитая — сравнение характеристик
При выборе плитки потребитель сравнивает все характеристики — покрытие должно прослужить по-возможности не один десяток лет, быть безопасным, удобным в эксплуатации и конечно же сохранять как можно дольше привлекательный эстетичный вид.
Рассмотрим по-отдельности основные характеристики, которые сравнивают при выборе одного из двух вариантов покрытия.
Формы и геометрия

При выборе подходящей плитки потребитель опирается на детали проекта площадки или дорожки, которую будут выкладывать тротуарной плиткой.
Что касается размеров, то для вибролитой плитки практически невозможно добиться точного совпадения по толщине в пределах одной партии отливок — издержки применения ручного труда. Такие элементы покрытия крайне неудобно укладывать — сложно получить плоскую поверхность без перепадов по высоте.
Совершенно противоположная ситуация с вибропрессованием — автоматизация процесса позволяет производить плитку с точным соблюдением размеров.
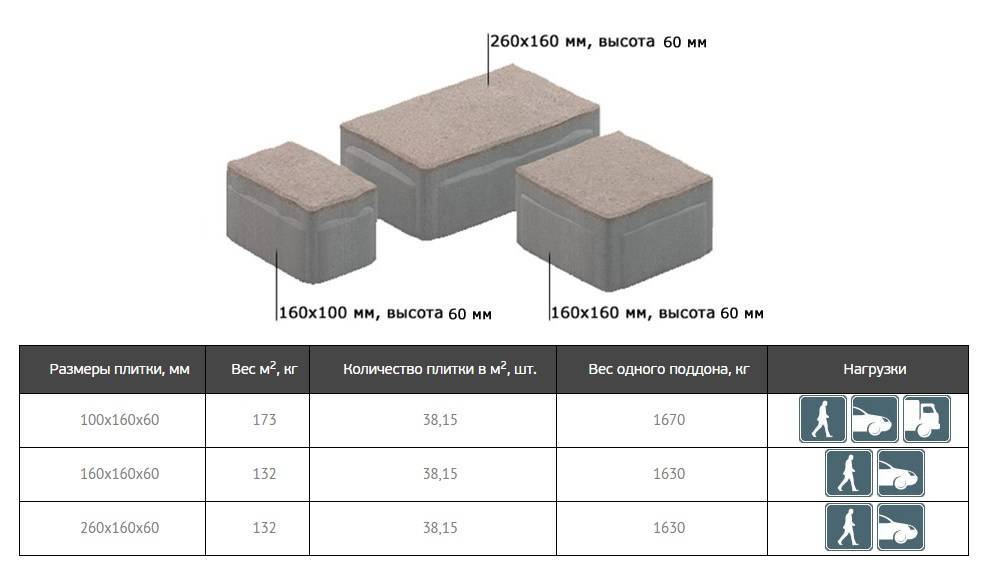
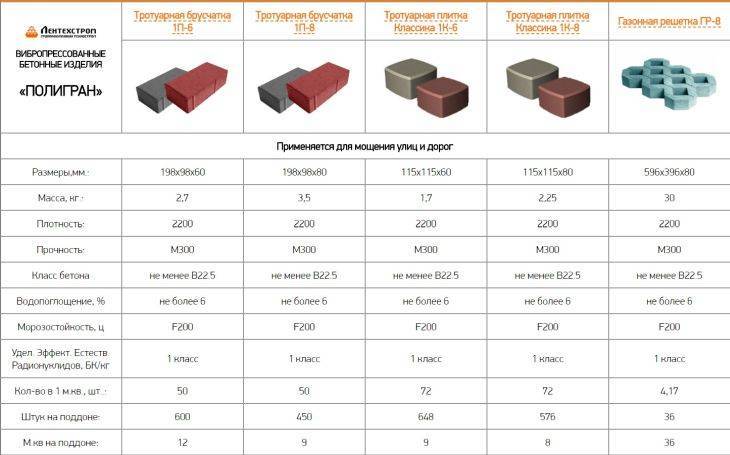
Толщину как правило выбирают в зависимости от предполагаемой нагрузки на дорожное полотно, чаще всего это 20 мм, 40 мм, 60 мм, 80 мм.
