

Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
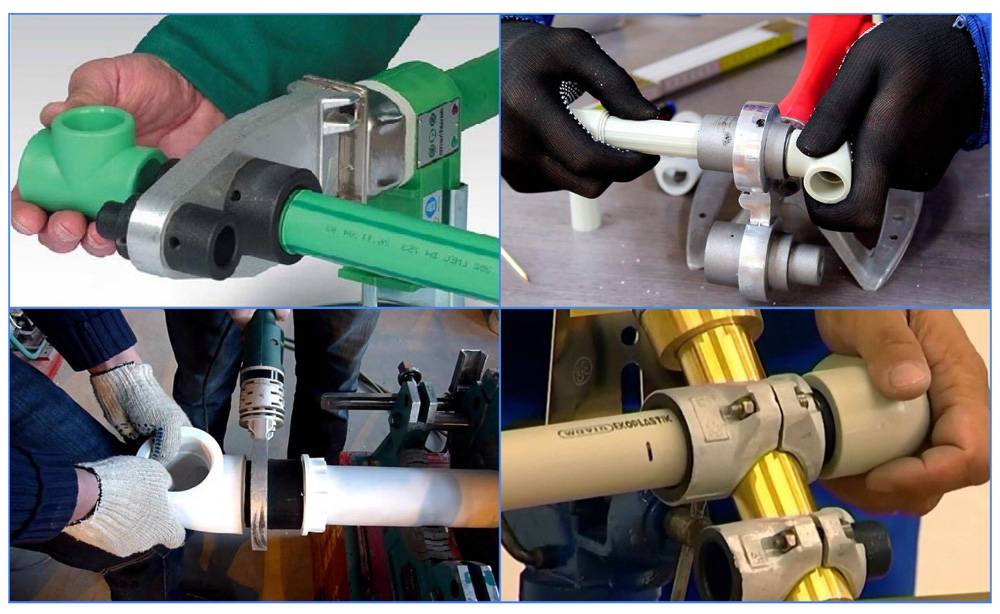
Галерея изображений
Фото из
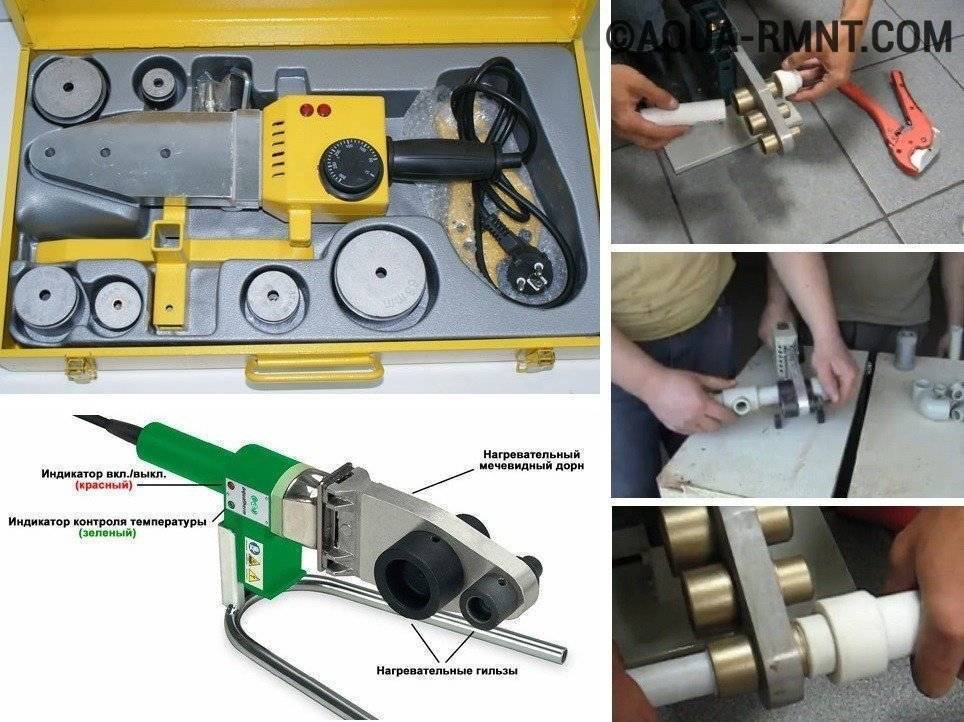
Прибор для соединения ПП труб
Насадки и дорны на сварочном аппарате
Работа сварочной машины для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Галерея изображений
Фото из
Прибор для стыковой сварки ПП трубы
Комплект нагревающих дисков для сварки
Торцовка полимерной трубы перед стыковой сваркой
Разогрев трубы на сварочном аппарате
Необходимые инструменты
Для паяльных работ потребуются:
- рулетка;
- ножницы, предназначенные для резки ПВХ труб;
- паяльник, предназначенный для труб из полимеров;
- строительный уровень.
Большая часть этих инструментов хорошо известна тем, кто когда-либо участвовал в строительных работах.
Поэтому если вы решили: паяем полипропиленовые трубы сами, вероятно, необходимые инструменты вам уже хорошо знакомы, или вы можете одолжить их у ваших друзей или коллег.
Если инструментов у вас еще нет, все их легко приобрести в магазине стройматериалов. Бывает затруднительно найти лишь подходящие ножницы и паяльник. Как правило, они приобретаются в комплекте.
Конечно, этот инструмент должен быть в наличии, если вы собираетесь соединять ПВХ трубы. Специализированные ножницы так же называют роликовым труборезом.
Инструмент встречается в продаже в одной из двух модификаций по назначению:
- для труб с внешним диаметром 1,6-4 см;
- для труб с внешним диаметром 1,6-11 см.
Выбор паяльника
