

Вы можете печатать с помощью PETG, если:
1. Вам нужно что-то, что выдержит большее воздействие
Хрупкость АБС означает, что он может легко расколоться или потрескаться при сильном ударе. Это часто не относится к PETG. Когда на ПЭТГ нанесен оттиск, он может деформироваться, но по существу остается нетронутым.
2. Вы распечатываете проект для использования вне помещений.
PETG стал идеальной 3D-нитью для компаний, которые хотят размещать вывески на открытом воздухе. ПЭТГ не только выдерживает резкую температуру солнечного дня, но и не разлагается при длительном воздействии УФ-излучения.
3. Вы не хотите влиять на печать.
Известно, что PETG представляет собой нить, сочетающую в себе прочность ABS и, следовательно, простое использование PLA. Он более щадящий, чем АБС-пластик, когда связан с деформацией и адгезией слоев и не выделяет раздражающих и вредных запахов.
Производители пластика FLEX и HIPS
Компания PrintProduct поставляет большое количество разнообразной продукции для устройств трехмерной печати, включая пластик FLEX различной жесткости. В ассортименте присутствуют самые популярные расходные материалы ABS, PLA. Производитель поставляет пластик HIPS, а также композиционные, светящиеся в темноте, суперпрочные материалы.
Компания REC поставляет продукцию не только на российский, но и зарубежный рынок. Предлагает по доступной стоимости приобрести пластиковую нить всех распространенных видов, включая FLEX и HIPS.  Материалы, выпускаемые под маркой REC, отличаются отличным качеством, относительно низкой стоимостью. Компания проводит исследования, разрабатывает новые технологии производства, имеет патенты.
Материалы, выпускаемые под маркой REC, отличаются отличным качеством, относительно низкой стоимостью. Компания проводит исследования, разрабатывает новые технологии производства, имеет патенты.
Компания BestFilament производит хорошую продукцию по доступной стоимости. Как и другие производители она занимается изготовлением популярного среди пользователей 3D принтеров пластика ABS и PLA. BestFilament также производит расходный материал HIPS и оборудование для трехмерной печати.
Компания Filamentarno! является крупным производителем SBS-пластиков. В ассортименте продукции представлены прозрачные и полупрозрачные материалы, не выделяющие запаха, не впитывающие влагу, например, такие как FLEX.От популярных вариантов пластик SBS отличается высоким качеством и постобработкой.
Производители SEM и ABS Maker создают расходные материалы для розничной и оптовой продажи. Компания SEM поставляет продукцию PICASO, что может являться подтверждением высокого качества товара. SEM изготавливает ABS, PLA, HIPS, PC пластики. Компания ABS Maker для производства пластиковых нитей использует сырье из Европы. Производитель занимается изготовлением трех видов пластика, включая продукциюFLEX.
Простота использования
ABS, безусловно, имеет некоторые преимущества по сравнению с другими распространенными материалами для 3D печати, но его основным недостатком является то, что ABS намного сложнее в использовании, особенно по сравнению с PLA.
Во-первых, ABS печатается при более высокой температуре, по сравнению с другими пластмассами, около 230°C. Для некоторых недорогих 3D принтеров, без цельнометаллических хотэндов, эта температура может быть близка к максимальной температуре, которую принтер может достичь.
Это может стать проблемой, потому что эти более простые 3D принтеры могут не иметь тепловых барьеров, предназначенных для сохранения дополнительного тепла в изолированном хотэнеде.
Деформация
По мере охлаждения ABS сжимается больше, чем другие пластики. Из-за этого серьезной проблемой для деталей из ABS является деформация. Поскольку разные части детали охлаждаются с разной скоростью, печатаемые детали из ABS могут деформироваться.
Это особенно очевидно, когда деформирующаяся часть отходит от печатного стола. Это может повлиять на сцепление слоев и привести к деформации всех слоев над искривленной областью. Детали также могут разделяться на части вдоль слоев в середине детали.
