

ВОПРОСЫ (ЧАВо):
1. Почему ручка без дисплея не работает с пластиком PLA?
Не смотря на то, что 3Д ручка без дисплея способна проплавить пластик PLA (т.к. сама ручка разогревается до 230 градусов, а температура плавления PLA начинается от 190 градусов), проблема кроется в перегреве нити PLA. При базовой температуре работы 3D ручки – пластик ABS плавится непосредственно в нагревающем носике и под давлением, нагнетаемым подающим моторчиком, выдавливается наружу. Нить PLA нагревается при такой температуре выше уровня нагревающего носика (т.е. температура по длине нити проникает намного выше самого носика – от перегрева) и при нагнетании давления подающим моторчиком может потечь во внешнюю оболочку нагревающего носика и вывести его из строя. Как правило те, кто начинают экспериментировать с пластиком PLA на ручках без дисплея отмечают, что в начале ручка отлично работает и с пластиком PLA, но через какое-то время нагревающий носик выходит из строя. Что не является гарантийным случаем, но подлежит ремонту. Нагревающий носик можно приобрести отдельно – здесь->
2. Что будет, если пластик хранили не правильно?
Пластики являются гидрофобными материалами и при контакте с влажной средой свойственны накапливать в себе влагу. При нагреве влажного пластика влага начнет испаряться и могут отмечаться характерные потрескивания и даже пузырения. Чрезмерная увлажненность увлажненность материала может повредить работе устройства. Мы рекомендуем хранить пластик в сухом месте, в коробке, без проникновения прямых солнечных лучей, а лучше с силика-гелем.
3. Что лучше покупать пластик расфасованный (в наборы) или в катушках?
4. Что может случиться, если пластик попадется низкого качества?
1. Посторонние примеси. Они не проплавливаются в нагревающем носике и могут накапливаться в нем. Что влечет к забивке носика, пластик начинает подаваться неравномерно, “на бок” или совсем перестает выходить. Такой засор можно попробовать прочистить специальным сверлом (предварительно отключив 3D ручку). Но ни в коем случае не пытайтесь это сделать иголкой или булавкой. При расширении может лопнуть керамический носик.
2. Тугоплавкость пластика. Дешевые пластики могут не соответствовать нормам плавления для первичного ABS пластика. Не смотря на то, что в 3D ручках Spider Pen 1 предусмотрена функция автоподстройки температуры, все равно ручка может не достичь нужной отметки в нагреве и моторчик начнет “прожевывать” саму нить пластика, что может привести к засору ручки и вынужденному ремонту (прочистке) 3D ручки.
3. Не равномерный диаметр нити. Если диаметр нити опустится значительно ниже 1,75 мм (и 3,00 мм для 3Doodler), то подающая шестеренка не сможет захватить нить пластика и ручка перестанет подавать его из сопла. Если же эта норма будет значительно превышена, то такой “сгусток” не сможет пройти в заборник и может даже вывести подающий моторчик из строя.
Все эти огрехи проблемных пластиков не являются гарантийным случаем, но могут быть устранены в нашем фирменном сервисе по ремонту 3D ручек.
5. Как правильно использовать пластик в 3D ручке?
1. Не используйте физическую силу при подаче и изъятии пластика. Просто нажимайте на соответствующие кнопки – систем автоматизированна реверсным моторчиком.
2. Не допускайте того, чтобы конец нити полностью уходил в ручку (это может вызвать засор). Следует заменять отрезок пластика на новый, когда еще видно как минимум 0,5 см нити снаружи.
3. Следите, чтобы пластик не поступал в 3D ручку с узлами и перекручиваниями – это может вывести из строя подающий моторчик. Выпрямляйте и выравнивайте нить, если она подвергать деформации.
4. После окончания работы 3D ручкой – извлеките остатки пластика из нее. Ручка отключается из розетки или происходит автоотключение через 5 минут простоя устройства.
5. Нить, которую извлекли после окончания работы или при смене цвета пластика – отрезайте (ножницами или кусачками) оплавленный хвостик. Нить в ручку должна подаваться ровная и без оплавленных хвостиков.
Посмотрите Мастер-Классы, которые мы делаем именно пластиком для 3Д ручки (ABS).


Рекомендации по 3D-полимерному принтеру
С течением времени на рынке появляется все больше и больше вариантов принтеров на основе смолы, но выделяются один или два варианта.
Во-первых, есть Elegoo Mars 2, который представляет собой УФ-полимерный ЖК-принтер с разрешением 2K. Он имеет систему быстрого отверждения и использует ЖК-панель с более длительным сроком службы, чем обычно. В нем также есть несколько мер, которые сделают печать смолой более безопасной и менее грязной, например, одноразовую емкость для смолы и силиконовые уплотнения для предотвращения нежелательных запахов и утечек. С более чем 2500 отзывами и средним 4,5-звездочным рейтингом на Amazon, он кажется отличным выбором начального уровня за свои деньги.
В AnyCubic Photon Моно X также привлекли наше внимание как гораздо более дорогой (и дорогостоящий) вариант. Существенно более высокая запрашиваемая цена дает вам большую ЖК-панель с более высоким разрешением и впечатляющий объем сборки, по крайней мере, в отношении принтеров на основе смол
Конечно, вам следует провести собственное исследование в соответствии с вашими конкретными потребностями, но, основываясь на отзывах клиентов и их технических характеристиках, эти два принтера — отличное место для начала.
Программы для Windows, мобильные приложения, игры – ВСЁ БЕСПЛАТНО, в нашем закрытом телеграмм канале – Подписывайтесь:)
Фотополимеры: виды и сфера применения
Этот вид пластика отличается сопротивлением к высокой температуре и высокой прочностью. На основе материала можно печатать модели высокой ударопрочности и ударной вязкости. На основе Digital ABS можно создавать:
- функциональные прототипы,
- пресс-формы,
- корпусные детали, которые эксплуатируются при низких или высоких температурах,
- корпусы электронных деталей, например, для мобильных телефонов,
- детали двигателей, крышек.
Материал, способный функционировать при высокой температуре, — материал RGD525 белого цвета. Он отличается стабильностью сохранения размеров. На основе фотополимера можно создавать имитации тепловых характеристик промышленных пластиков. Идеально подходит для функционального тестирования, например, в горячем воздухе или горячей воде. Данный материал целесообразно применять при формовке, подгонке и функциональном тестировании статических деталей, к которым предъявляются высокие качества в плане поверхности и четкости. Применяется фотополимер RGD525 для создания моделей для выставки, подвижных элементов, кранов труб и бытовой техники. В стоматологической сфере применяются фотополимеры, которые обладают жесткостью и непрозрачной структурой. При создании прототипов большую роль играют отличная детализация, высокая точность. На основе фотополимеров VeroDent, VeroDentPlus и MED610 можно создавать гипсовые модели, съемные каппы, хирургические направляющие и другие приспособления для стоматологии и ортодонтии.
3D-печать на основе эластичного фотополимера Tango позволяет создавать прототипы, которые отличаются высокой твердостью и прочностью на разрыв. На их основе можно печатать изделия для выставок, различные ручки, шланги и обувь. Таким образом, фотополимерная 3D-печать на основе технологии SLA – это возможность получать качественные модели, которые могут применяться в различных сферах.
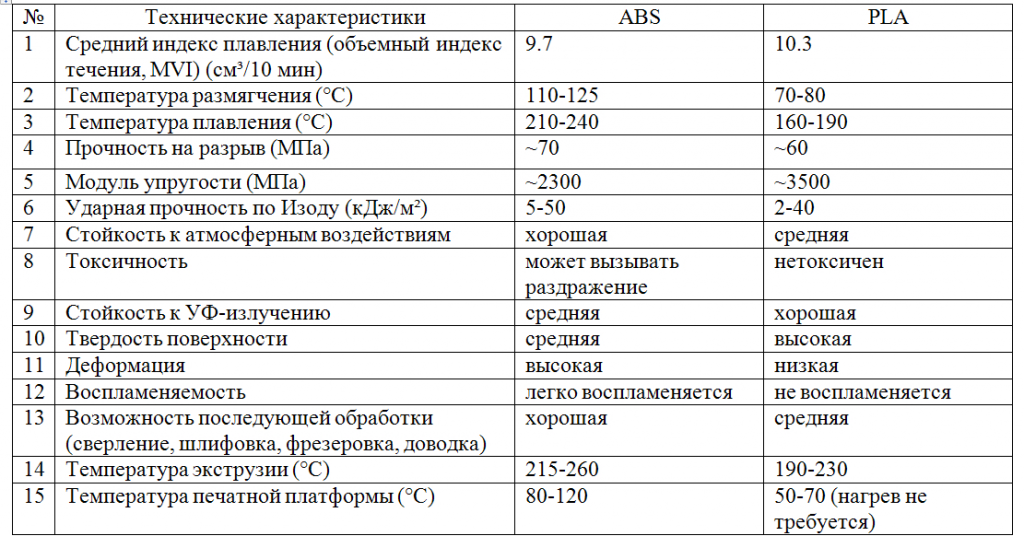
Сравнение PLA и ABS накаливания
PLA — менее гибкий пластик, чем ABS. Печатные изделия имеют более выраженную блестящую поверхность и гладкую поверхность. Однако для очистки отпечатанного объекта требуются дополнительные усилия. Кроме того, низкая температура стеклования не позволит использовать изделие с печатью PLA в местах с прямыми солнечными лучами или вблизи источников тепла, поскольку они могут нагреваться и терять форму.