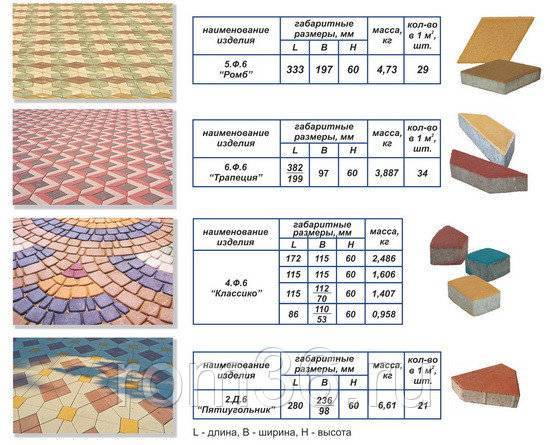
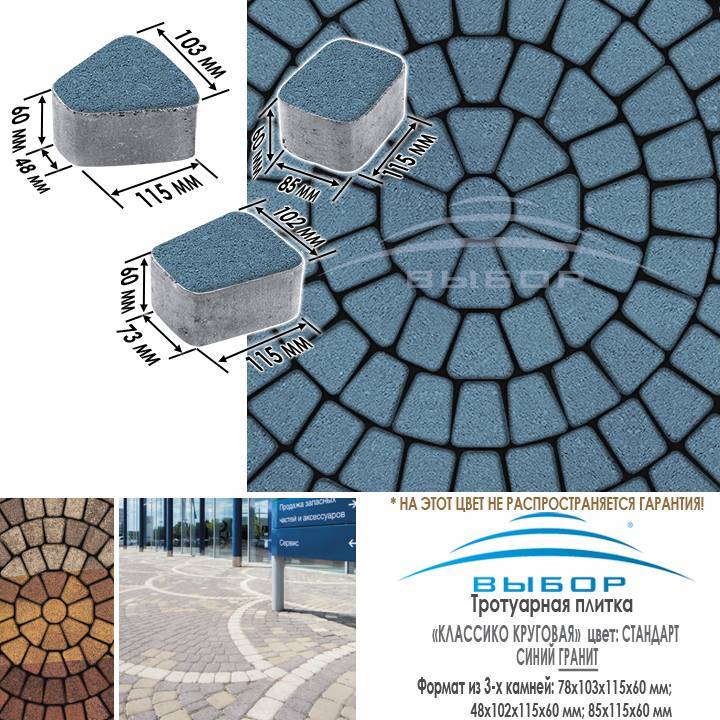
Вибролитьевой процесс заметно выигрывает с точки зрения возможности получения элементов покрытия самых разнообразных форм — ромба, квадрата, волны, клевера, кирпичика, мозаики, а еще молоток, ретро, чешуя, ромашка, и многие другие.
Структура

Различие структуры двух видов материала обусловлено технологическими особенностями производства:
- Вибролитая: неоднородность (похожая на текстуру) вызывает отслоения от основы в процессе эксплуатации плитки.
- Вибропрессованная: мелкопористый по всему объему однородный материал с большой прочностью и низким риском появления сколов и трещин.
Цвет и внешний вид
Цвет покрытия зависит от применяемого пигмента и может быть самым разнообразным, глубина цвета и оттенки зависят от сочетания пигментов и дозировки. В результате можно получить всю цветовую гамму — от белого до черного.
Вибропрессованная и вибролитая плитка несколько отличаются внешне:
- Вибролитая — гладкая блестящая поверхность, яркие оттенки и узоры со временем «выцветают» .
- Вибропрессованная — матовая плотная шероховатая поверхность искусственного камня, приглушенные тона не зависят от погоды и времени.
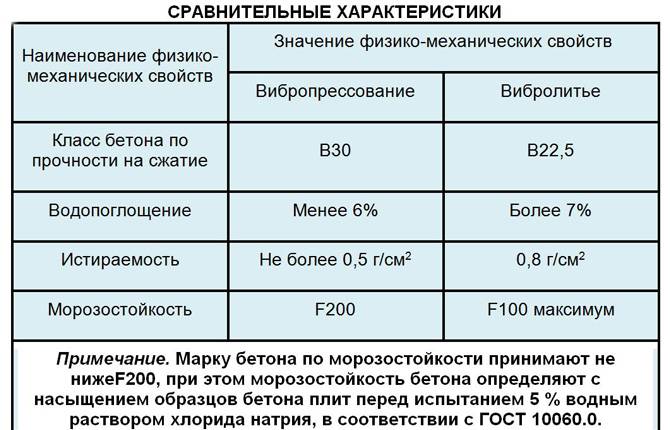
Морозостойкость, прочность и срок службы

Долговечность — важнейший фактор при выборе материала покрытия. Накоплена статистика по результатам многолетней эксплуатации двух видов тротуарной плитки:
- Вибролитая. Из-за низкой морозоустойчивости, невысокой прочности и быстрой истираемости материала на поверхности плитки появляются сколы, трещины и отслоения. При заявленном производителями сроке службы до 10 лет плитка сохраняет первоначальный вид 1-2 года, а через 5 лет уже потребует замены.