Пригодный для резки труб паяльник так же называют ручным сварочным аппаратом. Инструмент представляет собой нагревательный прибор, у которого есть подошва, оборудованная нагревательными элементами.
Как правило, она оснащается отверстиями разного диаметра, в которых фиксируются насадки для пайки. Паяльник оборудован температурным регулятором.
Также у него есть индикатор нагревания, удобная рукоятка и особая подставка. Последняя позволяет устанавливать прибор на ровной поверхности. Инструмент включается и выключается нажатием дополнительных выключателей.
Именно паяльник помогает ответить на вопрос, как паять полипропиленовые трубы для отопления или водопровода, как их соединять.
И если вы планируете собственноручно монтировать трубопровод, следует обзавестись этим аппаратом. Предназначенный для работ с полипропиленовыми трубами инструмент в зависимости от назначения бывает двух модификаций:
- для пвх труб диаметром 1,6-5 см с максимальной мощностью 650 Вт;
- для пвх труб диаметром 6,3-11 см с максимальной мощностью 1600 Вт.
Если вы еще не знаете, как паять полипропиленовые трубы в труднодоступных местах, присмотритесь внимательнее к насадкам паяльника.
Как правило, они позволяют выполнять сложные работы.
- Насадки паяльника покрывают антипригарным покрытием, похожим на покрытие, используемое в посуде.
- Поэтому инструменту требуется особые уход и очистка.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
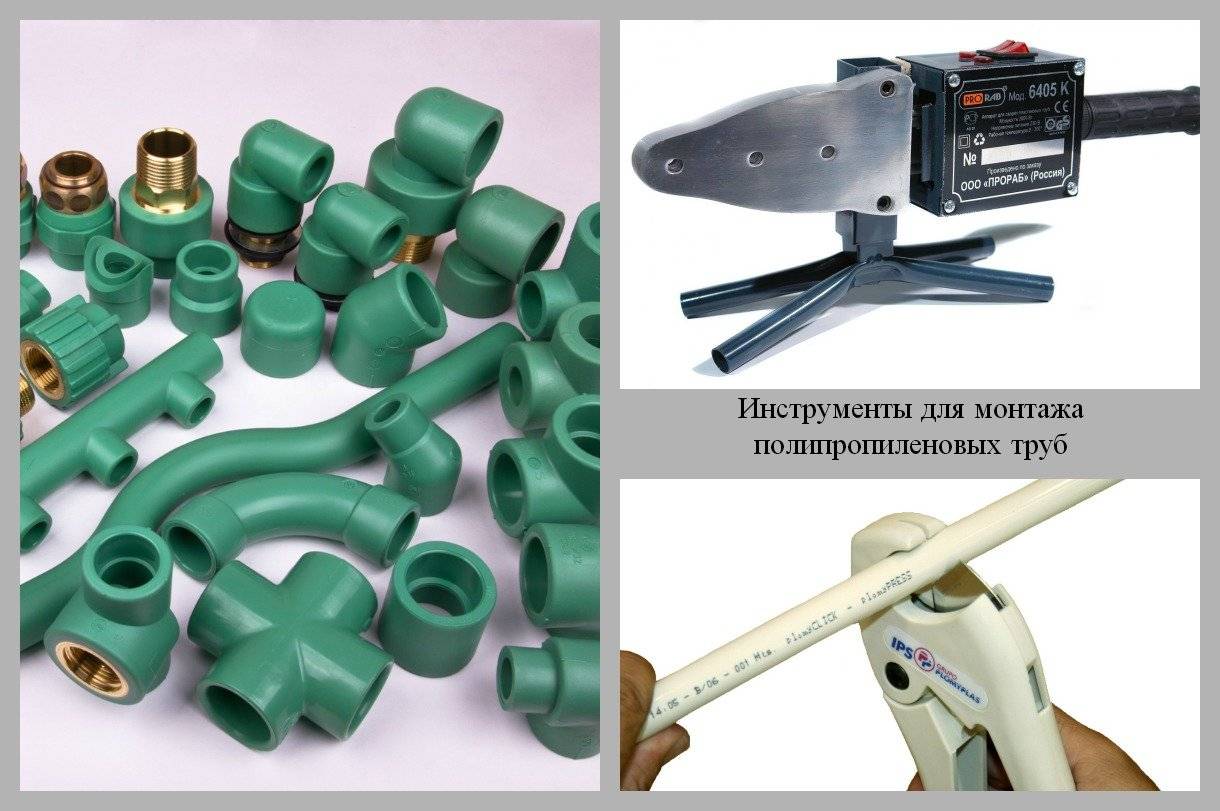
Инструменты для полипропиленовых труб

