

Особенности и размеры медных коммуникаций
Коммуникации из цветного металла имеют конструкцию, которая мало чем отличается от конструкции изделий из пластика или стали.
Сравнение диаметра труб и их пропускной способности
Но медные трубы и фитинги для водопровода обладают некоторыми особенностями, которые характерны исключительно для них:
- Пластичность материала сохраняется даже в среде низких температур. Это даёт возможность прокладывать водопровод не только внутри, а и снаружи архитектурных строений;
- Медное изделие имеет оптимальное значение коэффициента температурного расширения (0,0166 мм/мК). Оно отличается от характеристики пластиковых сообщений. Если происходят колебания температур в пределах 50 градусов, то геометрия медной трубы изменится всего на 0,83 мм. У пластикового изделия эти изменения могут достигать 7,5 мм;
- Так как показатель коррозии у меди низкий (не более 1 мкм в год), то толщина и геометрические размеры коммуникаций проектируются по параметрам прочности;
- При осуществлении пайки соединений нужно строго следить за температурой. Если изделие перегреется, то возможно снижение его прочности или разрыв в месте соединения.
Трубы из медного материала бывают различных размеров. Наиболее распространённые диаметры, которые используются для создания водопроводов и канализации в квартирах, бывают следующими (в мм): 6, 8, 10, 12, 15, 18, 22, 28, 35. Перед покупкой конкретного изделия следует проконсультироваться со специалистом.
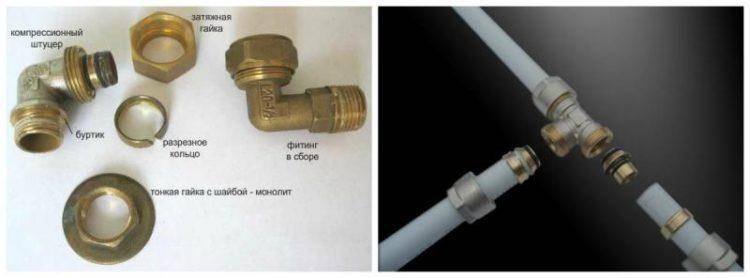
Пример устройства резьбовых фитингов для медных труб
Монтаж водопровода из медных труб
Трубы из медного сплава соединяют с помощью неразъемных либо разъемных фитингов. Неразъемный стык получают путем сварки, пайки или применением простых резьбовых деталей с окончанием для термообработки. Разъемные крепления — это фланцевые или обжимные соединения.
Классическим методом соединения деталей является капиллярная пайка. Существуют два типа горячей сборки: мягкая и твердая. Мягкая пайка происходит при температуре 440 °С, твердая — при нагревании свыше 450 °С.
Для профилей с наружными размерами более 110 мм использовать капиллярную пайку не рекомендуется. В этом случае соединение секций производится методом газовой сварки при помощи кислородно-ацетиленовых горелок.
Тубы медные для водопровода при монтаже.
Промежуточным вариантом между пайкой и разъемным способом соединения являются пресс-муфты. Для этого типа сочленения нужно применять только специальные профили с буртиками на конце. Такие трубы поставляются мерными отрезками длиной 3-5 м.
Для стыковки секций применяются фитинги с выемками на внутренней поверхности. Два отрезка трубы вставляются в муфту, навстречу друг другу, и сдавливаются предназначенным для этого инструментом.
Резьбовое соединение
Разъемные соединения применяются в системах из медных труб для стыковки запорной арматуры и сантехнических приборов.
Обжимные (резьбовые) конструкции могут собираться следующими способами:
- При помощи конического или сферического уплотнительного кольца.
- С помощью эластичной прокладки.
Стыковочный узел складывается из двух свинчиваемых резьбовых участков, бронзового уплотнительного кольца и накидной гайки. Конусное кольцо сдавливают вокруг трубы обжимной гайкой. Уплотнение происходит благодаря натяжению сферических или конических металлических поверхностей
Работу нужно выполнять осторожно, чтобы не повредить внешней поверхности соединяемого участка
Прямое соединение осуществляется с помощью прокладки, которая устанавливается между уплотнительными кольцами. Эластичный материал при затягивании обжимного кольца уплотняет наружный контур трубы и таким образом образует прочное крепление. При таком виде сборки рекомендуется дополнительно использовать защитные футляры.
Резьбовые конструкции допускается использовать только при открытой разводке трубопроводов, где непроницаемость соединения можно испытать после выполнения монтажа.