Посмотрите на пример ниже. На этом изображении вы можете увидеть умеренный уровень деформации на щупальцах осьминога. Когда ABS пластик остыл и сжался, он отошел от стола. Помимо деформации вашей детали, этот эффект может легко привести к сбою печати, если деталь упадет со стола, или если экструдер столкнется с деталью.
 Пример деформирования ABS пластика при охлаждении и сжатии
Пример деформирования ABS пластика при охлаждении и сжатии
Кроме распространенной проблемы с отхождением от стола при деформации ABS, есть еще и другая проблема – расслаивание по слоям. На приведенном ниже напечатанном объекте в нескольких местах разделены слои, которые возникли из-за того, что разные области объекта охлаждаются и сжимаются с разной скорость.
 Пример расслаивания напечатанного объекта из ABS пластика по слоям
Пример расслаивания напечатанного объекта из ABS пластика по слоям
Способы избежать деформации ABS
Для избежания стремления ABS к деформированию можно использовать несколько методов. Наиболее распространенным является использование стола с подогревом, что практически необходимо для успешной печати из ABS пластика.
Подогреваемый стол сохраняет тепло во время печати, позволяя детали остывать равномерно. Подогреваемый стол также значительно улучшает адгезию (сцепление) ABS пластика со столом.
 Один из способов избежать деформации – использование подогреваемого стола
Один из способов избежать деформации – использование подогреваемого стола
Однако даже с подогреваемым столом крупные детали всё еще могут страдать от деформации, включая расщепление по слоям. Поэтому некоторые пользователи 3D принтеров делают корпуса для своих принтеров. Поместив 3D принтер в изолированный корпус, мы увеличиваем температуру воздуха внутри корпуса.







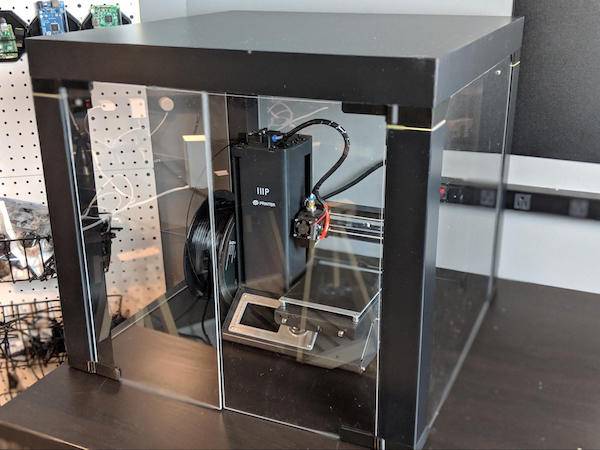 Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Корпус этого 3D принтера сделан из приставного стола Ikea, нескольких прозрачных акриловых панелей и нескольких напечатанных на 3D принтере деталей
Использование изолированного корпуса имеет ту же цель, что и использование стола с подогревом, оно позволяет детали остывать равномерно, что снижает вероятность деформации. У корпусов есть дополнительное преимущество: они уменьшают сквозняки от движения воздуха в окружающей среде вокруг принтера, что также помогает поддерживать постоянную температуру всего печатаемого объекта.
Запах
Последнее, что нужно учитывать при печати с ABS, – это запах, который он производит. Хотя все материалы для 3D печати во время работы 3D принтера создают некоторый запах, у ABS он немного неприятнее, чем у других. Во время печати ABS сильно пахнет плавящимся пластиком (что имеет смысл – ведь он им и является).
Эти пары не только неприятно пахнут, но новые исследования также показывают, что они могут иметь негативные последствия для здоровья. Содержание этих неприятных запахов является еще одной причиной для использования закрытых корпусов.
Настройки 3D принтера для печати с ABS пластиком
 Настройки принтера для печати ABS пластиком
Настройки принтера для печати ABS пластиком
Температура экструдера
ABS печатается при относительно высокой температуре, около 240°C. Для некоторых 3D принтеров начального уровня это уже вершина температурного диапазона, но 240°C достижимо даже без цельнометаллического хотэнда.