- Вибропрессованная. Высокая устойчивость ко всем видам воздействия окружающей среды (перепады температур, осадки, химические реагенты) и повышенная прочность искусственного камня дают возможность до 10 лет активно эксплуатировать плитку даже под нагрузкой грузового автотранспорта. Производители же дают гарантию до 25 лет, что вполне реально.
Вибропрессованная тротуарная плитка — что это такое?
Данная разновидность бетонных изделий производится путем прессования при участии оборудования, подвергающего материал воздействию вибрации. Используется цемент наивысшей марки (М500), что способствует упрочнению смеси. Кроме того, в состав входит песок и щебень. Это также повышает сопротивляемость изделия воздействию существенного давления. Плитка отличается способностью противостоять деформационным нагрузкам. При этом трещины в процессе эксплуатации не образуются.
Еще одной характеристикой вибропрессованной плитки является морозостойкость. Это обусловлено тем, что в процессе производства используется минимальное количество воды. В результате готовое изделие не отличается подвижностью. Это способствует сохранению целостности покрытия, увеличению срока эксплуатации.
При длительном контакте с водой материал не впитывает влагу. Благодаря этому он выдерживает воздействие низких температур и влияние перепадов температур. Влагостойкость материала обеспечивается еще и благодаря тому, что в состав входят гидрофобизаторы. Поверхность таких изделий не теряет привлекательность в течение длительного периода, т. к. характеризуется стойкостью к истиранию. Эти свойства обусловлены наличием в составе пластификаторов.
При выборе методики производства плитки учитывают тип поверхности. Например, изделия, которые получены по технологии вибропрессования, характеризуются шероховатостью. Они отличаются между собой по качеству: на некоторых присутствуют мелкие дефекты, что является особенностью производства, перепад высот в разных точках может достигать 2 мм. Отличие вибропрессованной плитки заключается в том, что на выходе получают изделия с ровными краями, при этом погрешность минимальная — до 0,5 мм.
Толщина варьируется в пределах от 3 до 7 см. Более тонкую плитку выбирают для облегченных условий эксплуатации: с целью укладки на участках с минимальной и умеренной механической нагрузкой. Аналоги толщиной до 6,5 см применяют для мощения участков, на которые оказывается повышенное давление: перемещаются легковые автомобили. Использование аналогов до 7 см толщиной оправдано в случаях, когда выполняется монтаж покрытия, предназначенного для перемещения грузового транспорта по нему.
Если в партии при осмотре обнаружены экземпляры с более выраженными дефектами (углубления до 6 мм), с заусенцами, это значит, что материал произведен по другой технологии. Вибропрессование исключает вероятность появления подобных проблем.
Как она изготавливается?
Такая тротуарная плитка лучше, потому что процесс ее производства полностью автоматизирован. Это значит, что дозирование и соединение компонентов, а также дальнейшее прессование производится без участия человека. Соответственно, качество окрашивания таких изделий выше. Еще одним преимуществом является использование полусухих смесей. Эти основные моменты обеспечивают проявление улучшенных свойств материала: прочности, морозоустойчивости.
Подробнее о технологии производства:
- используются пресс-формы;
- емкости установлены на станине, которая подвергается воздействию вибрации;
- одновременно на материал давит пуансон, который тоже вибрирует, усиливая действие вибростола;
- механическое давление на бетонную смесь оказывается до момента, пока она не будет максимально уплотнена;
- затем пуансон извлекается, емкость удаляется, на столе остается только готовое изделие.
Отличные показатели качества такой плитки обусловлены тем, что при производстве используются формы с ровными стенками. Под воздействием вибрации материал плотно прилегает к емкости, в результате заготовка повторяет ее форму. Значит, вероятность появления заусенцев и других дефектов на боковых стенках минимальная.
Как производят фигурные элементы мощения
В изготовлении элементов применяется съемная опалубка, внутри которой происходит отливка будущей продукции. Такой способ позволяет получить качественный продукт методом вибролитья, у которого, однако, есть свои минусы. Гладкая поверхность лицевой стороны выглядит красиво, но является небезопасной зимой. Покрываясь льдом, такие дорожки становятся очень скользкими.
Чтобы исправить этот минус, производители освоили еще один метод изготовления ФЭМ с отличными эксплуатационными свойствами – вибропрессование. Поверхность таких элементов неровная, шершавая, с естественным антискольжением.
Что представляет собой вибролитая плитка и технология ее изготовления?
Основной проблемой данного отделочного материала является использование большого количества воды. Плитка, полученная методом вибролитья, уступает по свойствам вибропрессованному аналогу. Изделия производятся с применением ручного труда, что часто негативно влияет на качество продукции. За счет использования большего количества жидкости снижается морозостойкость. Это обусловлено тем, что в процессе испарения влаги из вибролитой плитки образуются пустоты. В них попадает вода, из-за чего изделия под воздействием низких температур быстрее промерзают.