Нить PLA 3D позволяет печатать с более высокой скоростью, с более тонким слоем и высокоточными моделями. Это идеальный печатный материал для хобби, дома и в образовательных целях.

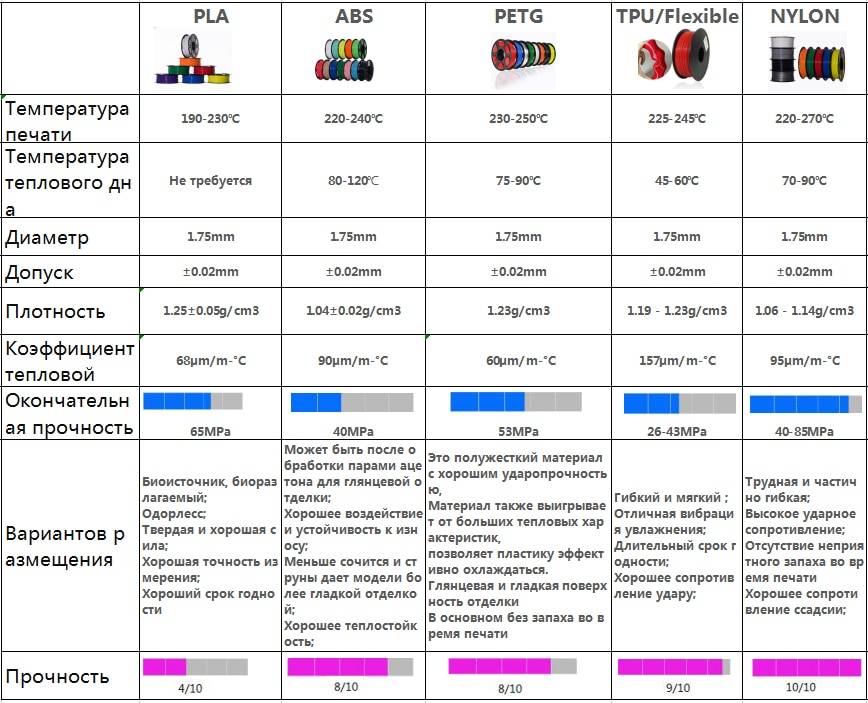

АБС — это прочный и гибкий пластик. Он плохо пахнет при нагревании и нуждается в нагревательной пластине во время печати. Эти свойства делают невозможной качественную печать для некоторых 3D-принтеров.
АБС- отпечатанные объекты легко очищаются простой наждачной бумагой, и объект становится более гладким. Кроме того, глянцевый вид получается либо протиранием отпечатанного материала тканью, смоченной в ацетоне, либо с использованием метода ацетонной ванны. ABS также легче обрабатывать повторно, чем PLA, и материал не потеряет своих свойств.
При этом PLA является идеальным материалом для 3D-печати для любителей и любителей домашних 3D-принтеров, в то время как ABS, благодаря своим свойствам, рекомендуется профессиональным инженерам и производителям для производства высококачественных прототипов.
Минимальная выходящая толщина слоя
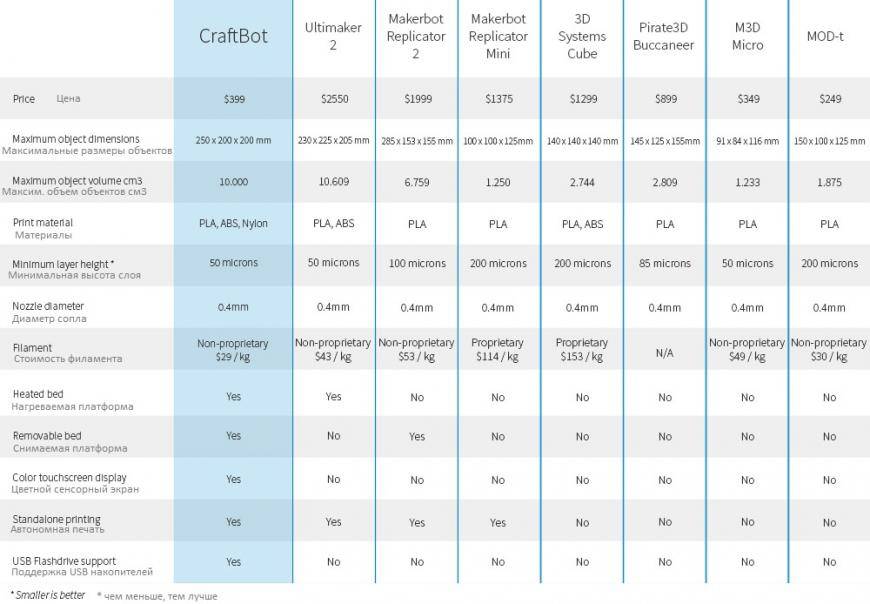
Прямая характеристика детализационных особенностей изделия. Большинство 3D принтеров работают по технологии FDM (Fused Deposition Modeling — моделирование <объектов> методом осаждения расплавленной нити), послойно наращивая получаемый объект. Таким образом, заявленная в этой характеристике цифра указывает на толщину слоя. По факту, чем меньше толщина одного наращиваемого слоя – особенно при печати человеческих лиц и художественных изделий – тем выше практическая и эстетическая ценность получаемого объекта. Для получения высококачественного изделия используется толщина слоя от 50 до 200 микрон. Для сравнения — толщина листа бумаги составляет 100 микрон – 0,1 мм
Однако 3D принтер вовсе необязательно будет производить требуемую послойную толщину. Факторами колебания этой величины являются движение воздуха внутри самого устройства; изменение температуры в помещении; наличие зазоров — люфтов — в конструкции принтера, способствующих появлению микровибрации внутри устройства, а также плохо отрегулированное расстояние между соплом и платформой печатной конструкции.
Скорости перемещения печатной головки – экструдера – и подачи пластика также оказывают ощутимое влияние на качество получаемого изделия. На практике, в одних принтерах эти скорости связаны: чем медленнее двигается головка и чем медленнее подаётся пластик – тем качественнее будет произведено наращивание слоёв; в других устройствах обе величины регулируются независимо друг от друга.
Таким образом, идеального качества изделия необходимо добиваться путём подбора оптимального соотношения калибровки, толщины слоя, температуры и скорости печати принтера.
Шоколад
Британские учёные представили публике первый шоколадный 3D принтер, который печатает любые шоколадные фигурки, заказанные оператором. Принтер наносит каждый следующий слой шоколада поверх предыдущего. Благодаря способности шоколада быстро застывать и твердеть при охлаждении, процесс печати протекает довольно быстро. В ближайшем будущем такие принтеры будут востребованы в кондитерских и ресторанах.
Шоколадный принтер в работе
Прочие материалы
Существуют 3D принтеры, которые предназначены для печати глиняными смесями, известковым порошком, продуктами питания, живыми органическими клетками и многими другими удивительными материалами. О том, какие материалы для 3D печати будут использоваться в ближайшем будущем, остаётся лишь догадываться.
20 Декабря 2012
Как происходит процесс 3Д-печати?
В общем, способов реализовать 3Д-модель существует множество. Однако практически все они сводятся к одному — накладывание материала для 3D-принтера слой за слоем и его последующее затвердевание. Основные способы выглядят таким образом:
- Экструзия. Наиболее часто используемый способ. Раздаточная головка выливает на специальную охлаждающуюся платформу материал, который застывает, связывая и формируя модель. С помощью данного подхода возможно создание деталей разного цвета.