Температура стола принтера
Как и при любой 3D печати, на вашем конкретном принтере потребуется несколько пробных и ошибочных тестов, чтобы найти оптимальную температуру. Чтобы напечатать что-то, кроме самых мелких деталей, вам также понадобится стол с подогревом. Температура стола для ABS должна быть установлена около 80°C.
Адгезия (сцепление) стола
И, наконец, для лучшей адгезии можно использовать несколько материалов для покрытия стола. Самый распространенный трюк – использование ленты Kapton и лака для волос. Лента Kapton – это торговая марка полиимидной пленки, разработанной DuPont. Обычно она поставляется в виде рулонов самоклеющейся ленты, которую можно приклеивать на нагреваемые платформы.
После нанесения слоя каптоновой ленты, небольшого разбрызгивания лака для волос, оставленного для высыхания на 10-15 минут, создается комбинация, которая хорошо работает для улучшения адгезии стола с ABS пластиком. Другой метод, который можно использовать для улучшения адгезии к столу и предотвращения деформации, – это печать с использованием юбки или поля. Эти два метода увеличивают площать контакта между столом и печатаемым объектом, что улучшает общее сцепление.
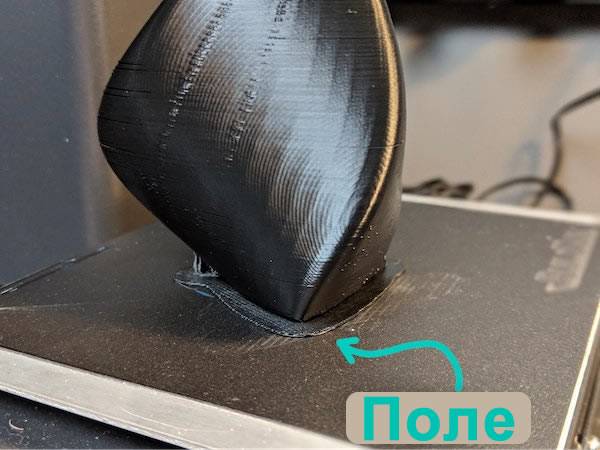 Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Печать с краями помогает сцеплению печатаемого из ABS объекта и стола
Также существует ряд специализированных печатных поверхностей, разработанных специально для оптимизации адгезии ABS, например, BuildTak.
Что такое ПЭТГ
Полиэтилентерефталатгликоль, обычно называемый PETG или PET-G, представляет собой термопластичный полиэфир, известный своей химической стойкостью, долговечностью и превосходной формуемостью для производства.
ПЭТГ часто легко вакуумируется и формуется под давлением, а также изгибается под действием тепла из-за его низких температур формования. Эта особенность делает его исключительно известным для потребительских и коммерческих приложений, связанных с 3D-печатью или другими технологиями термоформования.
Кроме того, PETG хорошо подходит для таких методов изготовления, как высечка, гибка и фрезеровка.
Постобработка
Эта более высокая температура стеклования также значительно облегчает шлифование деталей из ABS, поскольку в отличие от PLA и нейлона, он не размягчается и не приклеивается к наждачной бумаге.
Поэтому ABS не требует мокрого шлифования. Как и в большинстве случаев шлифования, для получения наилучших результатов вам следует начинать с более крупной наждачной бумаги и постепенно передвигаться к более мелкой зернистости бумаги.