Для работы с полипропиленовыми трубами оптимально использовать следующие виды специальных инструментов:
- измерительные;
- режущие;
- зачистные;
- сварочные.
Рассмотрим каждую группу инструментов более подробно.
К измерительным инструментам относятся:
- рулетка;
- карандаш.
Подготовительный этап при монтаже трубопровода из полипропилена подразумевает под собой разметку труб необходимой длины, в этом случае, никак не обойтись без карандаша и линейки.
Как правило, полипропиленовые трубы нарезают по длине прямых участков будущей системы водопровода или отопления. При этом можно использовать следующие виды режущих инструментов:
специальные ножницы, лезвиями которых изготовлены с высококачественной стали в идеале дают ровный срез, однако, этот вид инструментов позволяет разрезать трубы лишь диаметром до 110 мм;
 Ножницы для полипропиленовых труб
Ножницы для полипропиленовых труб
роликовые труборезы оптимально использовать для резки труб из полипропилена диаметром от 60 мм, причем этот вид инструментов может быть ручным или с электрическим приводом.
 Ручной роликовый труборез
Ручной роликовый труборез
Но если в домашнем хозяйстве нет указанных режущих инструментов, да и работы совсем немного, то с помощью чего можно выполнить разрез полипропиленовой трубы?
С тем же успехом разрезать трубопровод из полипропилена можно с помощью обычной ножовки по металлу или болгарки, которые у хорошего хозяина всегда окажутся под рукой.
Однако при резке болгаркой или ножовкой по металлу стоит взять во внимание следующие советы:
- после резки ножовкой плоскость среза стоит аккуратно обработать напильником, чтобы убрать заусеницы;
- перед тем как резать болгаркой, желательно четко зафиксировать трубу, что значительно повысит уровень безопасности, при этом, рез получится идеально ровным.
Инструменты для зачистки полипропиленовых труб могут быть как ручными, так и механическими.
Каждый человек может подобрать себе инструмент, которым ему удобно будет обрабатывать изделие.
Линейку зачистных инструментов можно представить в следующем виде:
шейвер предназначается для наружной зачистки торца изделия, при этом с помощью легкого поворота этого инструмента получается аккуратный гладкий срез;
 Шейвер для зачистки полипропиленовых труб
Шейвер для зачистки полипропиленовых труб
торцеватель для труб используется для срезания среднего слоя (фольги) на требуемую глубину;
 Торцеватель для труб
Торцеватель для труб
фаскосниматель применяют для быстрого снятия фаски под углом 15 градусов.
 Фаскосниматель для труб
Фаскосниматель для труб
Если под рукой не оказалось указанных инструментов, то некоторые мастера советуют использовать обычный хорошо наточенный нож, но при этом стоит понимать, что все работы стоит проделывать очень аккуратно, чтобы не травмироваться.
При выборе зачистных инструментов для труб из полипропилена необходимо взять во внимание следующие немаловажные аспекты:
- какой диаметр труб, которые будут обрабатываться;
- где располагается алюминиевое армирование трубы: внутри или снаружи!
Сварочный инструмент является основным при монтаже трубопроводов из полипропилена. Он также имеет другое название – паяльник для полипропилена, который состоит из следующих конструктивных элементов:
- металлическая пластина с отверстиями;
- нагревательный элемент с плавным терморегулятором;
- набор сменных насадок, которые предназначены для одновременного разогрева трубы и фитинга.
 Сварочный аппарат для полипропиленовых труб
Сварочный аппарат для полипропиленовых труб
При выборе паяльника стоит обратить внимание на ряд следующих важных моментов:
- мощность инструмента;
- плавная регулировка температуры;
- точное градуирование;
- количество насадок в комплекте;
- производитель оборудования.
Паяльник для полипропиленовых труб
Новичку не рекомендуется приобретать такой аппарат. Его можно изготовить из утюга и соответствующих материалов, сэкономив при этом значительную сумму.





Способ первый
Для изготовления самодельного паяльника понадобятся:
- вышедший из строя старый утюг, у которого сохранился нагревательный элемент;
- детский металлический конструктор;
- резиновая ручка;
- тумблер;
- асбестовый шнур;
- дюраль;
- изолента.

Технология изготовления
болгаркой от дна утюга срезаются все лишние детали;


- изготавливается алюминиевая накладка;
- из конструктора монтируется коробка; в нее устанавливаются лампочка и резиновая ручка;
- к проводу подсоединяются тумблер и регулятор паяльника;

- все детали соединяются в одно целое;
- припаиваются кабели;
- к корпусу, предварительно положив асбестовую прокладку, прикручивается болтами нагревательный элемент.

Таким образом, потратив немного времени, используя подручный материал, вы становитесь обладателем самодельного паяльника для сварки труб из ПП.
Способ второй
Для изготовления инструмента понадобятся парная насадка стоимостью 215 р. и выброшенный подожженный утюг. На его сборку требуется примерно два часа.
Сначала нагревающийся прибор устанавливается вертикально. Фитинг одновременно с трубой надевается на разогревающие насадки. Для обеспечения возможности проводить операции на стене утюг нужно подвергнуть небольшой модернизации: обрезать «жало» подошвы и слегка его закруглить. Нелишним будет применение термопасты.

