

Общие технологические приемы сварки ПП-труб
Перед началом сварочных процессов требуется тщательным образом проанализировать сборочную схему. А также и очередность выполнения соединений. Для этого выполняют эскиз с обозначением основополагающих элементов. После сварки полифузное соединение становится неразъемным. Вот здесь могут возникнуть условия, когда выполнение следующего сварного участка станет невозможным. Это особенно часто происходит при сварке полипропиленовых труб в малодоступных зонах. Поэтому непродуманная схема обвязки, может привести к необходимости демонтажа уже собранных узлов.
В процессе монтажа пропиленовых сантехнических деталей и узлов необходимо учитывать их физические качества — способность значительно расширяться при нагревании. Особенно данное предостережение имеет отношение к ПП-трубам с расширением – 0.151 мм/м*К . По этой причине, перед тем как паять полипропиленовые трубы для отопления с длинными лучами, потребуется разместить на линии специальные технологические устройства – компенсаторы, способные принять на себя нагрузку от такого расширения.
Отсутствие термокомпенсации ведет к серьезным синусоидальным деформациям геометрии труб. В результате чего могут произойти разрывы. А также вырваны крепления, а то и плитки либо штукатурки, при скрытой проводке инженерных сетей. Термическая деформация армированных труб в 5 раз меньше ПП-изделий. В результате чего они являются более предпочтительными для установки в системах теплоснабжения.
Правила крепления трубных конструкций
Основательное соединение между собой участков инженерных сетей из полимеров требует большего внимания, чем для металлических труб. По мере увеличения протяженности таких линий они должны жестко закрепляться на опора. Шаг монтажа и вид опор устанавливаются проектным расчетом в зависимости от площади сечения ПП-труб, и от температуры греющей среды. Несоблюдение рекомендаций по вариантам крепления способно привести к выгибанию линии прокладки трубопроводов, особенно, из-за горячего теплоносителя и гидроударов под вибрационным воздействием давления воды.
Рекомендуемый шаг опор
Стояки водопроводных труб до 32 мм допускается закреплять с промежутком между хомутами до 10 м. В варианте, когда диаметр применяемых труб больше, то разрешенный шаг – 15 м.
Устанавливая варианты крепежа, требуется наблюдать за тем, чтобы они не мешали линейному расширению полимерных труб. Для этого рекомендуется выполнить установку скользящих опор. По контуру устанавливают специальные компенсаторы.
Перед тем как паять полипропиленовые трубы для отопления, необходимо учитывать, что запорные вентиля в ПП-системах теплоснабжения с Ду более 32 мм также должны иметь жесткое крепление. При меньших сечениях труб также предпочтительны такие фиксации, чтобы исключить возможность передачи нагрузок на трубопроводы от установленной арматуры.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

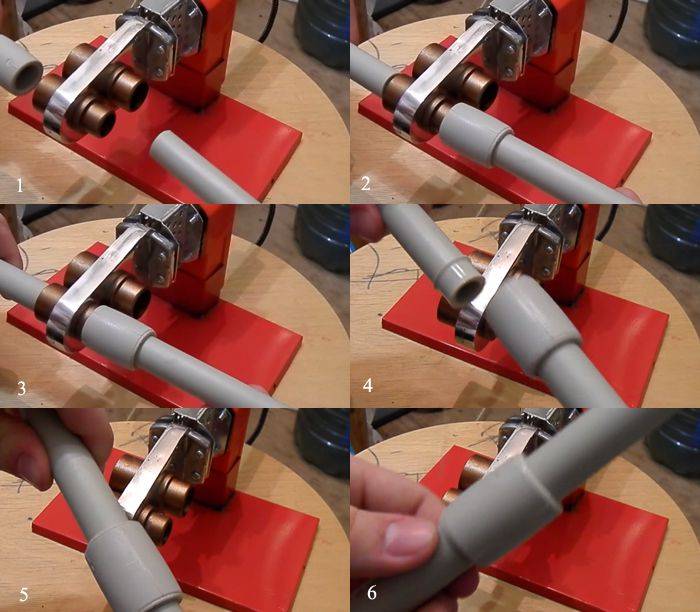
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.