В результате структура материала постепенно разрушается. Данная особенность негативно влияет на прочность и срок годности плитки. Тонкости производства:
- влажная масса закладывается в емкость, при этом она подвергается штыкованию или действию вибрационного оборудования с целью уплотнения материала;
- используется форма, выполняющая роль опалубки;
- подготавливают раствор: цемент, вода, песок, гранотсев, пластификаторы;
- заготовки подвергаются воздействию вибрации, при этом из структуры материала выходит воздух, цементное молочко удаляется к стенкам формы.
Вибролитьевая плитка уступает фасадной по габаритам, поэтому производители в процессе изготовления не применяют глубинный вибратор. Используется метод литья и уплотнения вибрационными волнами на специальном оборудовании (вибростоле). При реализации технологии вибролитья добавляется в цементную смесь пигмент. Данные изделия характеризуются гладкой поверхностью. Однако извлекаются они из форм с трудом. Упростить этот процесс можно, поместив емкости в горячую воду на несколько минут.

Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.






При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
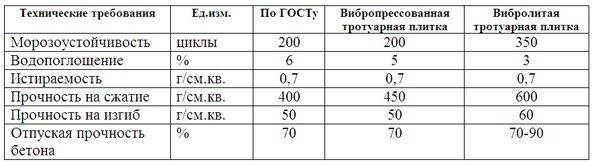
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Как выбрать качественную тротуарную плитку?
Прогресс не стоит на месте, технологии совершенствуются, после вибролитья появилась технология вибропрессования, позволившая получить продукт с улучшенными характеристиками. А теперь и этот метод умудрились улучшить.
Каждый производитель хвалит свою, у каждого она лучшая. Как разобраться, что там на самом деле с характеристиками?
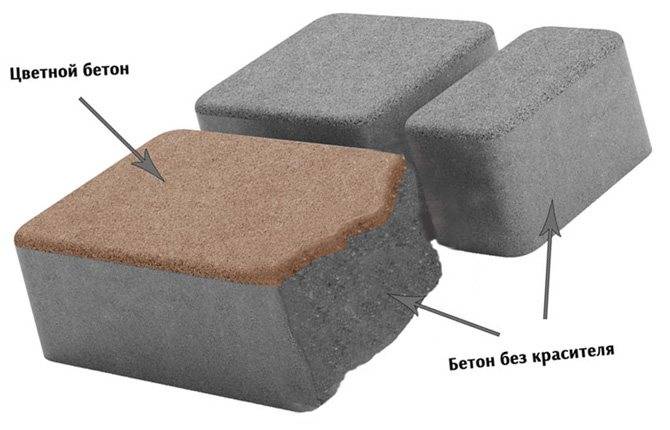
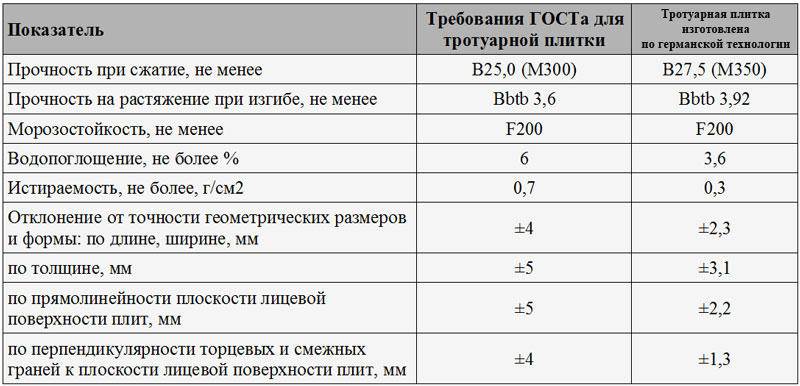
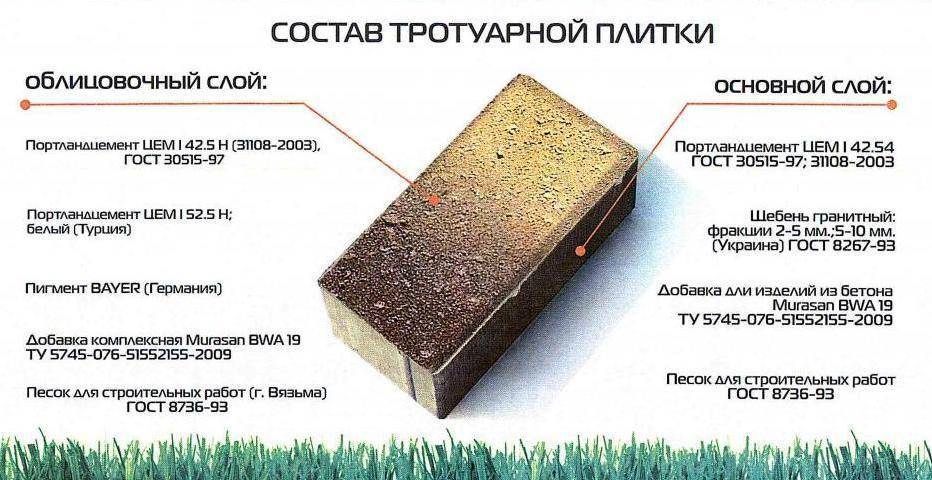
Наиболее технологичным и современным методом производства тротуарных плит является технология двойного полусухого вибропрессования. Изделие состоит из двух слоев: верхнего – лицевого и нижнего – основного. Лицевой слой бетонной плиты выполняет декоративную функцию и внешне имеет ряд эстетических преимуществ по сравнению с однослойной вибролитьевой продукцией. При этом данная технология позволяет в основном слое изделия применять заполнители крупных фракций, а именно гранитный щебень для улучшения технических характеристик бетона (прочность, морозостойкость, истираемость и т.д.). В лицевом слое применяются пески различных фракций, что в свою очередь увеличивает степень уплотнения бетонной смеси и ведет к увеличению срока службы тротуарных плит (25 лет до первого капитального ремонта).
Но учитывая реалии нашего рынка, доверять нужно не словам, и даже не своим глазам, а документам.
Для того чтобы удостовериться в качестве тротуарных плит, необходимо запросить у завода-изготовителя паспорт качества продукции, в котором отображены основные технические характеристики