- Фотополимеризация. В основе лежит методика засвечивания особого фотополимера лазером по шаблону, который в итоге превращается в реальную модель.
- Формирование слоя на выровненном слое порошка. Данный способ плавит специальный порошкообразный состав, склеивая его или спекая.
- Подача проволочного материала. С помощью электронного воздействия подаваемый проволочный материал для 3D-принтера плавится, и ему придаётся нужная форма.
- Ламинирование. За основу берётся большое количество слоёв материала, которые накладываются друг на друга. Затем в этой структуре лазер вырезает нужные контуры и пазы.
Вопросы, на которые стоит ответить перед тем как выбрать 3D принтер
Большой выбор моделей, простота использования, широкая популярность привели к тому, что 3D-принтеры стали доступны не только продвинутым пользователям, но и обычным потребителям. Тем не менее, при покупке устройства, перед каждым из них возникают одни и те же вопросы.
Для каких целей покупается 3D принтер
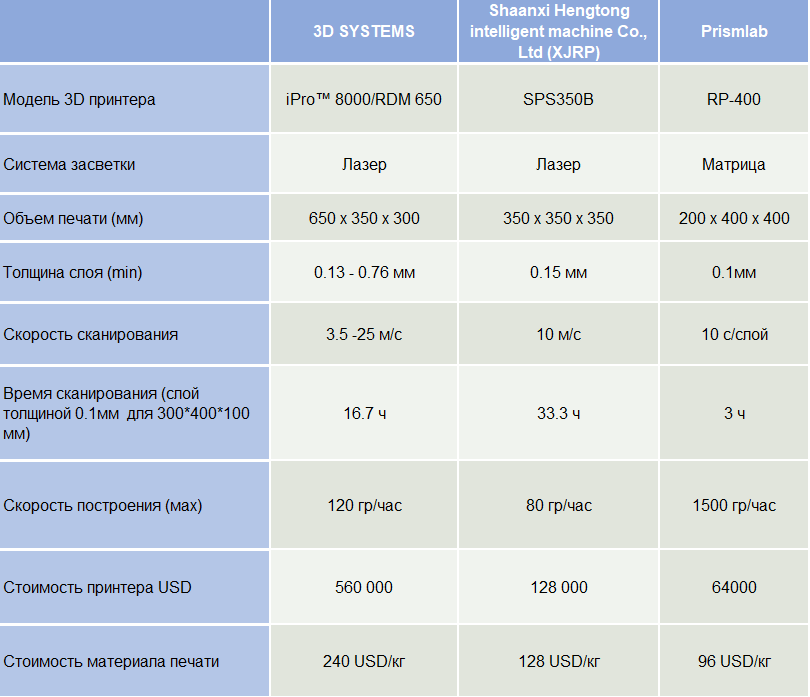
Персональные и профессиональные устройства существенно отличаются по своим размерам. Первые отличаются небольшими размерами печати – примерно 20см. У вторых этот показатель составляет от 0,5 до 3м. Существует специальное оборудование огромных размеров – до нескольких десятков метров, применяемое в сфере строительства, в авиа- и судостроении. С применением масштабирования, возможно создание объектов величиной в несколько сотен метров.
Есть ли опыт работы с 3D принтерами
Этот вопрос обычно задают начинающим пользователям. Однако, в домашних условиях подобными принтерами могут пользоваться и профессионалы. Сюда можно включить архитекторов, дизайнеров, художников и других людей творческих профессий. В любом случае без достаточного опыта будет сложно освоить высокоточное современное устройство.
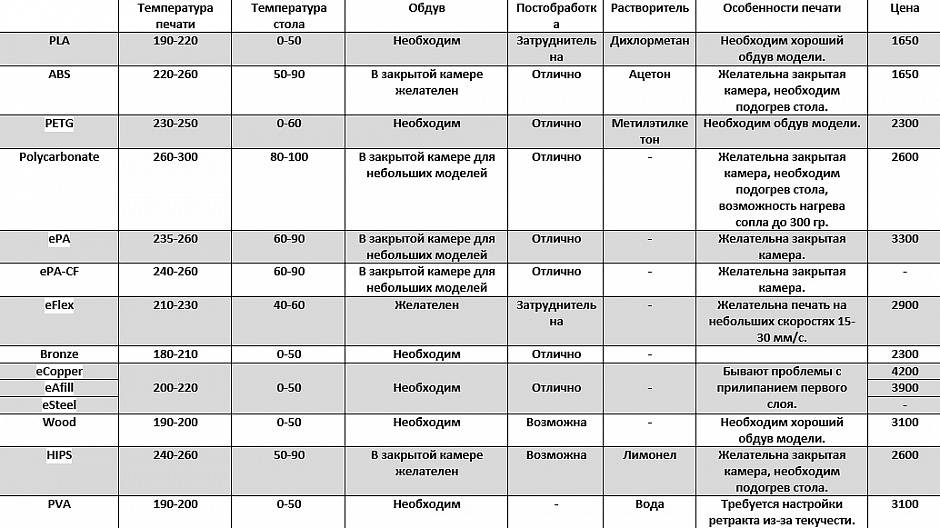
Материал для 3D печати
От выбора материала для 3д принтера зависит наличие или отсутствие у него подогреваемого стола. Если они имеют высокую степень усадки (ABS, Nylon), то подогрев обязателен. Более эффективным считается закрытый корпус для создания вокруг объекта надежного теплового контура. Рекомендуется выбирать стол с подогревом, поскольку цена его ненамного превышает стоимость простого устройства без этой функции. Зато возможности 3D-принтера значительно расширяются.
Какой размер будет у напечатанных деталей
Тут все зависит от размеров рабочей зоны. Чем больше ее габариты, тем крупнее будут создаваемые детали. Данный показатель напрямую влияет на размеры самого принтера в большую или меньшую сторону. Нужно заранее определить место установки, иначе большая конструкция просто не поместится в помещении.
Какой бюджет покупки
Различные модели принтеров от разных производителей представлены в широком ценовом диапазоне. Самые простые и дешевые стоят в пределах 10 тысяч рублей, дорогие профессиональные устройства не имеют верхней планки. Поэтому, если прибор нужен лишь для тренировок и развлечений, не стоит покупать слишком дорогую модель. В первую очередь выбор зависит от сложности целей и задач, объемов предстоящих работ. Следует помнить и о расходных материалах, стоимость которых тоже существенно различается. Наиболее доступными считаются термопластики, а для серьезной работы потребуются дорогие качественные материалы.
Типы материалов
3D принтер, функционирующий в режиме FDM, в большинстве случае использует в своей работе PLA-пластик. Этот материал самый нетребовательный, быстро остывает при обдуве, стоек к деформации, но вместе с тем и быстро разлагается — всего за несколько лет — в силу того, что имеет органический состав.
Этот материал также является самым распространённым в создании декоративных изделий для бизнеса и для дома.
В создании механических деталей, частей физических опор, а также производственных форм и корпусов для литья, необходимо использовать пластик ABS, медленно остывающий, но надёжный, долговечный и износостойкий материал.
Современный рынок материалов для 3D принтеров постоянно модифицируется и расширяется. Сейчас пользователю доступен целый список известных и новых составов, таких как нейлон, резина, PVA, PETT, Hips и многих других.
В идеале, лучше приобретать 3D принтер, работающий с большинством этих типов материалов.
Технология 3Д-печати
Чтобы сделать 3Д-модель, имеется несколько способов, причем суть технологии можно описать таким образом — материал для 3Д-принтера накладывается при изготовлении модели слой за слоем, а в последствии затвердевает.
Основными способами выступают:
- Экструзия. Способ применяется наиболее часто. Головка, раздающая материал, выливает его на платформу, которая охлаждается. Происходит застывание и связывание слоев между собой. Так формируется деталь. Этим способом можно изготовить разноцветную деталь;
- Фотополимеризация. Производится засвечивание фотографического полимера при помощи лазера. Работа ведется на основании шаблона, превращаемого в конечную деталь;
- Выравнивание порошка и формирование слойности изделия. Производится плавка порошка, склеивание или спекание;
- Проволочный материал расплавляется. Заготовке придается нужная форма;
- Ламинация. Слои накладываются на изделие, после чего лазером вырезаются необходимая форма и пазы.