Купить паяльник для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой; металлическая плита; терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра; тэн. Важнейшей его характеристикой является мощность; съемные насадки разного диаметра
Они крепятся на металлической плите
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры








На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.
Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу
Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.
Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Инструменты для сварки полипропиленовых труб

Сварочный аппарат
Для сварки труб из полипропилена, используемых в системах водоснабжения (горячего и холодного) и отопления достаточно использовать стандартный набор инструментов, включающий в себя:
- Сам паяльник для полипропиленовых труб;
- Нагревательные насадки;
- Рулетку;
- Ножницы;
- Болты, при помощи которых насадки крепятся к сварочному аппарату;
- Уровень;
- Шаблон для отверстий;
- Шестигранник.
Сварочный аппарат, мощность которого может достигать 1500 Вт, работает от электрической сети 220 В. Небольшой вес аппарата облегчает его транспортировку, а удобная рукоятка позволяет выполнять соединение труб в различных положениях.
Кроме того, аппарат оснащен выключателем и регулятором температуры, позволяющим поддерживать постоянную температуру в 260°. В момент включения аппарата на нем загорается индикатор красного цвета, который гаснет после того, как получена нужная температура и можно использовать аппарат.
Насадки

Пример насадок
Важнейшим элементом сварочного аппарата являются сварочные насадки, предназначенные для нагревания наружной и внутренней поверхностей соединяемых деталей.
В стандартном комплекте сварочного аппарата обычно имеются насадки, диаметр которых составляет 16-40 мм.
Тефлоновая оболочка позволяет защитить насадку от воздействия расплавленного пластика, а также снизить воздействие на свариваемый пластик со стороны нагревательного элемента, повышая качество сварки.
Кроме того, тефлоновое покрытие предотвращает прилипание к аппарату расплавленного пластика.
Насадки для сварки состоят из двух частей:
- В деталь, имеющую отверстия, вставляют полипропиленовую трубу;
- На деталь, имеющую выступающий буртик, одевают фитинг.
В результате происходит равномерное нагревание до 260° как наружной стороны трубы, так и внутренней стороны фитинга из полипропилена. Крепление насадки к сварочному аппарату осуществляется с помощью имеющихся в комплекте с аппаратом болтов.
Болты, крепящие насадки к аппарату, закручиваются с помощью входящей в комплект цилиндрической отвертки (иногда – шестигранника). Установку насадок следует выполнять до начала нагревания, а заменять насадки под нагревом допускается только в крайних случаях.
Резка труб перед сваркой

Ножницы для полипропиленовых труб
Для нарезки перед сваркой труб из полипропилена диаметром не более 32 мм используются ножницы, лезвия которых изготовлены из стали высокого качества. На данные ножницы предоставляется 1 год гарантии с условием, что они будут применяться только при резке полипропиленовых труб.
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Как сваривать полипропиленовые трубы
Для монтажа трубопровода в домашних условиях обычно применяется диффузионный горячий метод муфтового соединения. Для этого понадобится специальный инструмент:
- аппарат с нагревательным элементом любой модели;
- насадка нужного размера;
- труборезные ножницы;
- торцеватель – инструмент для зачистки края от фольгированного слоя;
- нож для зачистки реза;
- линейка или штангенциркуль;
- маркировочный карандаш;
- уровень.
Подготовительный этап
Как правильно начать работу:
- фитинги и концы отрезков аккуратно очищают от пыли, грязи, обезжиривают тампоном, смоченным в спирте – от этого зависит прочность спайки;
- убирают с краев все заусенцы;
- счищают фольгированный слой;
- устанавливают паяльник в рабочее положение;
- делают разметку, отмечают зону разогрева верхнего слоя.