Соединение медных труб резьбовым методом.
Ограничения при использовании труб из меди
Применение в системах водоснабжения изделий из меди имеет технологические ограничения. Мягкость сырья, придающая трубам пластичность, требует при эксплуатации снижать скорость перемещения воды. Для долговременного использования оптимальный параметр составляет не выше 2 м/с.
Важен состав жидкости для медных трубопроводов, рекомендуется пропускать очищенную воду без абразивных частиц. Для сохранения конструкции должны использоваться специальные фильтры.
Внешний слой медных изделий покрыт защитной оксидной пленкой, образующейся естественным путем от воздействия хлора, растворенного в воде. Покрытие увеличивает срок годности изделий при жесткости потока воды 1,42-3,1 мг/л и уровне рН 6,0-9,0. При несоблюдении параметров слой патины разрушается, уменьшая долговечность труб.
При обустройстве системы питьевого водоснабжения для состыковки элементов запрещено применение свинца, являющегося токсичным.
При установке труб недопустимы заломы при сгибах, перекручивания элементов. При ремонте необходимо уменьшать число скруток.
Неровности и заусеницы после пайки необходимо счищать.
При использовании паяльника необходимо соблюдать температурный режим. При перегревании инструмента при пайке соединение получается негерметичным.
Не рекомендуется монтировать после медных соединений части из сплавов цинка, алюминия, стали. При контакте разных материалов возникает коррозия. Однако при технологической необходимости в стыковке элементов в системе допускается установка между разными сплавами фитингов из бронзы, латунных сплавов. Для безопасной эксплуатации потребуется также применение заземляющих электродов.
Особенности установки труб для водопровода
Монтаж медного водопровода для холодной и горячей воды не отличается по технологии
Однако следует обратить внимание на внешний вид трубопроводов и соответствующих фитингов: на детали, предназначенные для горячей воды, наносится теплоизоляция из ПВХ пленки. Монтаж медных труб для водоснабжения может быть осуществлен одним из следующих способов:
- С использованием резьбовых фасонных элементов.
- С применением пайки.
Цанговые соединение резьбовыми фитингами – самый легкий и доступный для установки своими руками способ подключения.
Резьбовые фитинги создают разъемные соединения, которые можно многократно откручивать или закручивать при необходимости. Для того чтобы осуществить монтаж, необходимо:
- Надеть на трубы обжимную гайку.
- Надеть сверху обжимное кольцо.
- Соединить элементы между собой.
- Затянуть гайку.
Медные фитинги
Обжимное кольцо отвечает за герметичность соединения, поэтому не подлежит повторному использованию. Если соединение пришлось раскрутить, резиновое кольцо стоит поставить новое. Трубы из меди можно гнуть в любом направлении, а поэтому есть возможность сэкономить на количестве фитингов.









Соединение методом пайки – несколько более сложный способ монтажа, тем не менее, вполне выполнимый своими руками. Необходимо быть осторожным и соблюдать все меры безопасности при работе с открытым огнем. Само соединение состоит из таких этапов:
Очистка концов трубы и фасонного изделия наждачной бумагой до чистого металла.
Кисточкой тонко наносится слой паяльного флюса.
Труба вставляется в фитинг до максимальной отметки.