Строение печатной головки
Принцип работы печатной головки – экструдера – заключается в выдавливании нагретых нитей материала толщиной 1,75 мм или 3 мм, находящихся в практически жидком состоянии, на поверхность платформы. Экструдер обязательно запрограммирован напрямую подачу нити, и чаще всего также — на обратную (ретракция). Экструдер состоит из нескольких частей. По обе стороны нити расположены два мини-колеса, одно – регулирующееся зажимное; второе – непосредственно перед печатной головкой, с зубцами, управляющееся шаговым двигателем. Шаговый двигатель подаёт нить в экструдер. Далее материал через мини-трубку попадает в сопло – и выводится расплавленным пластиком. К трубке подключены температурный датчик и нагревательный элемент. Механизмы зажима, а также различные виды зубцов колёс оказывают влияние на тип использующегося пластика. Если 3D принтер обладает острыми и выпирающими колёсиками, то на таком принтере будут отлично изготавливаться изделия из Нейлона и Флекса (резины).




Пластик
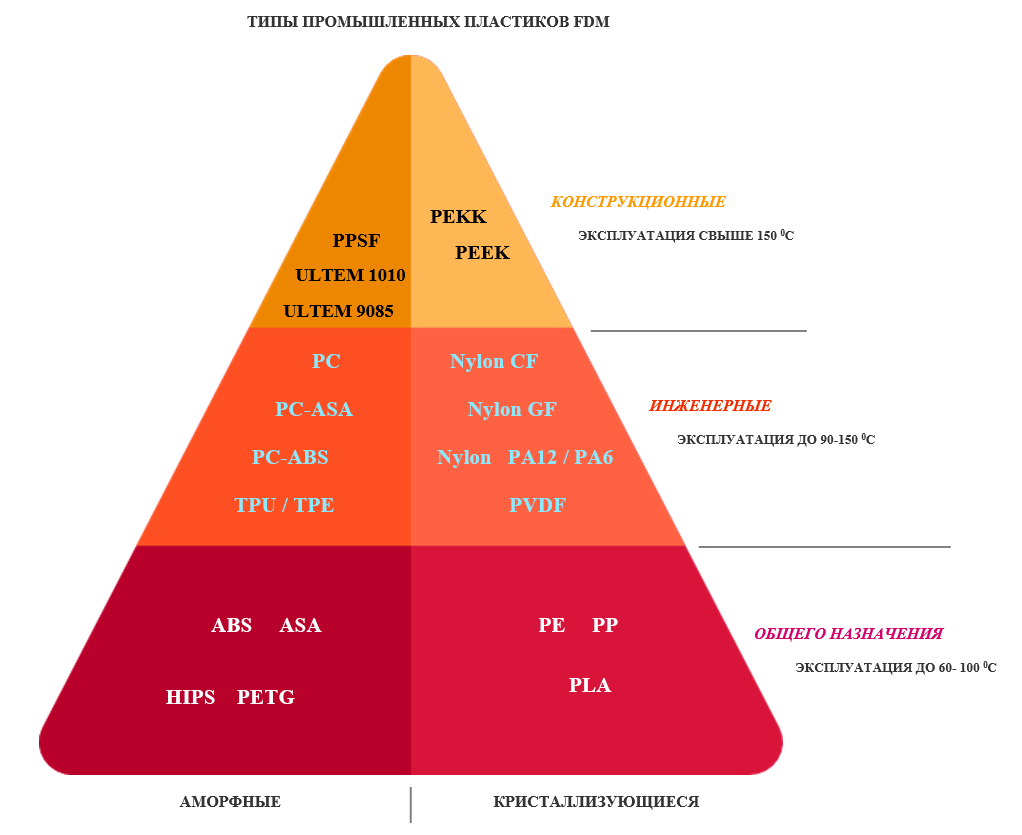
Пластик – один их самых востребованных расходных материалов для аддитивного производства. Ассортимент термопластиков и композитов, предназначенных для FDM-печати, исключительно разнообразен и позволяет выбрать, исходя из поставленных задач, наиболее подходящие по физико-механическим свойствам материалы.
В этом разделе мы рассматриваем расходные материалы FDM-принтеров. Это так называемые филаменты – пластики в виде нитей, намотанных на катушки. Иногда они выпускаются в виде гранул.
FDM-технология лежит в основе не только домашних, но и профессиональных и промышленных 3D-принтеров, поэтому пластики активно используются на производстве, для изготовления прототипов и функциональных изделий в таких отраслях, как автомобилестроение, авиационная промышленность, бытовые товары, электроника, архитектура, медицина, наука и образование.