Стоит обратить внимание производятся ли изделия по Техническим условиям (ТУ) или согласно общепринятому ГОСТ. Также стоит запросить сертификаты на тротуарные плиты или посетить сайт производителя
Крупные, надежные производители предоставляют всю информацию о своей продукции в открытом доступе.

Бизнес план производства тротуарной плитки
Открытие любого бизнеса начинается с написания подробного бизнес-плана. Рассмотрим подробнее пункты, которые должны в него входить.
Регистрация бизнеса
Для завода по производству тротуарной плитки можно зарегистрировать ООО либо ИП. Первый вариант подойдет, если вы собираетесь вести бизнес с размахом. Однако для небольшого производства вполне подойдет форма индивидуального предпринимательства, которую и оформить, и вести гораздо проще. Для регистрации понадобятся:
- копия удостоверяющего личность документа;
- квитанция об уплате госпошлины;
- заявление, заверенное нотариусом.
Необходимо будет встать на учет в пенсионный и налоговый фонды. Для такого производства подойдет упрощенная система налогообложения с 6% от выручки. Также можно выбрать оплату 15% от разницы доходов/расходов. По этому вопросу лучше проконсультироваться у опытного бухгалтера.





Выбирайте код ОКВЭД 23.61 (Производство изделий из бетона для использования в строительстве), а также 23.31 (Производство керамических плит и плиток).
Как уже говорилось, никаких лицензий производство не требует, однако понадобятся разрешения СЭС и пожарной службы. Также понадобится заключить договор с соответствующей организацией на уборку мусора.
Оборудование для производства тротуарной плитки
Прежде, чем приобретать оборудование, необходимо определится с технологией производства. Однако в любом случае вам понадобятся:
- бетономешалка;
- формы для заливки разных форм (могут быть резиновые, пластиковые, металлические);
- стеллажи, поддоны для сушки и укладки готовой продукции (можно изготовить самостоятельно);
- емкости для подогрева и мытья формочек;
- весы;
- приспособления для упаковки готовой плитки.
Для технологии вибропрессования необходимы дополнительно вибростанок и специальные прессовочные паллеты. При выборе метода вибролитья необходим вибростол.
Где именно приобретать оборудование — выбор самого предпринимателя. Отечественный рынок переполнен производителями станков. Продукция китайских производителей отличается более демократичной ценой.
Однако выбирая китайское оборудование, следует помнить, что если станок выйдет из строя, может быть весьма затруднительно найти деталь на замену и даже специалиста, способного починить агрегат. При этом станки российских производителей отличает достойное качество.
Требования к помещению
Помещение нужно будет искать в промышленной зоне города и оно должно быть большим, Понадобится площадь 70-100 кв.м., на которой расположатся основной цех, складское помещение, помещение для сушки. Основные требования:
- наличие водопровода и канализации;
- трехфазного электричества;
- мощная вытяжка.