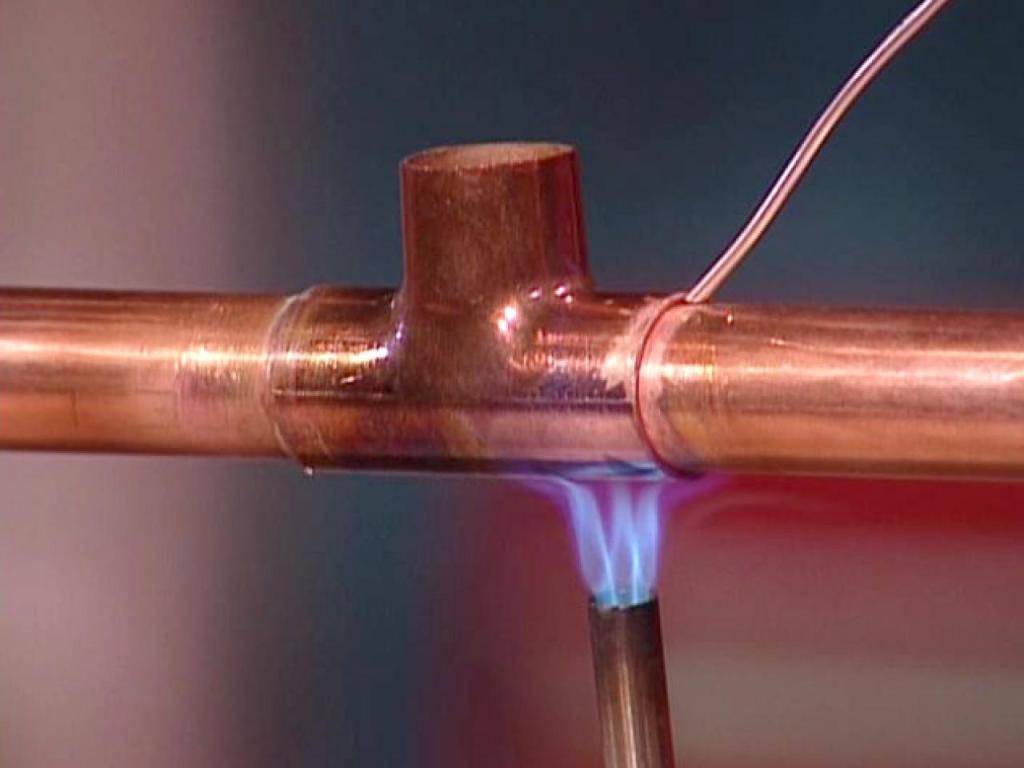
Место соединения нагревается газовой горелкой или строительным феном
Очень важно равномерно разогреть соединяемые элементы, для этого рекомендуется пользоваться паяльной лампой с двумя горелками.
Когда температура разогрева будет достаточной для плавления припоя, его вводят в место соединения.
После затвердевания можно удалить излишки флюса.. В продаже представлены медные фитинги с заранее предусмотренным припоем в специальном желобе
Это упрощает монтаж своими руками: достаточно только ввести конец смазанного флюсом трубопровода и нагреть до необходимой температуры. Припой расплавится и затечет в щель между трубой и фитингом, создавая надежное соединение
В продаже представлены медные фитинги с заранее предусмотренным припоем в специальном желобе. Это упрощает монтаж своими руками: достаточно только ввести конец смазанного флюсом трубопровода и нагреть до необходимой температуры. Припой расплавится и затечет в щель между трубой и фитингом, создавая надежное соединение.
Фитинги для медных труб
Чем покрасить медные трубы отопления
Для повышения стойкости к коррозии или придания изделиям вида, соответствующего оформлению помещения, на них наносится покрытие нужного цвета. Использовать для этой цели масляную краску не стоит, так как она при нагреве темнеет и начинает пахнуть. Лучше подойдут термостойкие полиуретановые и алкидные эмали или этинолевый лак, смешанный с алюминиевой пудрой.
Состав наносится на очищенную, обезжиренную и покрытую грунтовкой поверхность. Поскольку медь не впитывает краску, ее нужно тщательно размазывать кисточкой по трубе. Использование аэрозольных баллончиков позволяет получить равномерное качественное покрытие.