Известно, что таким самодельным аппаратом было сварено несколько трубопроводов. Качество работы получилось довольно высоким.
После нагрева утюга, удерживая его за ручку, первой снимается труба. Сразу удалять фитинг не нужно, поскольку его толщина не дает ему быстро расплавиться. Остается придержать рукой трубу с утюгом и снять фитинг.
Чтобы соединить изделия, необходимо приложить небольшие усилия, пока не образуется ровного облоя по всему периметру детали крепежа.
В этом положении нужно подержать соединение примерно 15-20 секунд, пока не начнется полимеризация. Сварка на стене отличается простотой: одной рукой придерживается нагревающийся прибор, другой – труба.
Способ третий
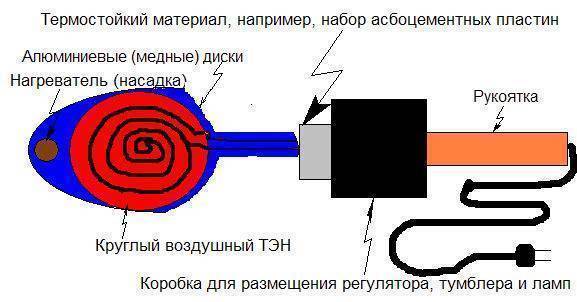
Изготавливаем утюг, оборудованный регулятором температуры, в качестве которого будет выступать специальное управляющее устройство мощности, собранное на тиристоре. Для паяльных работ подается напряжение, равное 170В. Для создания приспособления используются алюминиевые или медные пластины. На фотографии показана деталь толщиной 0,8 мм, однако значение этой величины может варьироваться в большую сторону.
Плоские элементы нужны, чтобы нагреватель не начал остывать в момент надевания трубы. Для работы используется ТЭН (1 кВт) от устаревшей плиты «Мечта». Так как радиатор почти не нагревается, его можно уменьшить. Для установки тиристора и диода прокладки не требуются. Конструкция самого утюга может иметь любой вид, все зависит от вашей фантазии.



Ниже приведена схема регулятора мощности.

С каждой стороны спирали можно установить алюминиевые прокладки в виде круглых блинов. К корпусу крепится ручка с регулятором и зафиксированным тумблером. Другими словами, можно заняться тюнингом.
Принцип всех устройств всегда один: для пайки труб из ПП нужно соблюдать определенную температуру.
Советы специалистов
Чтобы обеспечить максимальную надёжность мест соединения трубопровода специалисты советуют придерживаться следующих требований:
- правильно начинать сварочные работы через 10 минут с момента разогрева паяльника;
- выполнять операции по сварке или пайке деталей только при плюсовой температуре окружающей среды;
- участкам труб, соединённым способом сварки, необходимо дать возможность остыть, не допуская их смещения относительно друг друга или перекручивания;
- на толщине стенок более 6 мм сварка изделий встык выполняется двойным швом. При меньшей толщине стенки стык можно запаять одним швом;
- все элементы конструкции, фиксируемые посредством пайки, должны быть от одного производителя, так как они могут разниться по составу ингредиентов в сырье, что негативно повлияет на качество сварного шва.
Пайка в труднодоступных местах и углах
При пайке труб, расположенных в труднодоступных местах, например, близко к поверхности стен или потолка, применяется специальный приём, заключающийся в последовательном нагреве паяльным аппаратом прямого и ответного участка соединения. Прогревать фланец прямого участка необходимо большее количество времени, чтобы он не успел остыть, пока в работе будет находиться ответная часть заготовки.

Плавности линии в местах угловых стыков труб можно добиться при использовании специальных угловых переходников и фитингов
При этом важно заранее очень точно разметить на подводящих трубах глубину их вхождения в тело угловой детали
Соединение пластиковых труб без пайки
Пластиковые трубы не обязательно сваривать, их можно соединить и с помощью специального клеящего состава. Он наносится на всю заранее обезжиренную поверхность участка трубы, который будет вводиться в раструб. В раструбе же внутренняя поверхность также обезжиривается и покрывается клеем, но только на 2/3. Для лучшего сцепления поверхности труб под клеевое соединение перед обезжириванием обрабатывают наждачной бумагой.
Подготовленную часть трубы вводят в раструб до упора и проворачивают на 90 градусов. В таком положении склеиваемые детали следует удерживать 1 — 1,5 минуты, пока клей не схватится.
Канализационные трубы из пластика, ведущие к септику Танк, можно соединить с помощью компрессионного фитинга. При этом способе процесс соединения труб состоит из следующих этапов:
- зачистки верхнего слоя на трубе от загрязнений;
- снятия фаски на торце;
- ослабление накидной гайки на фитинге и установка в него конца трубы;
- закручивание гайки в обратное положение, в этот момент происходит зажим(компрессия) трубы обжимным кольцом.
Фиксация фитингов выполняется вручную или с помощью рожкового ключа. Прилагаемое усилие не должно быть чрезмерным, иначе трубы могут лопнуть.
Раструбный способ предполагает использование высокоэластичного уплотнительного кольца. Герметичность соединения обеспечивается сжатием прокладки между стенками раструба и гладким концом трубы.
Сварка пластиковых труб большого диаметра
Для соединения труб диаметром более 50 мм и толщиной стенки от 4 мм применяют технологию стыковой пайки, которая заключается в одновременном проваривании торцов 2 сегментов по всей плоскости. Самое сложное в этом способе сварки — правильно выполнить центровку стыков и обеспечить нужной длины зазор между деталями.