Оно должно быть утепленным и отапливаемым, температура в сушильных камерах не должна падать ниже 40 градусов. Месторасположение не имеет особого значения, однако для экономии неплохо иметь в непосредственной близости цеха по производству сырья.
Персонал
Вам понадобятся 4-5 разнорабочих, в чьи обязанности будет входить:
- замес бетонной смеси;
- заполнение формочек;
- контроль сушки;
- упаковка и отправка на склад готовой плитки.
Технология производства тротуарной плитки вибропрессованием
Технология вибропрессования заключается в одновременном воздействии на бетонную смесь вибрации и давления. При этом из раствора удаляются воздушные пузырьки, что позволяет ему лучше обволакивать частицы твердого заполнителя. В результате произведенная тротуарная плитка имеет более ровную поверхность.
Приготовление бетона
Создание вибропрессованных изделий соответствующих требованиям ГОСТа начинается с подбора материалов необходимого качества.
В состав бетонной смеси для вибропрессования входят следующие компоненты:
- Вяжущее: цемент марки М500. Он обладает более высокой прочностью и ранним схватыванием по сравнению с цементом марки М400 и ниже.
- Наполнитель: крупнозернистый песок – в качестве мелкого заполнителя (оптимальная фракция 2.5 мм.), и щебень – в качестве крупного заполнителя (фракция от 5 до 10 мм.).
- Вода
- Добавки: красители, пластификаторы
Приготовление бетонной смеси осуществляется в бетоносмесителях принудительного типа.
Требования к бетонному составу для изготовления брусчатки вибропрессованием
Технология изготовления тротуарной плитки вибропрессованием предполагает использование жестких/сверхжестких бетонных смесей. Растворы с низким водоцементным соотношением применяют для производства изделий с высокими показателями морозостойкости (F-200 и выше), а также низким водопоглощением. Кроме того, вибропрессованные материалы отличаются точностью геометрических размеров и правильностью форм.
Жесткость бетона можно определить по осадке конуса бетона. Это самый простой, быстрый и практичный метод, который дает достаточное представление о подвижности бетонной смеси. Для того чтобы провести испытание, необходим специальный усеченный конус, сделанный из листового металла (конус Абрамса).
Емкость в три приема заполняют подготовленным бетонным раствором, уплотняя его металлическим стержнем. После этого конус переворачивают, устанавливают на ровную поверхность, форму снимают. Когда смесь перестанет давать усадку, измеряют разницу между изначальной высотой раствора, находящегося в форме и высотой осевшего бетонного раствора после ее снятия. Если эта разница менее 50 мм., то смесь считается малоподвижной. Такой раствор применяют в изготовлении тротуарной плитки вибропрессованием, так как процесс формования материалов из жестких и малоподвижных смесей требует воздействия давления и вибрации для устранения пустот, нарушающих монолитность и, как следствие, прочность бетонного изделия.
Нарушение водоцементного соотношения (разбавление раствора водой) может значительно снизить прочность бетона.
Формование
o Процесс начинается с того, что на вибростол вибропресса помещается деревянный поддон, на который устанавливается матрица. Это специальная металлическая форма, которая определяет внешний вид и размеры будущего изделия.
o Далее матрицу заполняют уже готовым бетонным раствором.
o Для того, чтобы смесь лучше заполнила форму, кратковременно включают вибрацию.
o Формование изделия происходит под действием вибрации и пуансона, который, опускаясь, входит в матрицу и оказывает давление на смесь.
o После окончания формования матрица с пуансоном поднимаются, а на поддоне остается готовая тротуарная плитка, которую, не снимая с поддона, перемещают в зону сушки.
Сушка
Процесс сушки и окончательного затвердевания может происходить как в естественных условиях, так и в специальных пропарочных камерах с поддержанием необходимой температуры и влажности.
Сушка в естественных условиях – процесс длительный, занимает до двух суток, в зависимости от температуры и влажности окружающей среды. В пропарочных камерах сушка происходит от 4 до 8 часов.