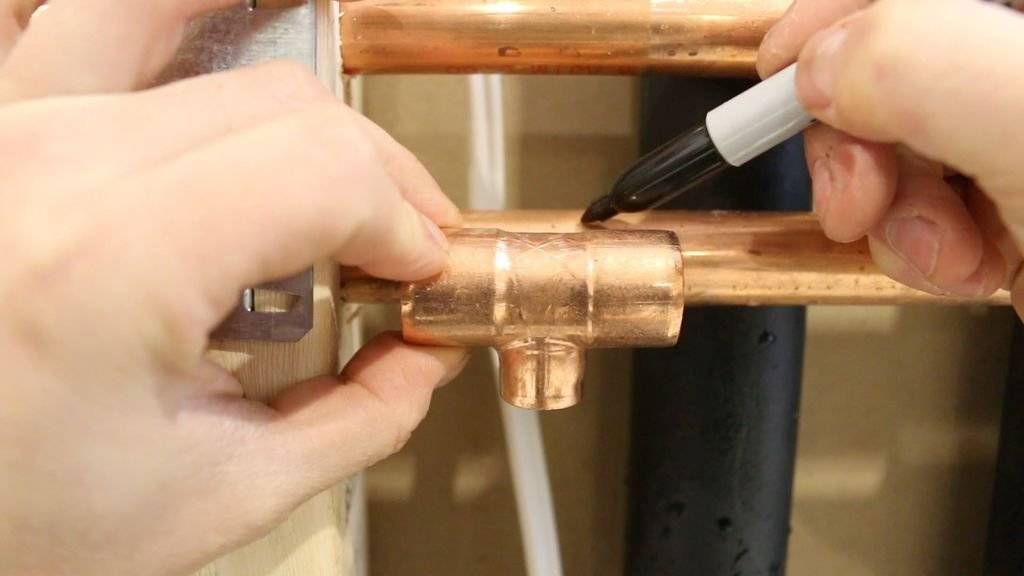
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
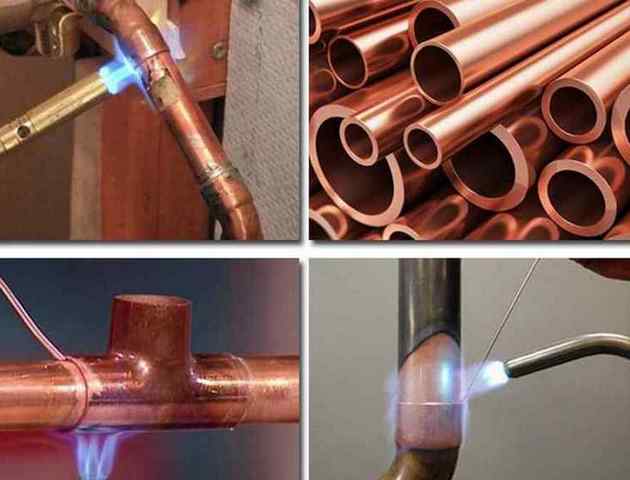
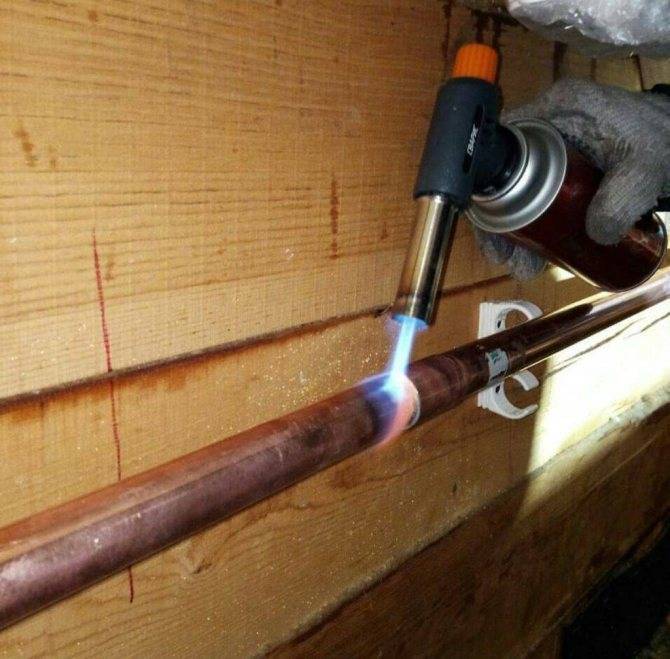
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь. В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт. Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
https://youtube.com/watch?v=N9QwpYEQpUw
ПОСМОТРЕТЬ ВИДЕО
Паять медь домашних условиях — это под силу каждому мужчине.
Инструкция работы с медными трубами + флюсы
Функция флюса под пайку соединений припоями очевидна даже без уставок, что даёт инструкция работы с медными трубами и фитингами.
Флюс защищает сопрягаемые поверхности от повторного окисления мест соединения в момент процедуры пайки. Флюс способствует смачиванию и активации капиллярного эффекта, помимо того, что удаляет остаточный оксид.
Флюс следует наносить на поверхности, предварительно механически очищенные. Следует использовать флюс только в виде лёгкого тонкого покрытия участков трубы и фитингов, подлежащих соединению.
После зачистки поверхности меди, оксидная пленка формируется на чистом металле достаточно быстро. Поэтому флюс следует наносить как можно скорее после процедуры очистки.
Флюсы, лучше всего подходящие для пайки труб из меди и медных сплавов, должны соответствовать требованиям ASTM B 813 (стандартная спецификация). Об этом опять же напоминает инструкция работы с медными трубами, как таковая.
Некоторые флюсы, идентифицированные производителями как «самоочищающиеся», представляют некоторый риск при использовании. Нет сомнений в том, что сильный коррозийный флюс способен удалить оксиды и грязные пленки.