Чтобы получилось качественное и герметичное соединение, важно четко соблюдать технологию
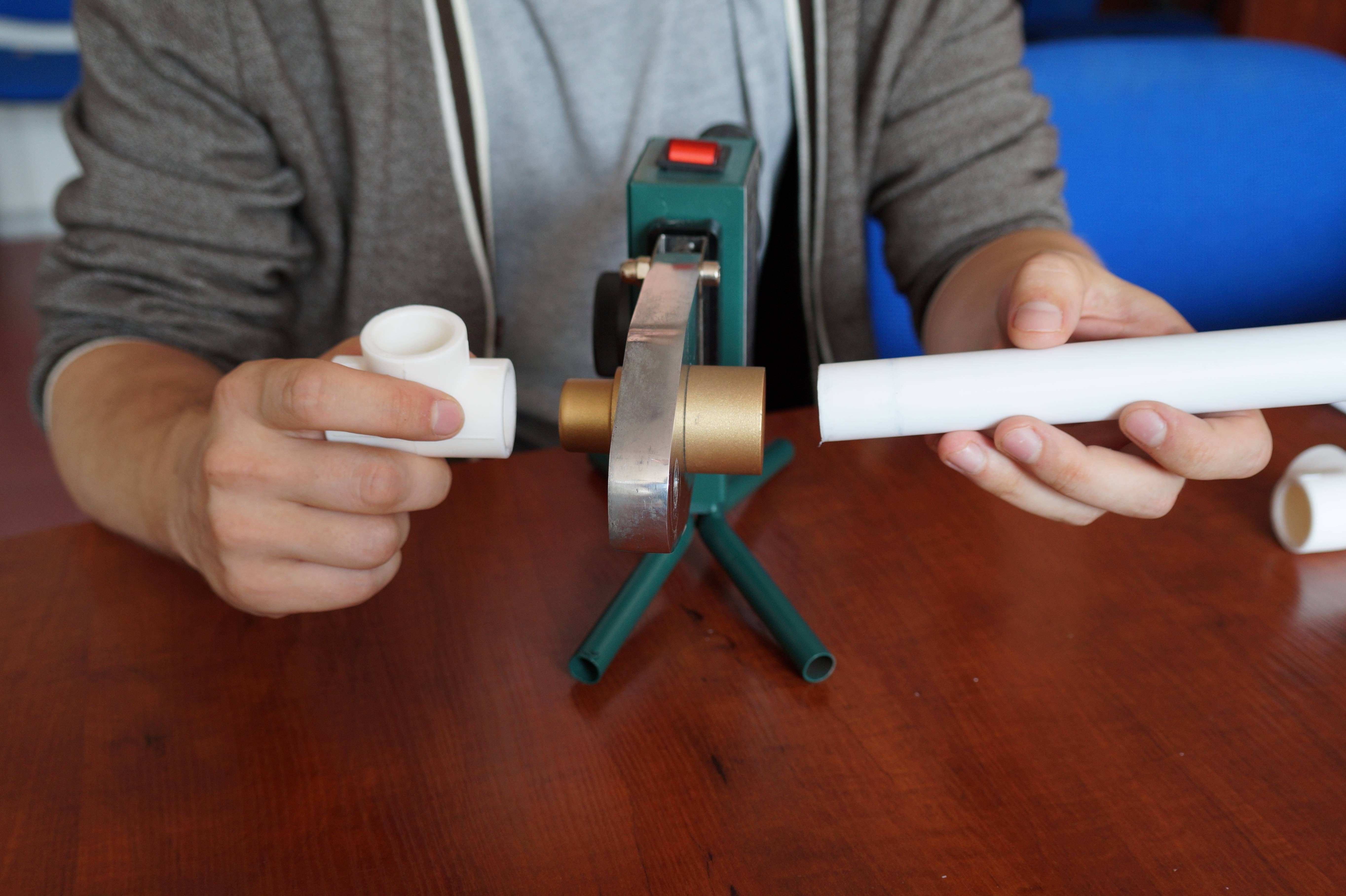
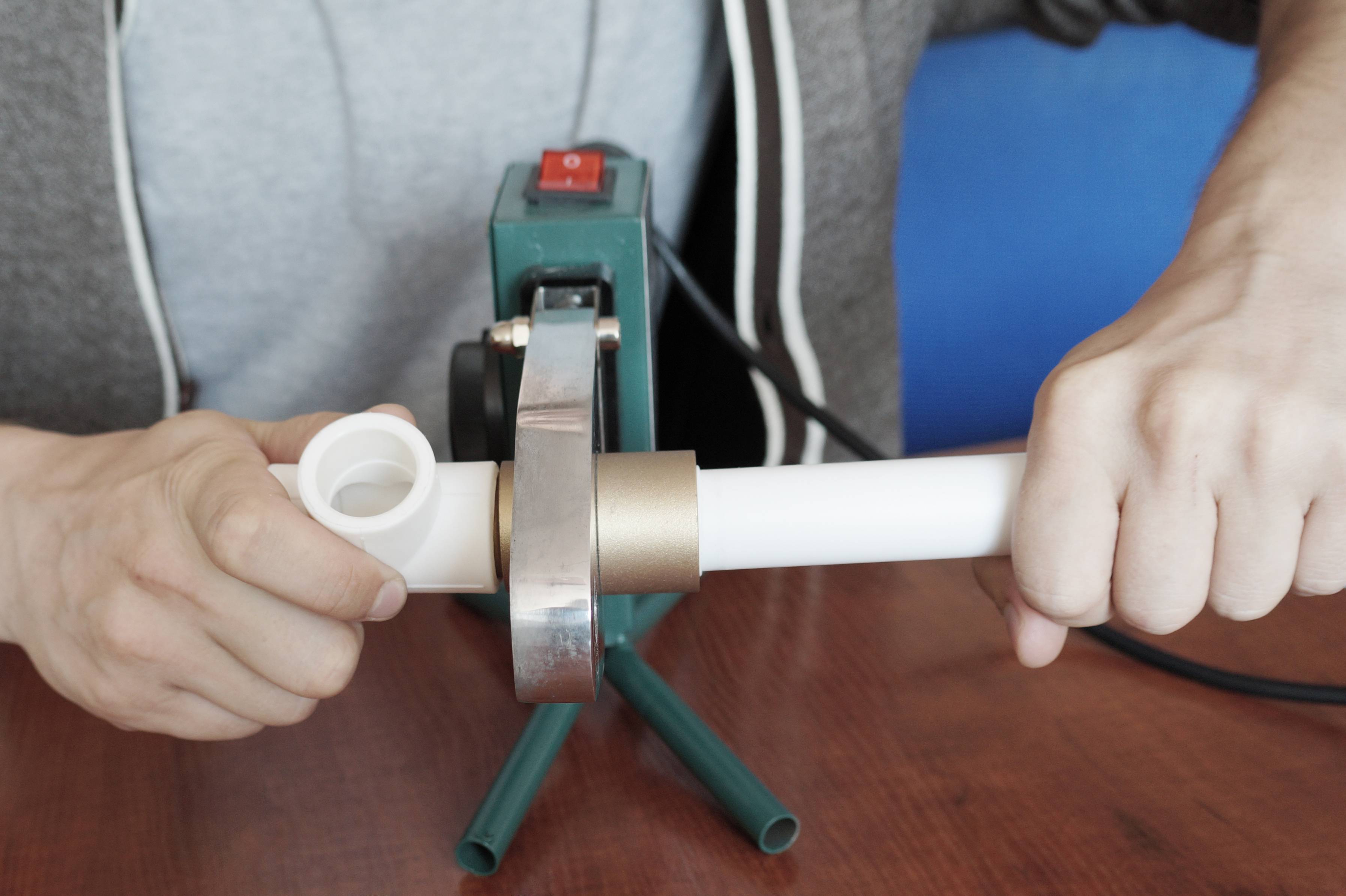
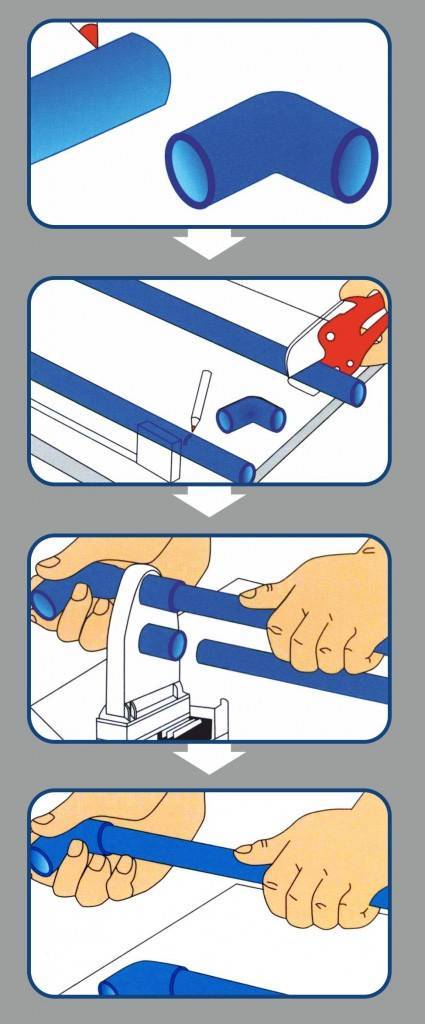
Процесс пайки
Важно соблюдать время сварки, указанное в таблице, прилагаемой к инструменту, это:
- срок разогрева края отрезка и фитинга, это делается одновременно, двумя руками с двух сторон насадки паяльника;
- временной интервал выдержки соединения в фиксированном положении до полного охлаждения.