Поэтому в процессе стыковой сварки труб большого диаметра используются направляющие или трубный центратор. Он обеспечит качественную и надёжную фиксацию отрезков для сварки.
Сами работы ведутся в следующем порядке:
- подготовка труб и зачистка кромок;
- закрепление элементов в трубном центраторе;
- сварка стыков изделий.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
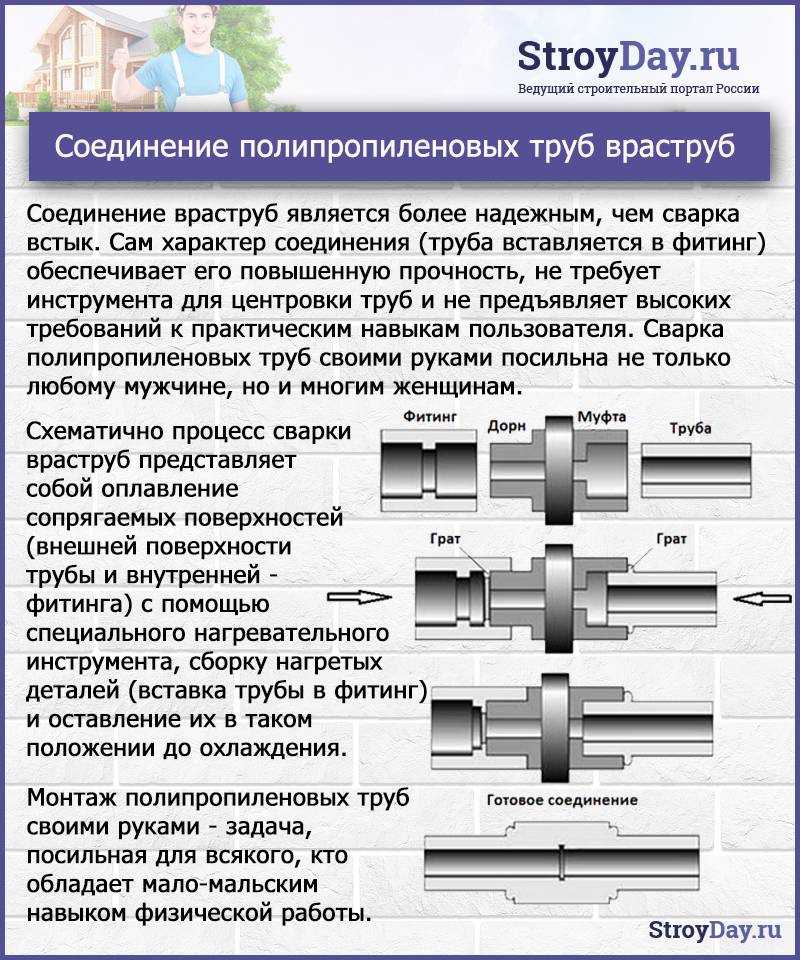
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
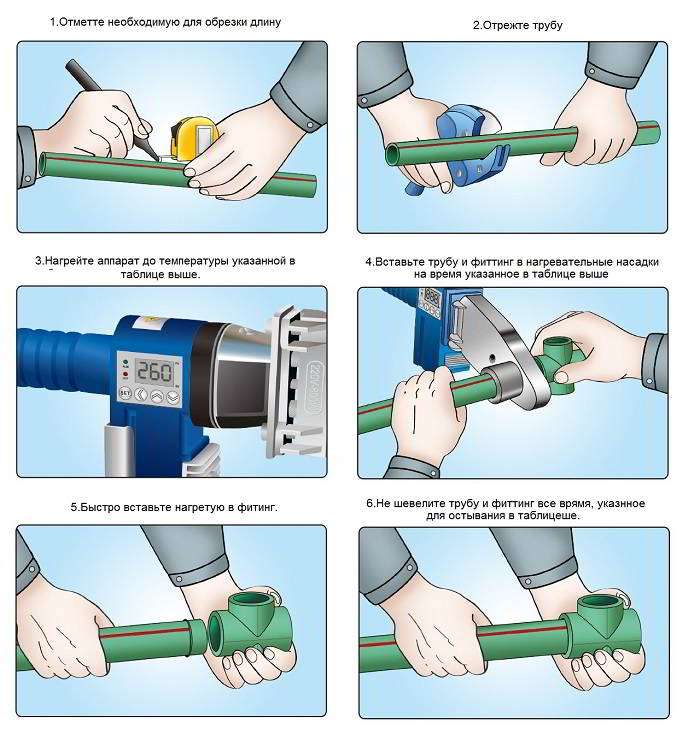
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
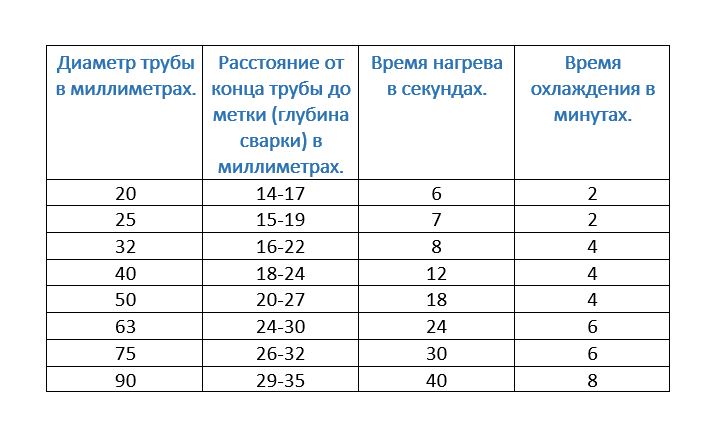
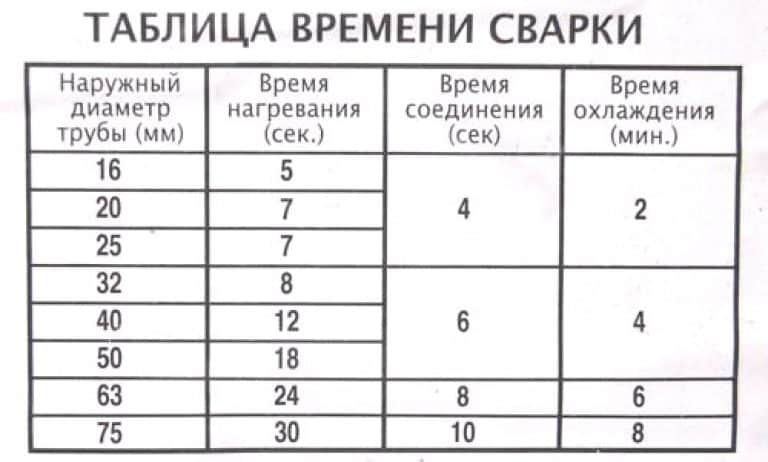
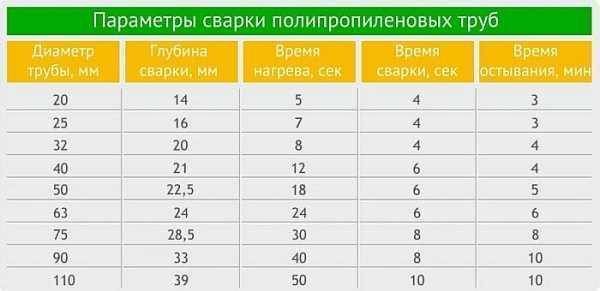
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.