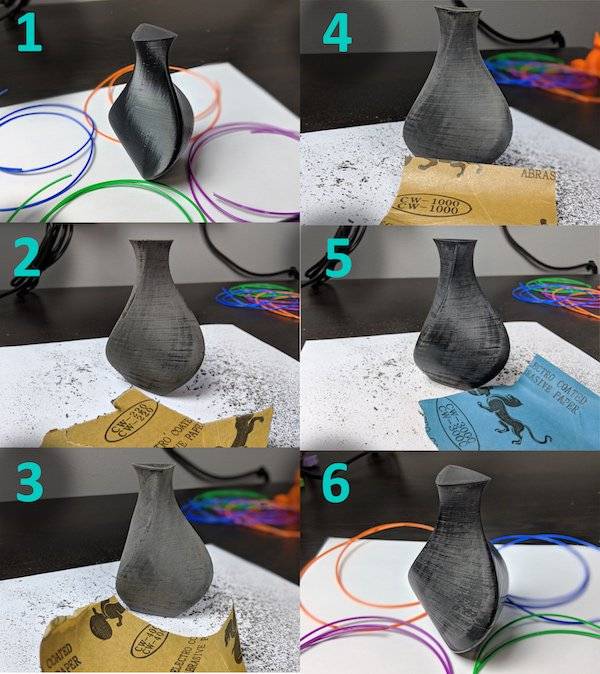 В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
В этой последовательности фотографий, деталь из ABS шлифуется с постепенно уменьшающейся зернистостью (220, 400, 1000, 3000) и окончательно очищается. Хотя линии слоев всё еще видны, на ощупь деталь кажется фактически гладкой.
Другой метод постобработки, который особенно популярен для деталей из ABS, – это химическое сглаживание. Чаще всего детали из ABS сглаживаются парами ацетона.
Основной процесс заключается в том, чтобы поместить напечатанную на 3D принтере деталь из ABS в герметичный контейнер на платформу над ацетоном. Когда ацетон испаряется, контейнер заполняется его парами. Поскольку ABS хорошо растворяется в ацетоне, этот пар (довольно быстро) растворяет верхний слой пластика. Поверхностное натяжение сжиженного ABS сглаживает деталь.