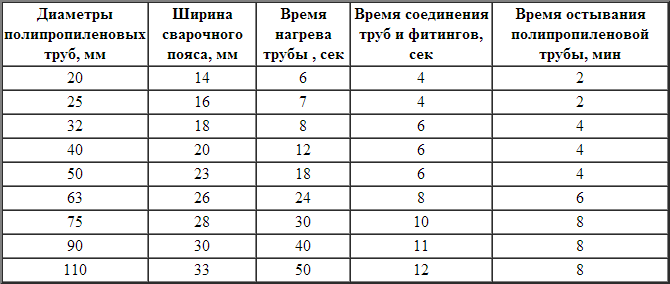 Таблица сваривания полипропиленовых труб
Таблица сваривания полипропиленовых труб
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают. Ждут, когда шов остынет. Затем с фитинга счищают остатки полипропилена, они портят внешний вид системы.








 Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Разогретые части соединяют с усилием до упора, не проворачивают, а только сжимают
Нюансы пайки
Для труб большого диаметра перегрев и неровный внутренний шов будет незаметен, а для 4 мм может стать причиной засора. У новичков бывают и другие стандартные ошибки, отрицательно влияющие на качество соединения:
- непрямой угол среза;
- недостаточная очистка внутренней поверхности фитинга;
- неглубокая посадка после разогрева;
- неполное снятие фольгированного слоя.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок
Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
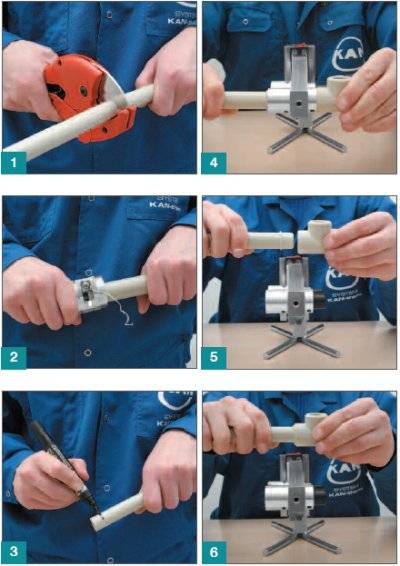
Как подготовить трубы

Режем трубу под 90 градусов
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.

Зачищаем края трубы
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Специальные способы соединения

Пуш-фитинги, пресс-фитинги, фланцы являются специальными соединениями полимерных материалов. Они так же решают проблему, как соединить пластиковые трубы в сложных случаях: стык с металлической магистралью, соединение разных диаметров. Пуш-фитинг позволяет обходиться минимумом инструмента (калибратор, нож). Крепежный элемент состоит из поливинилсуфлона, латуни, подходит для обогревательных, водопроводных контуров.
Соединение считается неразъемным, герметичность обеспечивается резиновыми кольцами. Труба вставляется до упора в корпус фитинга, после чего, вынуть ее обратно невозможно. Пресс-фитинги обжимаются ручным ключом на теле трубы, так же являются несъемными, годятся для отопления, водоснабжения.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Типовые схемы разводки
Схемных решений относительно разводки линий водопровода из пропилена встречается множество. Каждая из отдельно взятой схемы обычно рассматривается с учётом финансовых затрат на сооружение и с оглядкой на технические требования к помещениям объекта.
Чаще всего применяется классическая схема разводки, однотипная по отношению к линиям ХВС и ГВС.