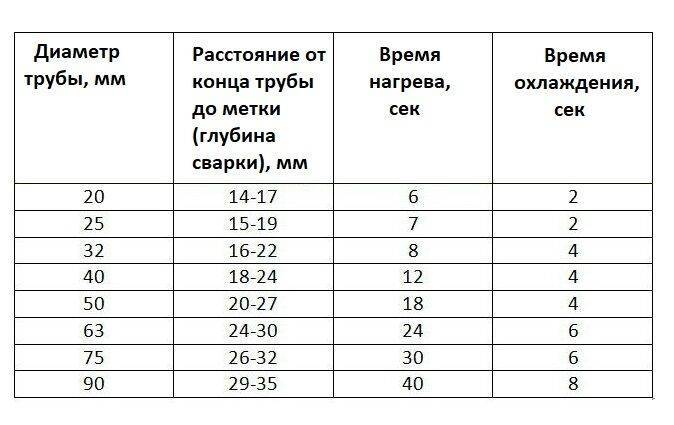



| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
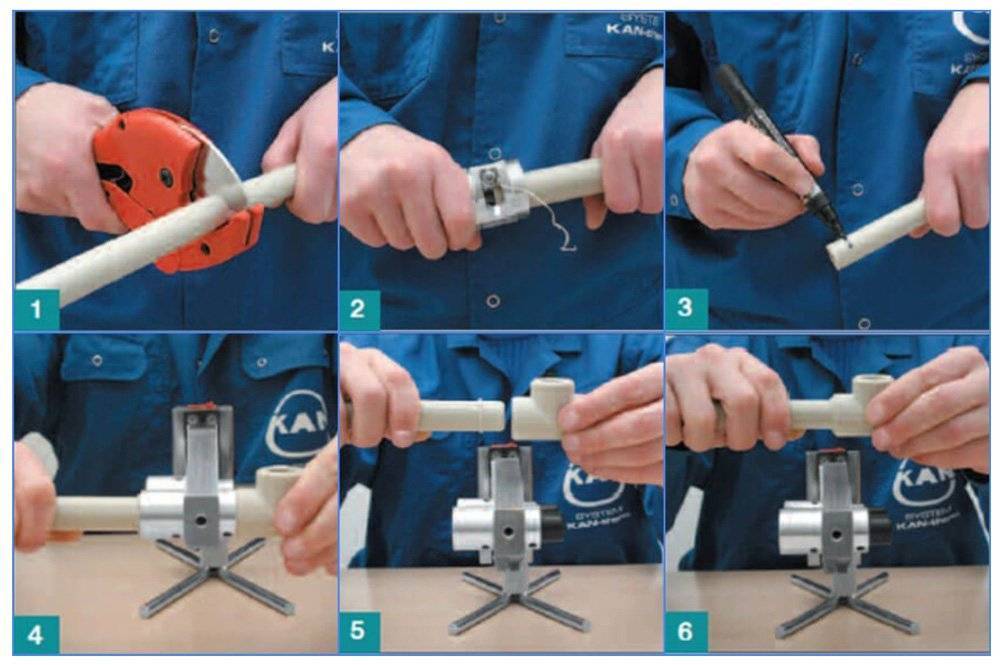
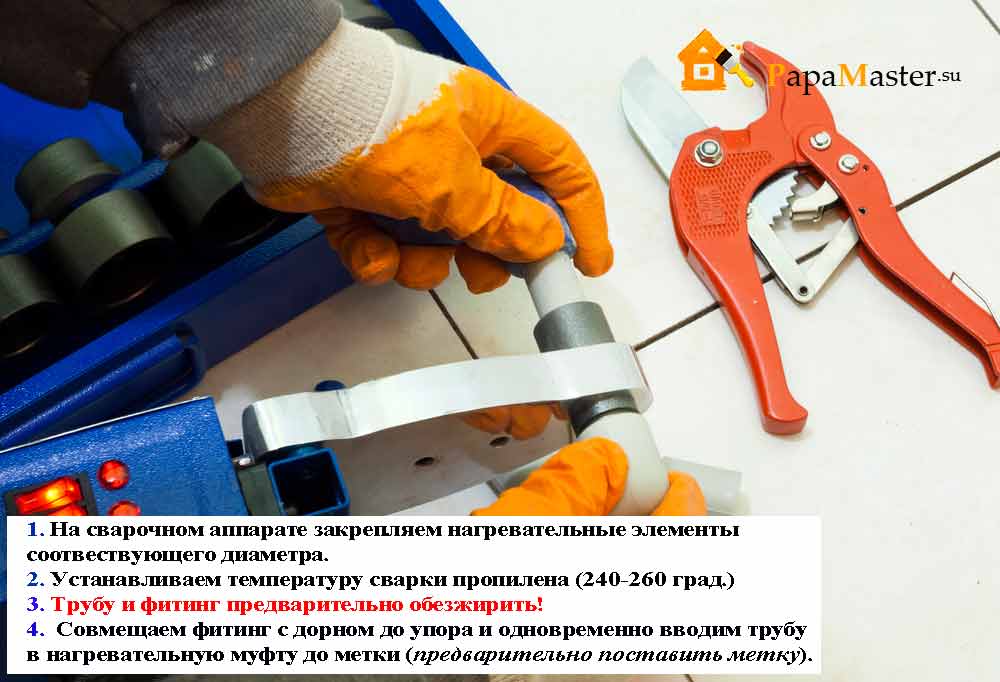
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Полипропиленовые трубы: гост, снип и проверка качества. Правила монтажа полипропиленовых трубопроводов Снип по монтажу полипропиленовых труб отопления
«ГИДРОПЛАСТ» — Ваш надёжный партнёр в области инженерных систем! Обладая многолетним опытом решения задач по комплектации и строительству объектов, предлагаем Вам ознакомиться в нашем каталоге с ценами на трубы из полипропилена и дополнительную продукцию из полипропилена .
Монтаж полипропиленовых труб в России регламентируется положениями ГОСТ Р 52134-2003 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления», СНиП 41-01-2003 «Отопление, вентиляция и кондиционирование», СНИП 3.05.01-85 «Внутренние санитарно-технические системы», СНиП 2.04.01-85 «Внутренний водопровод и канализация зданий» и СП 40-101-96 «Свод правил по проектированию и монтажу трубопроводов из полипропилена «Рандом сополимер»». В Евросоюзе требования к монтажу полипропиленовых труб устанавливают ряд технических регламентов – стандартов, подробный перечень которых приведен в этом материале .
Основной целью монтажа полипропиленовых труб вне зависимости от исходного материала (гомополимер полипропилена РР-Н, блоксополимер полипропилена РР-В, рандомсополимер полипропилена PPRC) и его модификаций (Polypropylen-Homopolymer PP-H-s огнестойкий, Polypropylen-Randomcopolymer PP-R-el электропроводный, Polypropylen-Randomcopolymer PP-R-s-el электропроводный и огнестойкий) (см. подробнее ), а также армирования алюминиевой фольгой или стекловолокном является обеспечение эксплуатационных условий, при которых давление и температура транспортируемой жидкости, и температура окружающей среды не вызовут в трубопроводе и его отдельных узлах внутренних напряжений, способных привести к нарушению целостности или остаточных деформаций в трубах, фитингах и соединениях. Первоочередной задачей монтажа полипропиленовых труб остается компенсация линейных температурных изменений в трубопроводе за счет изменения направления трассы и без использования специальных компенсаторов.
В отличие от труб из оцинкованной или нержавеющей стали (см. ) все трубы из термопластов-полимеров (см. этот материал) имеют высокий коэффициент линейного температурного расширения, особенно значительный в системах горячего водоснабжения и отопления.
Для решения этой проблемы трассу трубопровода условно разбивают неподвижными опорами на участки, автономно реагирующие на изменение температуры (или давления) в трубопроводе. Неподвижные опоры (НО) направляют удлинение по оси на скользящие опоры (СО), устанавливаемые в местах изменения направления трассы, которые, по сути, и являются компенсирующими устройствами.
Относительное температурное удлинение участка трубопровода, ограниченного неподвижными опорами для полипропиленовых труб рассчитывают по формуле Δl = 0.15*l*Δt , где:
- Δl – изменение линейного размера участка трубопровода по оси трассы, мм;
- l – длина участка трубопровода, ограниченного неподвижными опорами, м;
- Δt – разность температур трубопровода при эксплуатации и во время монтажа полипропиленовых труб, °С;
- 0.15 – коэффициент линейного температурного расширения труб из полипропилена, мм/м °С.