Посмотрите на изображение ниже, чтобы увидеть разницу между незаконченной и сглаженной паром деталями. На верхней фотографии изображена незаконченная 3D деталь из ABS с высотой слоя 0,2 мм. После 3D принтера у этой детали были только удалены поддержки. На нижнем изображении показана та же деталь после сглаживания холодным паром. Поверхность очень гладкая и достаточно глянцевая, чтобы быть отражающей.







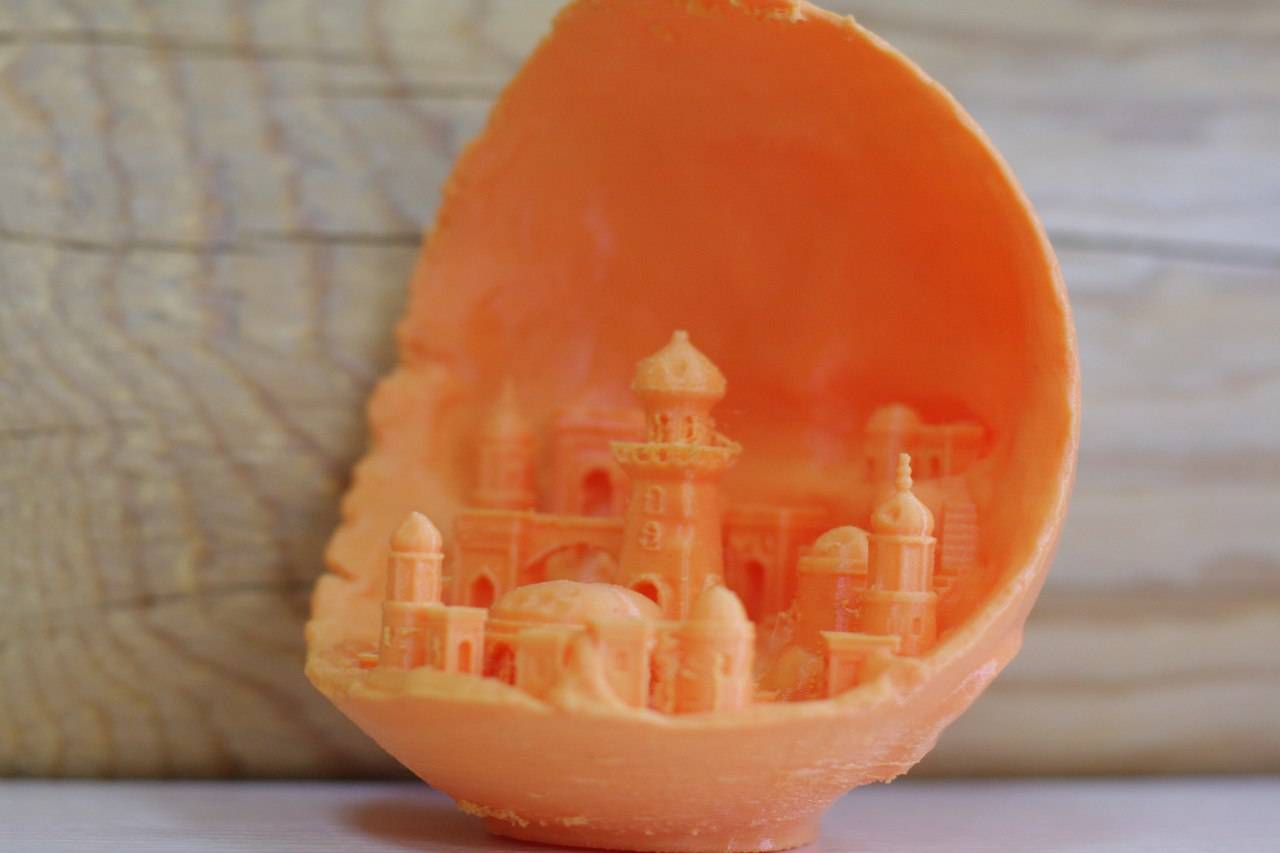

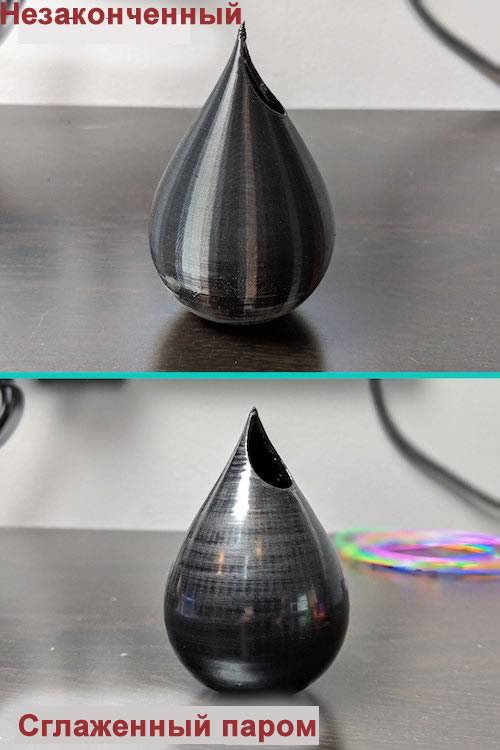 Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Сравнение незаконченной и сглаженной паром деталей из ABS пластика
Следует отметить, что полировка деталей из ABS парами ацетона не особенно безопасна – при использовании этого метода следует соблюдать особую осторожность. Кроме того, пары ацетона легко воспламеняются, вдыхать их не очень полезно, и они могут легко повредить другие пластиковые детали на вашем рабочем месте, если ацетон содержится не правильным образом
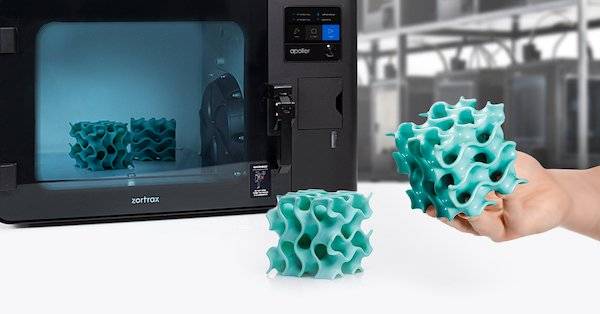 Умное устройство для сглаживания паром Zortax Apoller
Умное устройство для сглаживания паром Zortax Apoller
Что такое АБС?