- широкий диапазон применений;
- разнообразие цветов и фактур материала;
- легкость механической обработки;
- удобство в использовании;
- гибкая структура материала;
- возможность печати ;
- относительно невысокая стоимость.
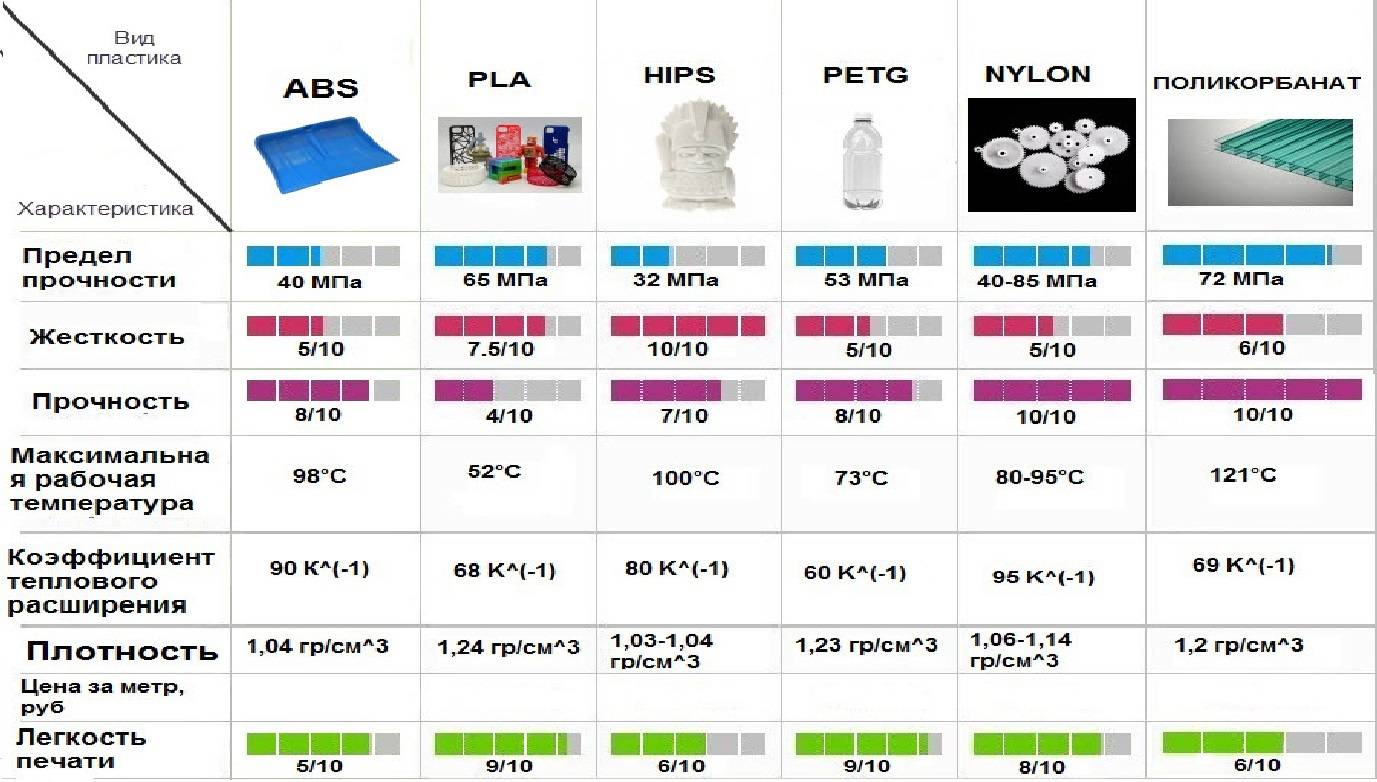
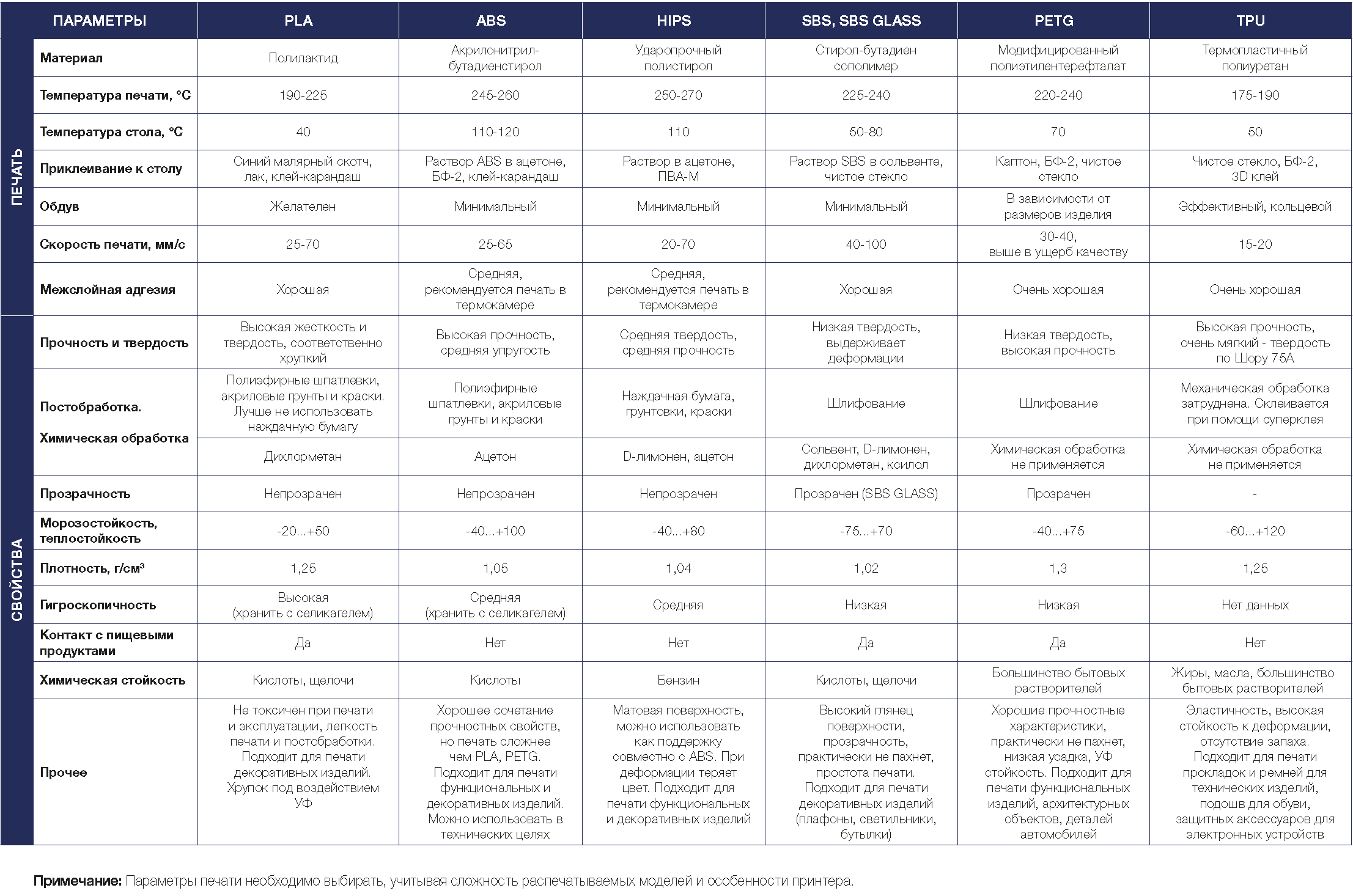
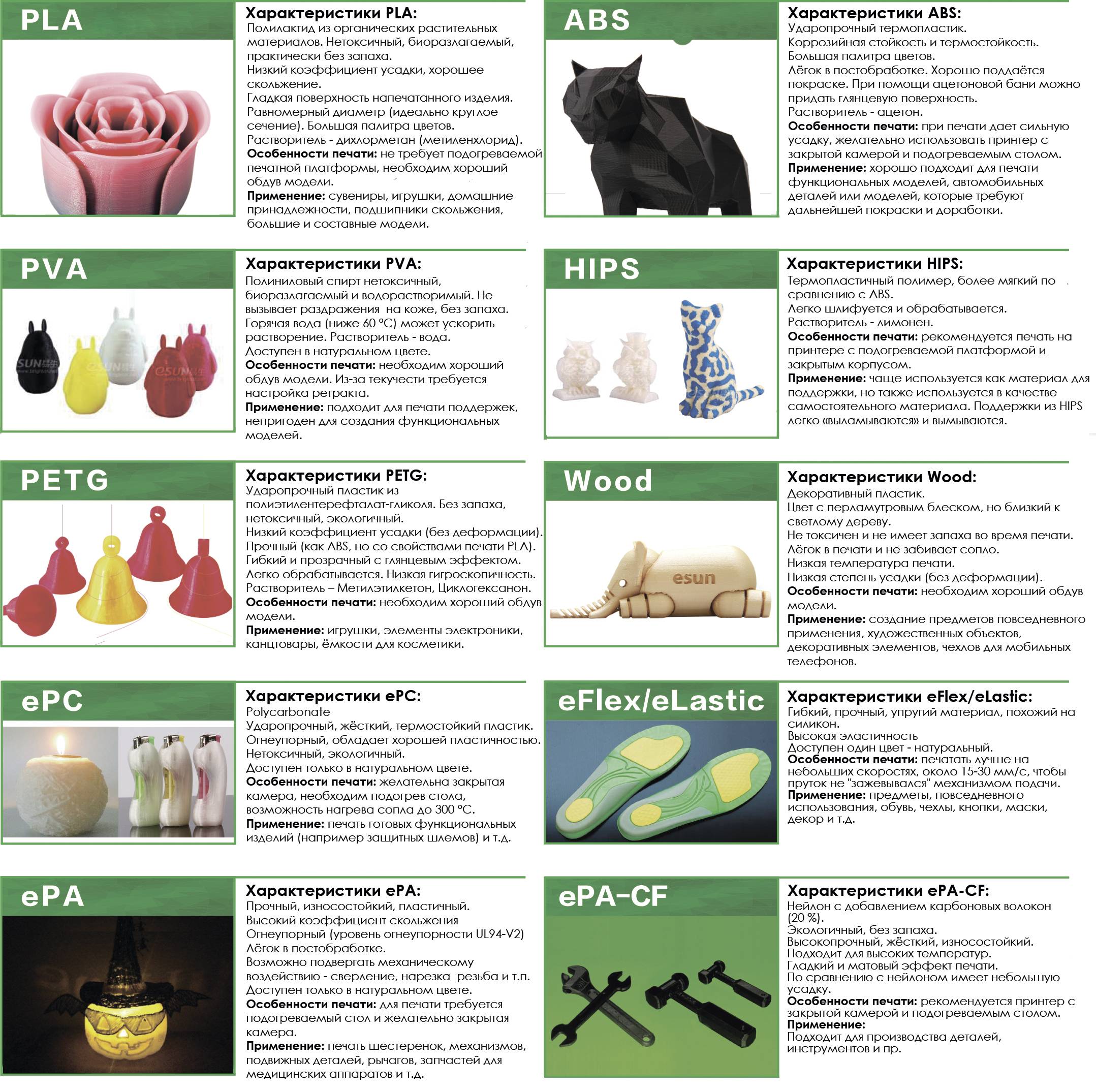
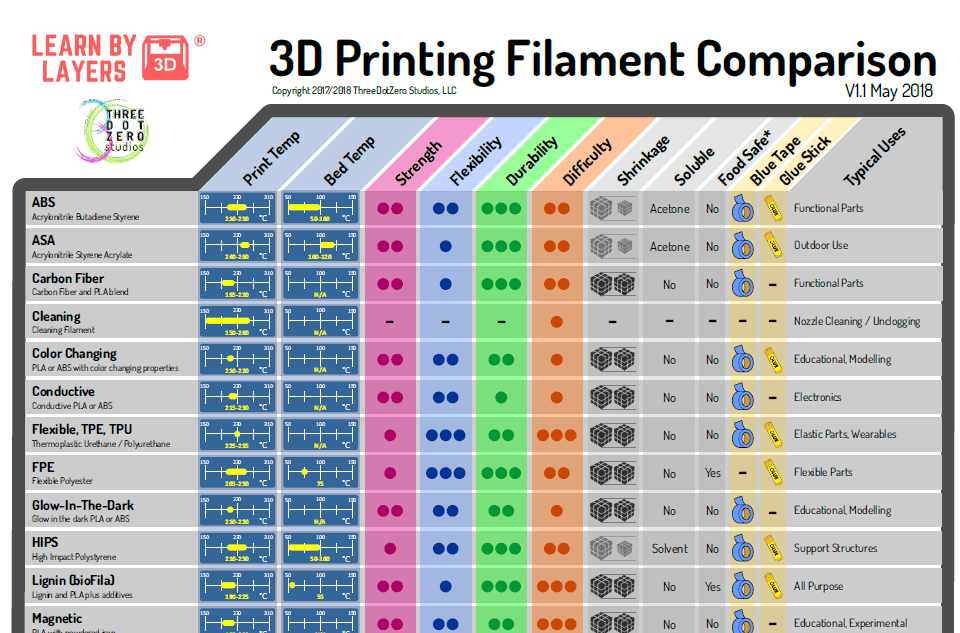
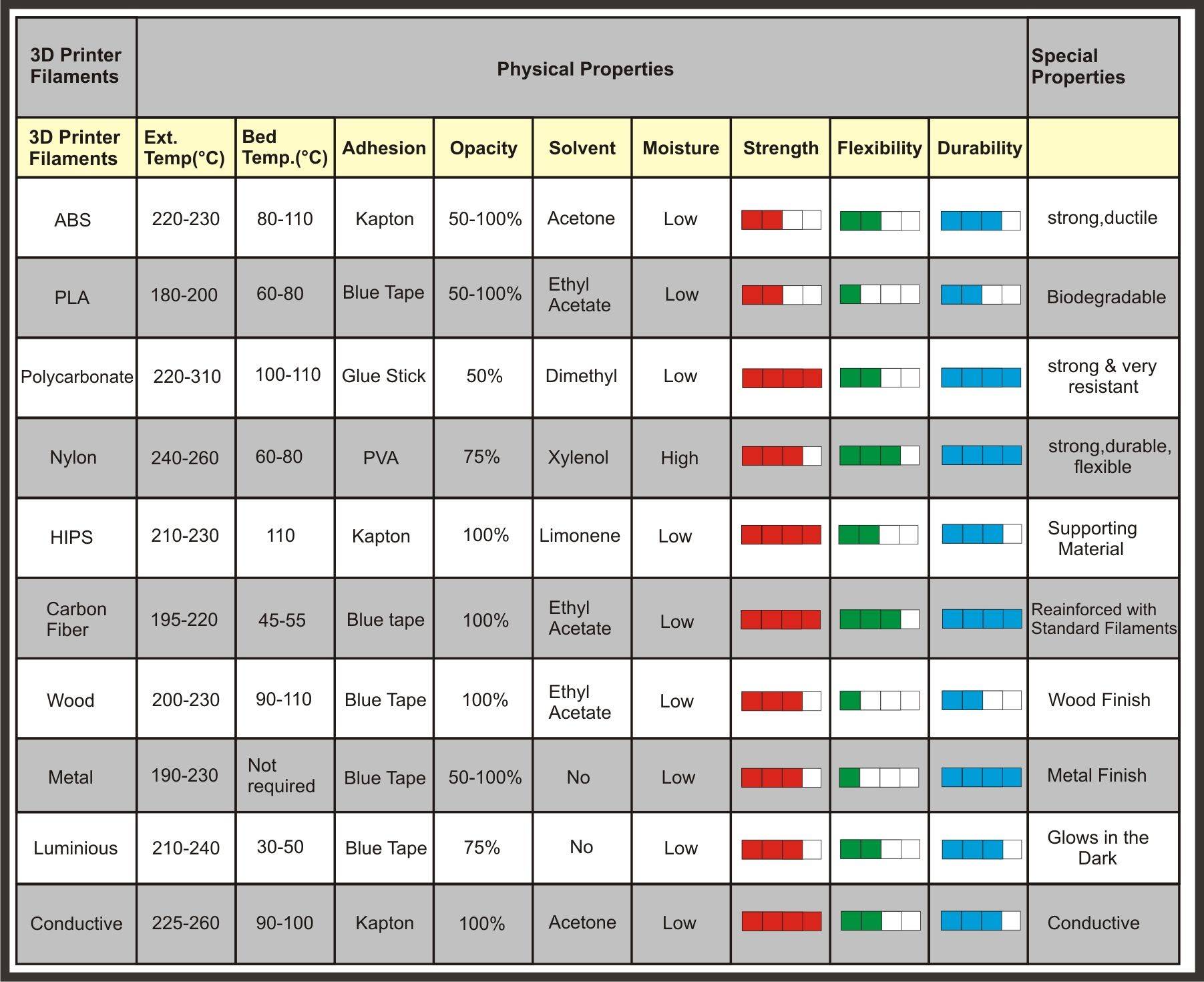
Основные виды пластиков
ABS-пластик. Обладает множеством положительных характеристик, включая повышенную ударопрочность при высокой эластичности и мягкости материала, а также простую механическую обработку. Высокая растворимость в ацетоне позволяет легко склеивать детали и сглаживать внешние поверхности изделий. Обычно ABS-пластик непрозрачен, но при необходимости легко окрашивается в любые цвета. Конечные изделия без окрашивания чувствительны к воздействию ультрафиолета и наделены невысокими электроизоляционными свойствами.
PLA-пластик. Имеет одни из самых низких температурных требований к 3D-принтеру. Ключевые составляющие PLA-пластика – это сахарный тростник и кукуруза, а в основе материала лежит молочная кислота. Регулируя ее уровень при производстве, можно получить различные свойства полимера, тем самым расширяя области его использования. Изделия из PLA-пластика обладают ровной и скользящей поверхностью. Материал нетоксичен, благодаря чему широко применяется для производства различных игрушек и сувениров. Имеет лишь один недостаток – недолговечность эксплуатации. Готовое изделие из пластика может прослужить до нескольких лет при минимальном использовании и температуре до +50 градусов.