Важно: Полипропиленовые трубы, армированные алюминиевой фольгой, имеют температурное линейное расширение, на 2/3 меньшее, чем трубы из полипропилена без армирования. Полипропиленовые трубы, армированные стекловолокном, имеют температурное линейное расширение, на 3/5 меньшее, чем трубы из полипропилена без армирования
Линейное температурное расширение труб PN 10,16,20 из рандомсополимера полипропилена и армированных алюминиевой фольгой полипропиленовых труб PP-R для систем горячего водоснабжения и отопления в зависимости от температуры транспортируемой среды можно определить по номограммам (см. ниже).
Рис.Рис.
Скользящие опоры при монтаже полипропиленовых труб, как правило, выполняют из клипсов, одинарных или двойных, соответствующих диаметром DN номинальному диаметру полипропиленовой трубы.
Рис.
СП 40-101-96 категорически запрещает жесткую фиксацию трубопровода при монтаже полипропиленовых труб путем сжатия трубопровода. Поэтому неподвижные опоры могут быть выполнены на базе скользящих опор с ограничением осевого перемещения двумя муфтами или муфтой и тройником.
Рис.
Наиболее часто при монтаже полипропиленовых труб используют компенсирующие изменения направления трассы:
Возможности петлевых компенсирующих элементов в зависимости от номинального диаметра полипропиленовых труб представлены в таблице ниже.
Полипропиленовые трубы: производители и качество изделий
Среди производителей ППР труб следует отметить такие фирмы, как:
- Valtec (Италия). Трубы выпускаются в трёх вариациях: с тонкими стенками, армированные стекловолокном или алюминиевой фольгой (99,4% алюминия). При производстве для соединения слоёв используют американские и японские клеи, поэтому трубы характеризуются повышенной прочностью (70 Н/10 мм при норме 15 Н/10 мм). При производстве используют. Производитель использует коническую форму раструбов, что облегчает соединение. Кроме того, смешанные фитинги (с резьбой) выпускаются восьмигранной формы, поэтому при работе можно использовать стандартные ключи.
- Banninger Kunststoff-Produkte, GmbH (Германия). При производстве используется высококачественный пластик (марка рандом-сополимер) с повышенной прочностью и химической стойкостью. Продукцию можно использовать для устройства водопроводов с питьевой водой. Стоят такие трубы дороже аналогов.
- Wavin Ecoplastic (Чехия). Как следует из названия марки, в производстве также используется химически нейтральный полимер, пригодный для передачи питьевой воды. Трубы серии Stabi армированы алюминиевой фольгой, Fiber и Basalt+ – базальтовым волокном.
- Kalde (Турция). Трубы приемлемого качества по таким же ценам. Выпускаются простые изделия, армированные стекловолокном (Fiber) и перфорированной фольгой (Superpipe), благодаря чему нет необходимости при сварке зачищать и торцевать трубу. Трубы имеют обычный срок службы (50 лет) при температуре до 70°С.
- Tebo (Турция). Трубы изготавливаются из полипропилена повышенной стойкости «рандом сополимер». Фирма имеет сертификаты ГОСТ, DIN, TSE. Диаметр продукции – 20-160 мм, марки труб – PN10, PN20, PN25.
- SPK (Турция). Используется сырьё из Нидерландов и оборудование из Германии, цена изделий ниже, чем у европейского производителя. Трубы достаточно стойки, могут применяться в условиях Сибири.
Как видно, производителей и марок труб существует немало, и каждому мастеру найдётся из чего выбрать. Ведь главное – не стоимость изделия или страна происхождения, а правильный расчёт и аккуратная работа при монтаже трубопровода.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.







Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.