ABS – это аббревиатура в 3D, которая означает ацетонитрил-бутадиен-стирол, тройной сополимер, состоящий из трех различных мономеров. Каждый из этих трех мономеров – ацетонитрил, бутадиен и стирол – является важным элементом, определяющим физические и химические свойства АБС.
Эти три мономера также можно смешивать в разных пропорциях, которые определяют, какие из свойств наиболее распространены. Благодаря уникальному сочетанию термостойкости, долговечности и глянцевой поверхности АБС быстро стал одним из наиболее широко используемых филаментных материалов в 3D-печати.
Чрезвычайная гибкость и универсальность АБС также сделали его важным полимером для инженерии. Большинство полимеров, изготовленных с использованием АБС-пластика в качестве основы, находят широкое применение в коммерческих, домашних и хобби-сферах.
С момента своего замысла как жизнеспособной замены резины, АБС сейчас является одним из самых продаваемых инженерных термопластов.
1. Устойчивость к высоким температурам
ABS печатает при температуре от 220 до 250 ° C, что, безусловно, является одним из самых лучших температурных диапазонов, необходимых для печати D. Хотя это делает печать с использованием АБС очень энергоемкой (и создает несколько проблем в процессе печати), это также делает отпечатки с АБС удивительно стабильными при воздействии тепла.
Это сделало АБС идеальным материалом для предметов, которые часто подвергаются воздействию высоких температур, таких как приборная панель и сиденья автомобиля или трубы и фитинги для приличных жидкостей.
2. Дешевле
С точки зрения затрат на производство АБС не намного дешевле, чем ПЭТГ. Однако АБС используется гораздо шире и легче. Вы легко найдете дешевые катушки с нитью из АБС только из-за обилия сопоставимых продуктов.
3. Улучшенные возможности постобработки.
Совместимость АБС с ацетоном в качестве растворителя – одна из его наиболее уникальных характеристик. Можно не только сформировать клей для АБС-пластика, растворяя АБС в ацетоне, но и ацетон также можно использовать для сглаживания печати из АБС-пластика.
Метод, известный как паровая баня с ацетоном, позволяет получить неизменно гладкую поверхность на отпечатке из АБС-пластика, подвергая его воздействию паров ацетона, которые легко испаряются при высоких температурах. По сравнению с другими методами отделки, использование паровой бани с ацетоном требует гораздо меньше усилий, но дает исключительные результаты.
4. Менее гигроскопичен
Все нити для 3D-печати гигроскопичны, что говорит о том, что они легко впитывают влагу из воздуха. Однако между нитями одни просто более гигроскопичны, чем другие. По сравнению с АБС и ПЭТГ, АБС может быть немного менее восприимчив к влаге, что упрощает обращение с ним и его хранение.
Расходный материал HIPS
HIPS-пластик – это термопластичный полимер, обладающий эластичностью каучука, высокой прочностью и упругостью. После печати изделие можно шлифовать, покрывать грунтовкой, краской. Материал очень легко поддается различной обработке. Готовые объекты из HIPS-пластика отличают прочностью и пластичностью, имеют маленький вес. Поверхность предметов гладкая, мягкая. В процессе печати рекомендуют использовать охлаждающий обдув для получения ровных слоев пластика. Дополнительный обдув позволит получить продукцию с очень гладкой поверхностью.
 Особенности материала:
Особенности материала:
- Низкий уровень влагопоглощения и легкость пластика делает его полезным при изготовлении предметов, которые не тонут в воде и могут использоваться в условиях повышенной влажности.
- Пластик не разлагается под негативным воздействием окружающей среды.
- Естественный цвет обеспечивает эстетические преимущества. Матовая поверхность скрывает недостатки печати.
- Материал безопасен для здоровья человека и животных. Пластик можно применять для изготовления посуды.
Прочность
Самым большим преимуществом филаментов ABS перед другими материалами для 3D печати является их высокая механическая прочность.