PETG / PET / PETT-пластик. PET, или полиэтилентерефталат, – наиболее распространенный вид пластика. Для 3D-печати «чистый» PET используют редко, применяя в основном его разновидность – PETG. PETG более долговечен и обладает гораздо меньшей температурой переработки. Еще одной версией PET является PETT – более жесткий и достаточно популярный материал благодаря своей прозрачности.
PC-пластик (поликарбонат). Обладает высокой прочностью и износостойкостью, а также повышенным сопротивлением физическим воздействиям и термостойкостью. Выдерживает температуру до 110°C. Материал прозрачный, гибкий, легко гнется и не деформируется. Отлично подходит для использования в автомобилестроении, медицине и приборостроении.
Оборудование в каталоге iQB Technologies: Wiiboox, Imprinta, , Материалы в каталоге iQB Technologies: Sharebot и
Подробнее в статье: Discovery 3D Printer: печатаем по-крупному!
Металл
В качестве строительного материала для создания металлических деталей используется специальный порошок.
В данном виде производства используются специальные дорогостоящие промышленные 3D-принтеры. Условно их можно разделить на 3 категории:
- К первой группе относятся модели, конструктивно схожие с обычными принтерами для пластика. Для них характерно использование мягких металлов — свинец, олово и т. д.
- Вторые используют металлический порошок со специальным клеящим веществом. После производства модель приходится обжигать для набора полной прочности.
- Это промышленные 3D-принтеры, порошок в которых обжигается путем воздействия на него лазера.
По сути, только последний является «реальным» средством печати изделий из металла.