Способы производства тротуарной плитки
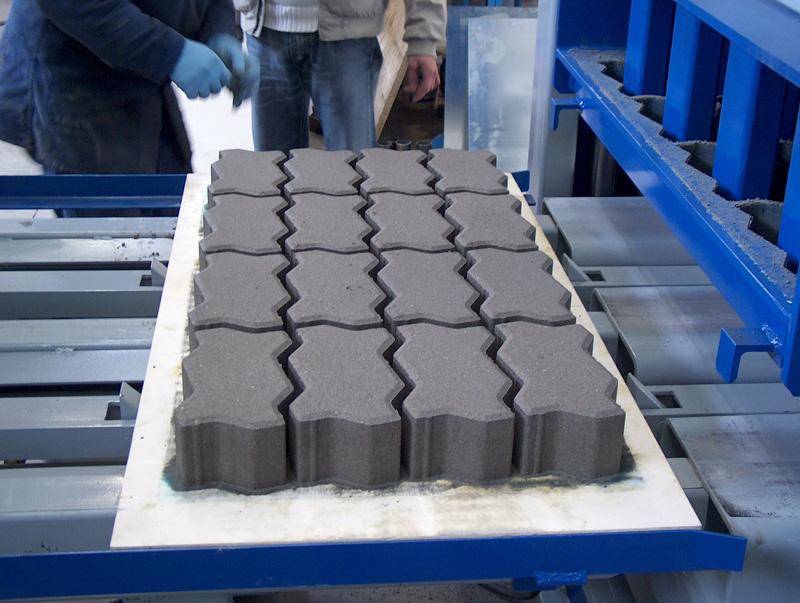
Рисунок 2. Изготовление вибропрессованной плитки
Технология производства тротуарной плитки вибропрессованием позволяет получать из аналогичного сырья (как при методе вибролитья) изделия на современном оборудовании в заводских условиях. Способы выпуска продукции весьма схожи, однако использование автоматизированной линии позволяет выполнять потоковый выпуск брусчатки:
- автоматика точно организует дозирование ингредиентов бетонной смеси;
- формы различной конфигурации заполняют полусухим веществом — минимум воды существенно сокращает период твердения смеси;
- каждая выпускаемая партия имеет одинаковую толщину и размеры;
- смесь уплотняется на вибропрессе при одновременном воздействии динамической и статической нагрузки, благодаря чему в изделии гарантированно отсутствуют полости либо иные дефекты;
- изъятие заготовок из формы происходит автоматически;
- возможно изготовление изделий с двумя слоями, обладающих повышенной прочностью;
- поточное производство позволяет минимизировать участие людей при выпуске значительных партий продукции.
Эти параметры определяют явное преимущество изделий, изготовленных способом вибропрессования.
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?
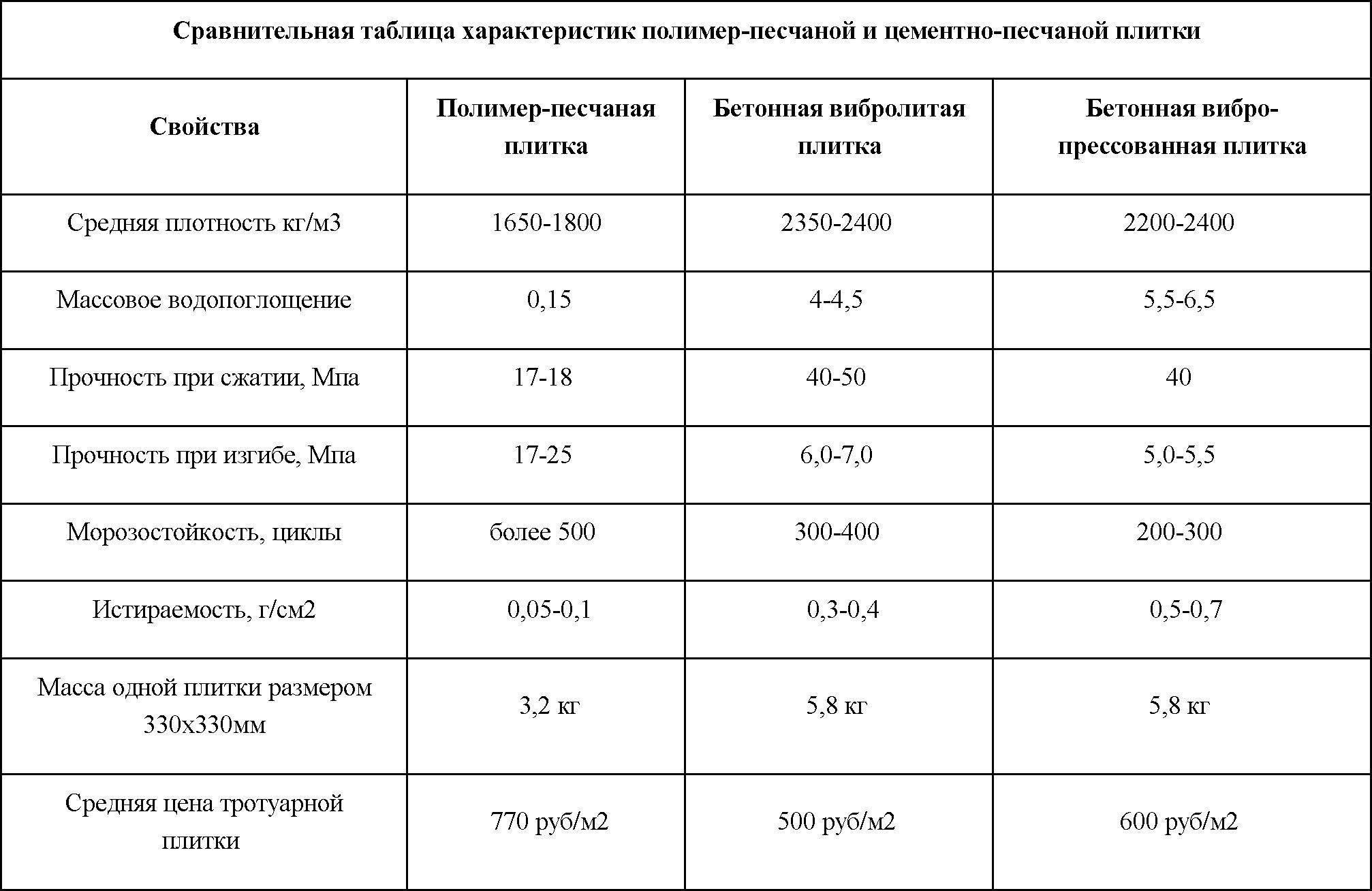
При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости. Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.