ABS обладает способностью изгибаться или деформироваться при воздействии большого усилия или удара, а затем возвращаться к своей первоначальной форме. Это свойство материала измеряется как относительное удлинение при разрыве, которое выражает, насколько материал может изменить форму, прежде чем он разрушится. Относительное удлинение при разрыве ABS в среднем примерно в четыре раза больше, чем у PLA.
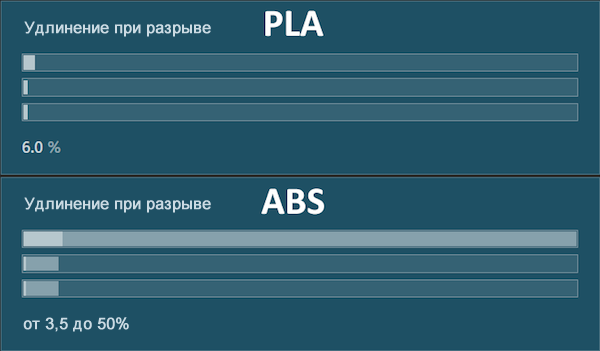 Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Сравнение PLA и ABS с полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
По сравнению с другими распространенными материалами для 3D печати, ABS также обладает более высокой термостойкостью. Температура стеклования ABS (температура, при которой пластик размягчается и постоянно меняет форма) значительно выше, чем у других распространенных видов материалов, включая PLA.








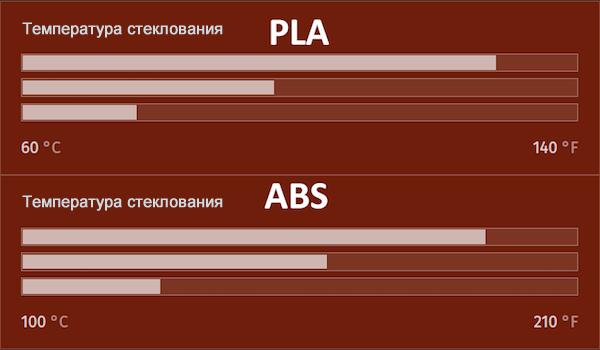 Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Полосы диаграммы сравнивают свойства каждого пластика полиэстеровыми пластиками (верхняя полоса), всеми термопластами (средняя полоса) и всеми распространенными промышленными материалами (нижняя полоса)
Материал для 3Dпечати FLEX
FLEX-пластик отличается повышенной эластичностью, поэтому идеально подходит для изготовления гибких предметов. Материал применяют для литья изделий из пластика сложной формы, например, масок, фигурных элементов, игрушек, протезов.

Возможно, Вы бы хотели читать нас чаще, тогда вот наш Telegram
Свойства материала FLEX
Преимуществом FLEX-пластика является высокая износоустойчивость и стойкость к механическим и химическим воздействиям. Изделия, изготовленные путем 3D печати, не разрушаются при соприкосновении с растворителями и продуктами нефтехимической переработки. Гибкий пластик подходит для печати на низких скоростях подачи материала. Средняя скорость должна быть ниже средней примерно 50 мм/с. Платформу желательно разогреть до 30–50 градусов. Температура экструдера должна быт в пределах от 210 до 230 градусов.
Для склеивания отдельных элементов модели применяют составы, созданные на основе растительного каучука. Чтобы подогреть место склеивания используют фен. FLEX поставляют в герметичных упаковках с силикагелем. Пластик может долго храниться без потери качественных характеристик, а также использован многократно на протяжении длительного срока.
Заключение
Я надеюсь, что вы получили некоторые глубокие знания об ABS и PETG. Теперь вы можете найти разницу между этими двумя типами трехмерных волокон.
Если вы хотите использовать любую из этих двух нитей для 3D-печати, подумайте о том, чтобы обратиться за советом в компанию, предоставляющую услуги 3D-печати.
Rocheindustry специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, – это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.