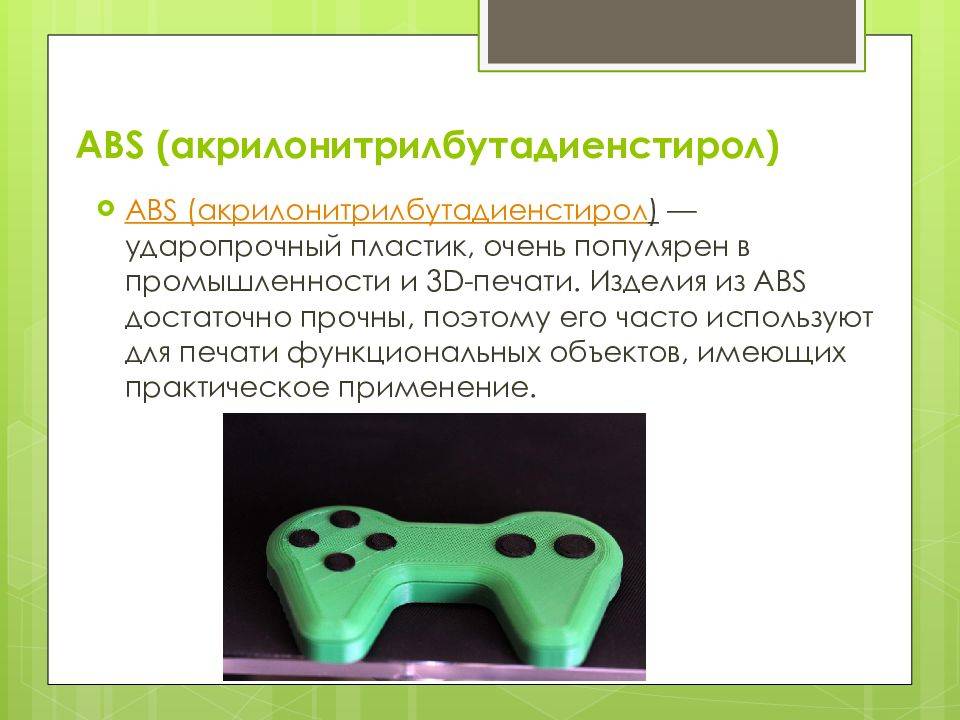
ABS-пластик
Наверное, самый популярный расходный материал для 3D-принтера. Ещё встречается под именем “акрилонитрилбутадиенстирол”, или АБС.
Обладает хорошими механическими свойствами. Часто применяется для создания сложных несущих конструкций.
Его невысокая стоимость и доступность повлияла на его повсеместное использование как в бытовых условиях, так и в промышленных масштабах.
Несмотря на то что АВС-пластик как готовое изделие абсолютно экологически безопасен, при его нагревании в процессе производства возможны выбросы паров акрилонитрила. Правда, ввиду небольшой скорости работы принтера количество вредных веществ довольно мало, и для безопасного производства достаточно будет обеспечить хорошую вентиляцию помещения.

АБС-пластик не следует применять для изготовления посуды, так как он вступает в реакцию с этанолом.
Из технических характеристик АБС-пластика стоит выделить высокую температуру стеклования, которая равна 105 градусам. Пределы прочности на изгиб и разрыв составляют 41 и 21 МПа соответственно. По факту, конечно, многие производители смешивают пластик с различными составами. А это значит, что на практике некоторые свойства будут разными.
Постобработка
Один из самых больших недостатков использования филамента из PLA заключается в том, что это сложный материал для последующей обработки.
Для химической полировки деталей из PLA способов нет, в отличие от его конкурента ABS. Поэтому, если вы хотите удалить на деталях линии печати или сгладить их поверхности, вам придется прибегнуть к шлифованию.
Основной проблемой в этом случае является то, что PLA размягчается при довольно низкой температуре, около 60°C. По мере размягчения детали будут приклеиваться к наждачной бумаге или приобретать уродливый белый цвет.
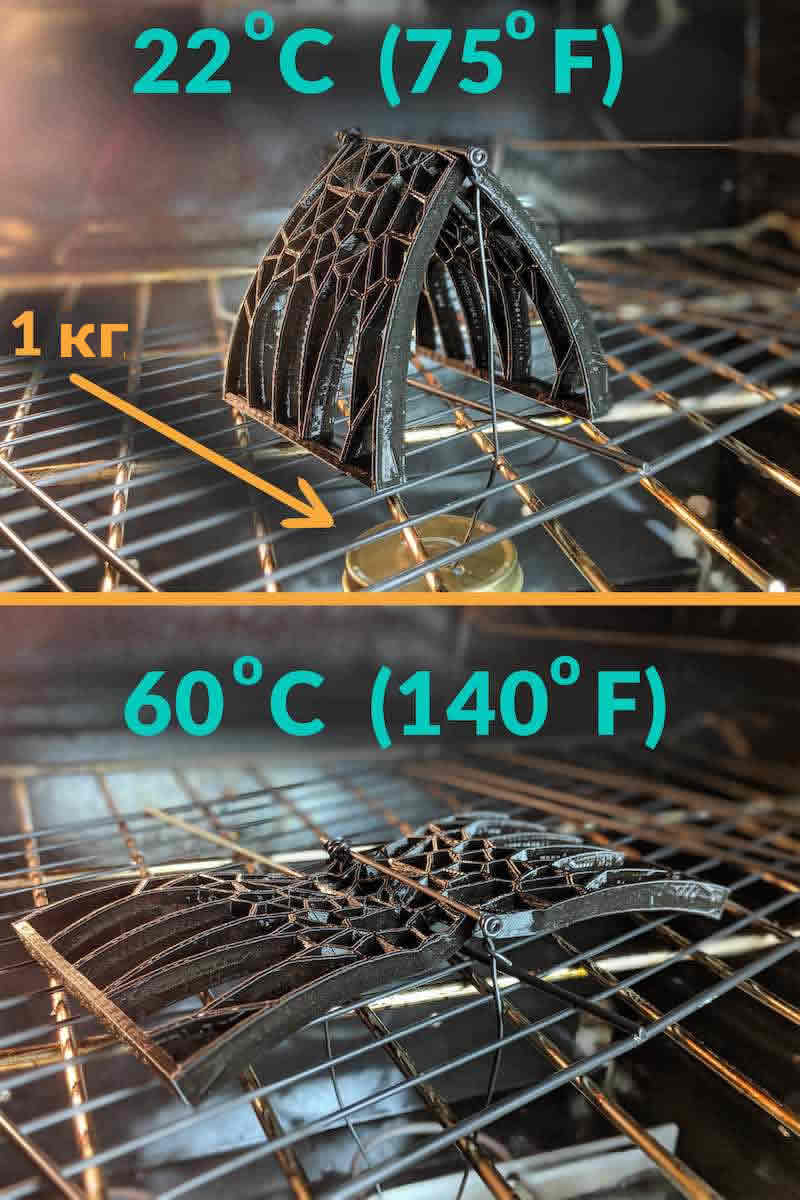 Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Пример того, как PLA материалы могут размягчиться при относительно низких температурах
Из-за необходимости сохранять детали холодными и твердыми усложняется использование электроинструмента для шлифования. Вместо этого многие для окончательной обработки детали используют мокрое ручное шлифование.
Примечание. Мокрое шлифование включает в себя шлифование детали под струей воды или в какой-либо емкости с водой.
 Мокрое шлифование объекта из PLA пластика
Мокрое шлифование объекта из PLA пластика
Мокрое шлифование обеспечивает охлаждение детали, одновременно вымывая мусор, образовавшийся в результате шлифования.
Однако, уменьшенное трение мокрого шлифования по сравнению с сухим шлифованием означает, что для получения полностью отполированной детали может понадобиться больше времени.
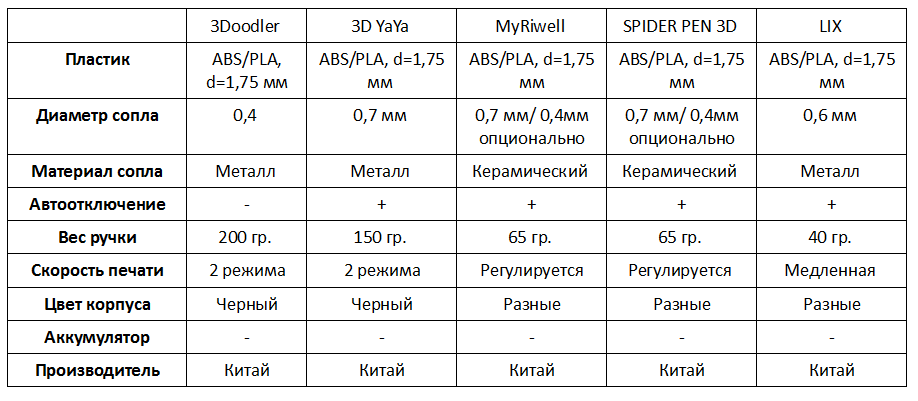
Какой пластик подойдет для 3D ручки: PLA или ABS?
Разбираясь в использовании материалов для 3D-печати, стоит упомянуть и о подборе пластика для работы 3D-ручкой. При выборе будем опираться на уже рассмотренные особенности известных пластиков и их физические свойства.



Одним из важнейших показателей при подборе пластика для 3D-ручки можно считать запах. Известно, что PLA совсем не пахнет либо имеет запах кукурузы, из которой он изготовлен. Издаваемый же пластиком ABS запах перегретой пластмассы может вызывать неприятные ощущения и создает дискомфорт при работе.