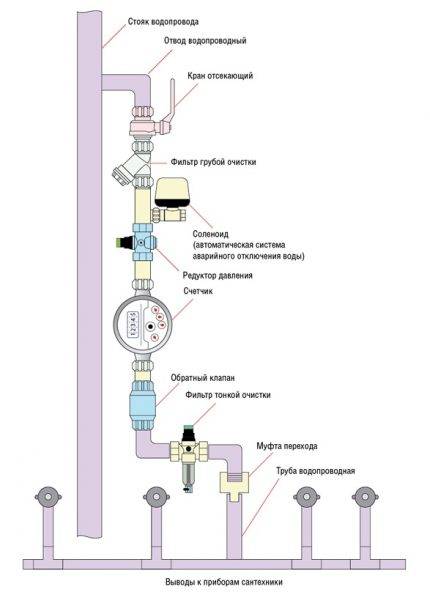
Стандартная схема разводки холодной/горячей воды в домах муниципального хозяйства. Подобные решения встречаются чаще других. Однако в частных домах схема может несколько отличаться по причине иной планировки жилых помещений (+)
Подача воды выполняется от стояка централизованной магистрали отводом трубы с установленным на ней запорным краном. Далее последовательно монтируются системные элементы: фильтр, редуктор, счётчик, обратный клапан и осуществляется подключение на распределительный коллектор.
От коллектора холодная или горячая вода распределяется по сантехническим приборам. Такое решение традиционно используется при разводке водопровода в квартире.
Многие частные хозяйства пользуются автономной системой водоснабжения. Поэтому отход от традиционных схемных решений в таких случаях не исключается. Но обычно принцип коллекторного распределения для систем водоснабжения (не отопления) сохраняется в любом случае.
Бойлерные системы частного домовладения нередко предусматривают только подвод холодной воды. Причём источником холодной воды может вместо централизованной магистрали выступать, к примеру, скважина. Тогда схема разводки может быть, примерно, такой:
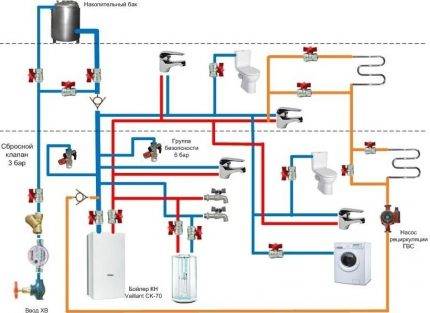
Распространённое схемное решение разводки водоснабжения в частном доме. Здесь используется только один главный ввод – холодная вода. Горячую воду получают через бойлерную систему (+)
Схема разводки в любом варианте должна предусматривать наличие запорных (отсекающих) вентилей для каждого отдельно взятого сантехнического прибора. Для схем автономного типа (с котлами или бойлерами) характерно обязательное наличие обводных линий на приборах, осуществляющих функциональный процесс.
Подобные решения позволяют оперативно переключать систему из автономного режима в режим централизованного снабжения при необходимости.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
 Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Сварочные аппараты для ПП-труб
Ввиду того, что все трубные соединения из ПП-материала выполняются методом сварки, для их соединения потребуется специально предназначенный сварочный аппарат. Общеприменимые варианты для таких сварочных работ:
- С нагревателем, имеющим круглое поперечное сечение;
- аппарат, снабженным плоским нагревательным элементом.
Последнюю модель в быту называют «утюгом» вследствие определенного внешнего сходства с популярным домашним устройством. Различные сварные аппараты, по сути, не имеют принципиальных различий, только внешние конструкционные. В первом варианте трубные тефлоновые насадки надеваются и закрепляются к нагревательному элементу в форме хомутов, а во втором — прикручиваются к греющему элементу с обеих сторон.
Самая главная функциональная часть сварочного аппарата — нагреватель, может быть выполнен в виде различных конструкций и рассчитывается таким образом, чтобы возможно было устанавливать от 2-х до 3-х трубных насадок небольшого сечения. Это даёт возможность сэкономить достаточно времени, выполняя сварочные работы в сетях с трубами до 40 мм. Для бытовых целей специалисты рекомендуют иметь «утюг» тепловой мощностью до 1 кВт. Сварочное устройство с греющими элементами более 1 кВт относится к профессиональному оборудованию и стоит намного дороже.