Статистика ремонтов дорожного полотна показывает, что дороге из вибропрессованной плитки 1-й ремонт потребуется не менее, чем 25 лет, тогда как для литой межремонтный период составляет 5-10 лет. При этом только 20-30 % прессованных элементов дороги потребуют замены, тогда как у литых изделий этот показатель достигает 70-80%.



Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.
Новый гост на тротуарную плитку. Что изменилось?
С 1 марта 2021 г. после длительных обсуждений и согласований введен в действие в качестве межгосударственного стандарта ГОСТ 17608-2017 «Плиты бетонные тротуарные», взамен предыдущему ГОСТ 17608-91.
Стандарт разработан НИИЖБ им. А.А. Гвоздева ( АО «НИЦ «Строительство») и Ассоциацией «Производителей мелкоштучных бетонных изделий», в которую входят такие компании, как Braer, Выбор С, Каменный Век, Steingot.
Эксперты «Мегаполис Про» проанализировали новый ГОСТ 17608-2017 и выделили основные новшества и важные моменты.1. Бетонные плиты стали подразделять на группы эксплуатации в зависимости от нагрузок и воздействий:Группа А – Тротуары улиц местного значения, пешеходные и садово-парковые дорожки, газоны, придомовые территории частных строений (без заезда легкового и грузового автотранспорта), эксплуатируемые кровли зданий и сооружений.Группа Б – Тротуары магистральных улиц, пешеходные площади и посадочные площадки общественного транспорта, велосипедные дорожки.

2185 вариантов тротуарной плитки в нашем шоу-руме от 12 заводов
ПодробнееГруппа В – Дороги с малоинтенсивным движением (внутриквартальные проезды) и площади, территории стоянок легкого автотранспорта, территории АЗС.Группа Г — Зоны высокой нагрузки (территории для стоянок грузового автотранспорта, порты и доки).2. Для плит группы Б и выше, с целью обеспечения физико-механических характеристик, при приготовлении бетонных смесей обязательно применение щебня по ГОСТ 8267.3. Минимальная допускаемая толщина изделий – 40 мм.

1043 руб. за кв. м.
Прямоугольник Braer 40 мм Прайд
Перейти в каталог
Брусчатка толщиной 40 мм завода BRAER4. Вводятся допустимые соотношения габаритов (длины и толщины плит) не более указанных в п. 4.2.3. (за исключением армированных конструкций).

Организация производства
Зачастую частные застройщики, сталкиваясь со случаями подделки наиболее известных видов и марок тротуарной плитки, предпочитают изготовить небольшое количество плиточного материала в кустарных гаражных условиях.
Для этого потребуется:
- Гравийный отсев нескольких видов;
- Чистый речной песок, мытый, без глины и растительных остатков;
- Цемент марки М500;
- Бетономешалка на 50 л;
- Вибростол и формы нескольких видов плитки.
К сведению! Качество процесса вибролитья во многом зависит от конкретных условий изготовления плиточного материала. Иногда часами приходится подбирать вязкость смеси,
пропорции материалов, пробовать разные виды форм и режимы работы, прежде чем удается получить плотную и монолитную тротуарную плитку.
Кроме того, нужно позаботиться о емкости с чистой водой и транспортном оборудовании, например, тележке или электрическом подъемнике, так как формы с готовой плиткой могут весить несколько десятков килограммов. Отлитые формы нужно будет подогреть, извлечь и перевезти на сушку в течение 20 суток.