Еще одно отличие – это жесткость предметов, изготовленных из этих материалов. PLA – материал более жесткий и хрупкий, при попытке согнуть его он способен сломаться. Пластик ABS имеет высокую твердость, но и способен сгибаться. Он также выдерживает удары, не раскалываясь. Эту черту необходимо учитывать, выбирая подходящий пластик.
Пластики ABS и PLA формируются при разной температуре, но это, скорее, вопрос способности ручки перестраиваться на другую температуру. Есть старые модели, которые рассчитаны лишь на пластик одного типа, обычно это бывает ABS. Имеет смысл также учитывать адгезионные особенности пластиков, их способность прилипать к различным поверхностям. PLA отличается высокой липкостью, и рисовать им можно практически на любом материале – керамике, стекле или на металле. Пластик ABS имеет слабую адгезию, поэтому работать с ним можно только на бумаге или с применением специального коврика, предназначенного для работы с 3D ручками.
Эти особенности пластиков и определяют подбор необходимой марки для работы с 3D ручкой. В принципе, объемные модели возможно создавать, используя любой пластик, но стоит учесть еще несколько пожеланий. Если модели, которые вы создаете, имеют острые углы, величиной менее 90 градусов, это можно получить только с пластиком PLA. А вот объекты, которые свободно стоят, имеют спиральные и вертикальные поверхности, лучше будет создавать из пластика ABS. Из него также лучше будет делать детали, которые должны иметь гибкость.
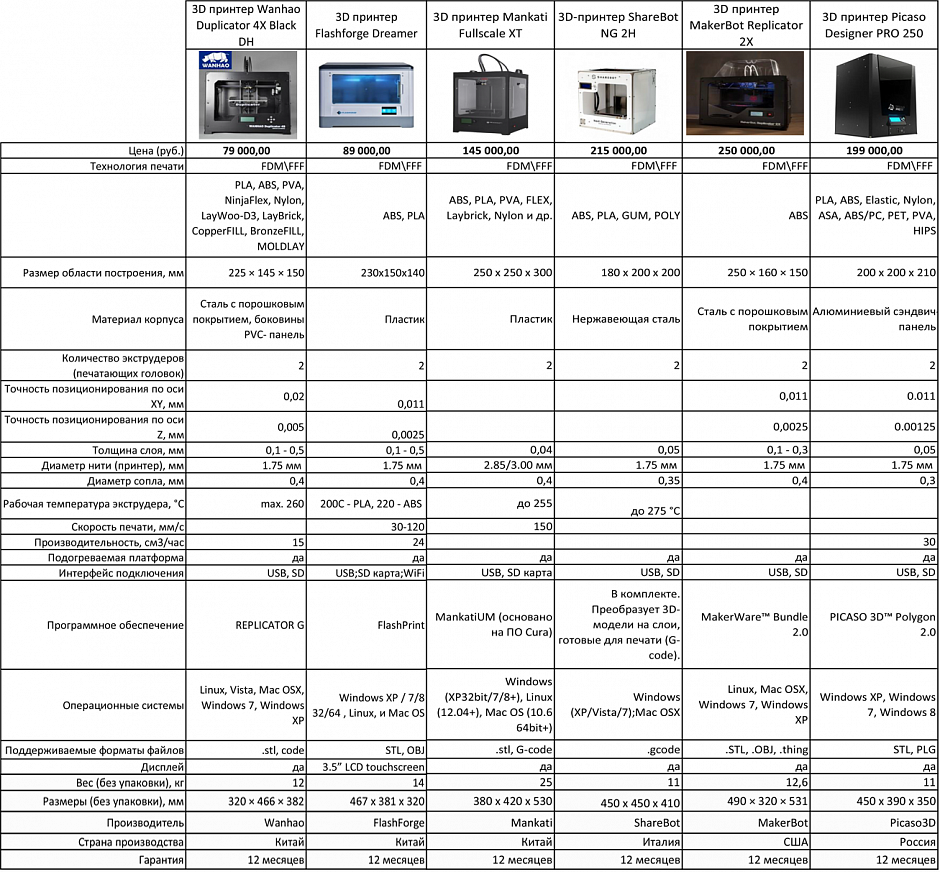
Лучшие 3D-принтеры для дома: рейтинг 2020
В нашей подборке «3d принтеры 2020 лучший выбор» представлены 6 лучших 3D-принтеров для домашнего использования в творчестве и для создания необходимых деталей. В ней мы собрали бюджетные модели и аппараты подороже с дополнительным оснащением и функциями.
Принтер XYZprinting Da Vinci miniMaker интересен, прежде всего, тем, что продается в собранном виде и имеет относительно компактные размеры. Габариты 550x390x470 мм вполне приемлемые даже для небольших комнат, хотя многие пользователи предпочитают на время длительной печати устанавливать устройство на кухне. Любой принтер издает характерные жужжащие звуки в процессе работы, а сама печать может длиться многие часы.
Вес устройства составляет около 11 кг, что позволяет без проблем переносить его с места на место. Все нагревающиеся поверхности скрыты, а значит никто случайно не обожжётся и не помешает работе принтера. Ширина рабочего пространства ограничена 150 мм, что немного, но для начинающих вполне достаточно. Тем более, что габаритные детали требуют тщательной подготовки, особого пластика и выверенного метода печати, чтобы избежать коробления конструкции детали и ее отслоения. Из минусов конструкции стоит отметить стол без подогрева, который, впрочем, можно самостоятельно заменить на подогреваемый.
2. Creality 3D Ender-3X
Модель Creality 3D Ender-3X. По стоимости она ощутимо дешевле da Vinchi – всего около 13000 рублей. Еще одним достоинством будет низкая шумность работы. Эта модель приходит в разобранном виде. Сборка не доставит хлопот тем, кто знаком с техникой. На прилагаемой флешке имеется видео-инструкция, в которой процесс сборки показан наглядно.
В комплекте идет небольшой моток пластика, которого может не хватит даже на тестовый образец. Поэтому сразу стоит подумать о расходных материалах.
3. Anet A8 Desktop
Этот принтер имеет лучшее соотношение цена/качество, в связи с чем пользуется высокой популярностью у домашних энтузиастов и просто школьников, благо область печати достаточно большая — 220х240 мм. Принтер оснащен с автоматически калибруемой акриловой рамой и одной печатающей головкой. Выполнять печать можно с точностью до 0,1 мм. Удобно, что устройство имеет подогреваемый стол, что расширяет возможности использования различных высокотемпературных пластиков.
К применению рекомендованы ABS, Nylon, PLA, Wood, PP. Принтер поставляется в разобранном виде, поэтому вам придется потратить время на изучение инструкции по сборке и калибровке устройства. Конструкция предусматривает различные улучшения и расширения. К нему есть в наличии широкий спектр оригинальных запасных деталей и их аналогов. Он неприхотлив в эксплуатации и обслуживании. Акриловая рама имеет не высокую жесткость, что следует учесть при печати деталей для сложной сборки. Для бытовых потребностей принтер обеспечивает широкие возможности.
Принтер легко собирается и настраивается, а главное работает сразу «из коробки». Удобно, что есть возможность установить дополнительную печатающую головку и печатать разноцветные изделия.
5. Anycubic 4Max Pro
Главным отличием данного принтера является его закрытая конструкция, что позволяет обеспечивать постоянный температурный режим в области печати. Жесткая рама и отличная сбалансированная система перемещения головки печати дает отличные результаты в точности создаваемых деталей. Вместе с тем, размеры рабочей зоны здесь невелики — 205х205 мм. Примечательно, что подогреваемый рабочий стол и максимальная температура экструдера 260°C дает возможность использовать высокотемпературые пластики, срок службы которых гораздо дольше обычных.
Точность печати в данном аппарате также на высоте — 0.0125 мм, а это значит возможность создания мелких деталей на очень высоком уровне качества поверхности. Но и скорость печати при этом существенно падает.
Этот 3D-принтер уже относится к профессиональной категории, но все же для домашнего использования. Он имеет закрытый со всех сторон корпус, что значительно повышает качество печати ABS пластиком. Направляющие стержни большого диаметра, наличие обдува, а также двух экструдеров, модернизированная система калибровки стола и надежное программное обеспечение — все это обеспечит бесперебойную работу устройства в ежедневном режиме.
Рабочая область достаточно большая — 227×148 мм, но все же не позволяющая создавать объемные детали. Да и минимальный диаметр сопла здесь всего лишь до 0,4 мм, что не позволит обеспечить идеально гладкую поверхность модели.