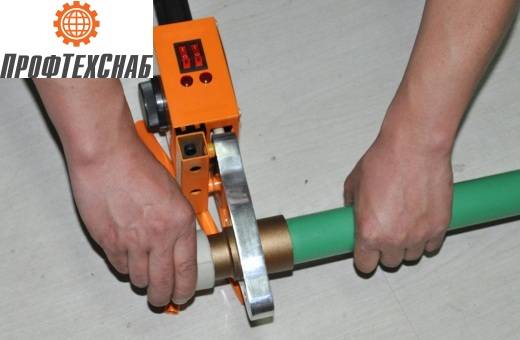
Как пользоваться сваркой
Перед тем как паять полипропиленовые трубы, паяльник требуется разместить на прямолинейную плоскость. Далее прикрепляются насадки нужного сечения, которые затягивают специальными ключами, идущими в комплекте поставки. Вблизи к краю соединения обязана размещаться насадка, чтобы можно было сваривать конструкцию прямо на стенах. Все разрозненные части трубной системы удобнее будет выполнять на стационарном сварочном оборудовании, что по силам выполнить самостоятельно одному человеку. А комплектовать детали в общую трубопроводную линию на стене потребуется уже с ассистентом.
Профессионально пайку выполняют исключительно после полного прогрева агрегата до технологической температуры, приблизительно через 15 мин после подключения аппарата к сети. Паяльник не рекомендуется отключать от сети на протяжении всего процесса сварки. Два сборочных элемента нагревают синхронно. Пластик, который остается на поверхностях насадок, после снятия узлов удаляют брезентовым материалом, после каждой установки. Не разрешается производить очистку холодных насадок.
Как выбрать качественную полипропиленовую трубу
Для того, чтобы выбрать качественные полипропиленовые трубы стоит знать и учитывать следующие моменты:
- Краситель, используемый при изготовлении полипропиленовых труб тоже имеет достаточно большую плотность (1,15 — 2,7). Его содержание в трубе обычно от 0,05% до 2%. Содержание в фитинге от 0,05 до 3%. Некоторые изготовители используют очень концентрированный краситель для уменьшения его процентного содержания в трубе. Оставшийся объём замещается мелом или тальком. В результате таких действий качество полипропиленовых изделий падает. К сожалению определить это достаточно проблематично.
- При выборе полипропиленовой трубы стоит руководствоваться ГОСТ-ом 32415-2013. Для покупки наиболее качественного изделия стоит промерить её штангенциркулем. В том случае, если полученные результаты не укладываются в ГОСТ, изделие лучше не брать. Помимо этого не стоит брать овальные или просаженные трубы.
Помимо вышеперечисленных нюансов существуют моменты связанные с производителем, либо с содержанием дополнительных веществ:
Качество импортных полипропиленовых изделий выше отечественных, но в то же время выше в цене примерно на 20%. Эталоном качества считаются полипропиленовые трубы Borealis
В случае выбора труб до 60 мм стоит обратить внимание на изделия Сибур и Лукойл.
При выборе полипропиленовых труб, содержащих стекло, стоит знать, что его оптимальное содержание в полипропилене от 17 до 22%. В том случае, если рамки этого показателя не будут соблюдены, может возникнуть либо линейное расширение трубы, либо возрастёт её хрупкость
Для определения содержания стекла необходимо его плотность (2,5 — 2,6) умножить на объём трубы. Затем перемножить плотность полипропилена (0,9) на тот же объём. Разница покажет содержание стекла.
При выборе полипропиленовых труб с алюминием (фольгой) стоит проверить следующие момент. Попробовать просунуть канцелярский нож между слоем полипропилена и алюминия. В том случае если нож зайдёт хотя бы на 1 мм, трубу брать не стоит. Качественная труба изготовлена с применением перфорированной фольги, для улучшения сцепления слоёв.
Для того, чтобы выбрать качественное изделие без применения вторичного сырья, стоит узнать цену полипропилена на бирже, добавив накладные расходы и прибыль. По итогу, качественный продукт будет стоить больше 140 — 160 руб/кг.








Как происходит соединение
Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.