Однако когда таким способом используются высоко-коррозионные флюсы, всегда остаётся неопределенность. В частности, достигнута ли равномерная очистка и продолжается ли коррозийное действие от остатков флюса после завершения пайки.
При помощи информации: CDA
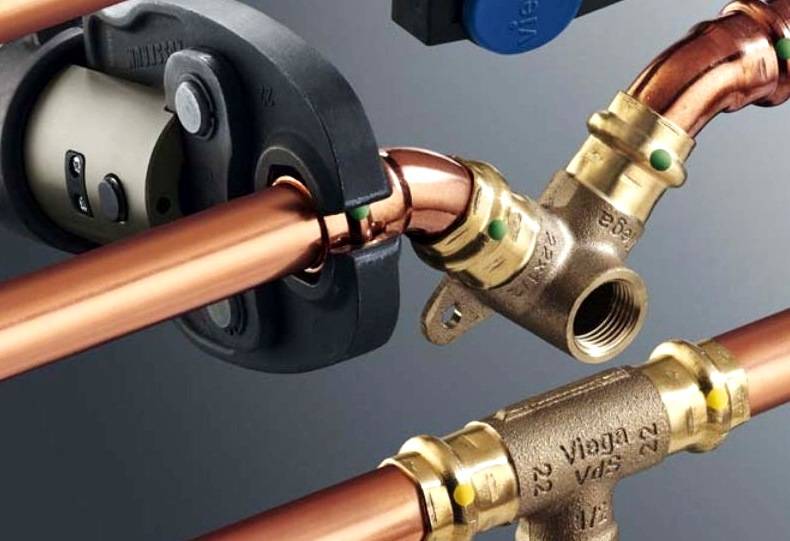
Самофиксирующийся тип
Фитинги, способные самофиксироваться, представляют собой механизмы. Устройство состоит из внутреннего кольца, одно кольцо оснащено зубцами. Придавливая устройство при помощи ключа съемника, они цепляются за соседнее кольцо.
Метод стыка имеет надежное и прочное крепление. Фитинг можно применять много раз, потому что его легко демонтировать и снова установить.
Устройства изготавливают из меди для стыковки труб разного диаметра и материала. Метод самый удобный для использования в больших магистралях из различных труб.
Особенности монтажа на медный трубопровод фитинга под обжим.
Внимание! Данный фитинг не требует применения специального оборудования, их легко установить самостоятельно. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В
В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В.
Фитинги А можно использовать для трубопровода, проведенного над землей, они изготовлены из меди полу твердого типа, либо при помощи нержавеющей стали.
Фитинги В можно применять в системах, проложенных над землей и под землей, их изготавливают при помощи мягкой либо полутвердой меди с толстыми стенками.
Внимание! Для надежного соединения элементов, надо придерживаться инструкции
Соединение пайкой
Этот способ монтажа трубопроводов из меди является намного сложнее предыдущего, однако применяется чаще ввиду более высокой надежности. При его проведении потребуются определенные навыки и выполнение требований техники безопасности.







При пайке медных труб не обойтись без специального оборудования
Для пайки медных трубопроводов понадобятся:
- труборез или ножовка по металлу. Знайте, что при отрезании тонкостенных труб небольшого диаметра с помощью трубореза, вы получите ровный край и при этом избежите деформации изделия;
- ручной калибратор;
- паяльная станция (горелка для меди, шланги, баллоны);
- ключ сантехника, а также набор гаечных ключей;
- пассатижи, шлифовальная шкурка или войлок, а также напильник (применяется для снятия заусениц).
Кроме того, вам понадобятся медные трубы, необходимые фитинги (применяются специальные, «под пайку») и разнообразные сгоны, тройники, муфты и угольники, нужные для монтажа согласно вашему проекту. Не забудьте запастись флюсом и припоем для пайки меди.
Качественный флюс и правильно подобранный припой облегчат проведение работ
Припой бывает нескольких видов в зависимости от видов пайки. При монтаже водопроводов в основном используют низкотемпературную пайку. Соединение такого типа выполняется при температуре до 250 градусов по Цельсию и с легкостью выдерживает температуру кипящей воды. В данном случае достаточно обычного оловянно-свинцового припоя.
В конструкциях более ответственного назначения применяют высокотемпературную пайку, соответственно и используют припои, которые плавятся при температуре от 650 градусов Цельсия и выше. Чаще всего используют медно-фосфорный, реже – медно-серебряный. Последний намного дороже и используется в наиболее ответственных случаях.
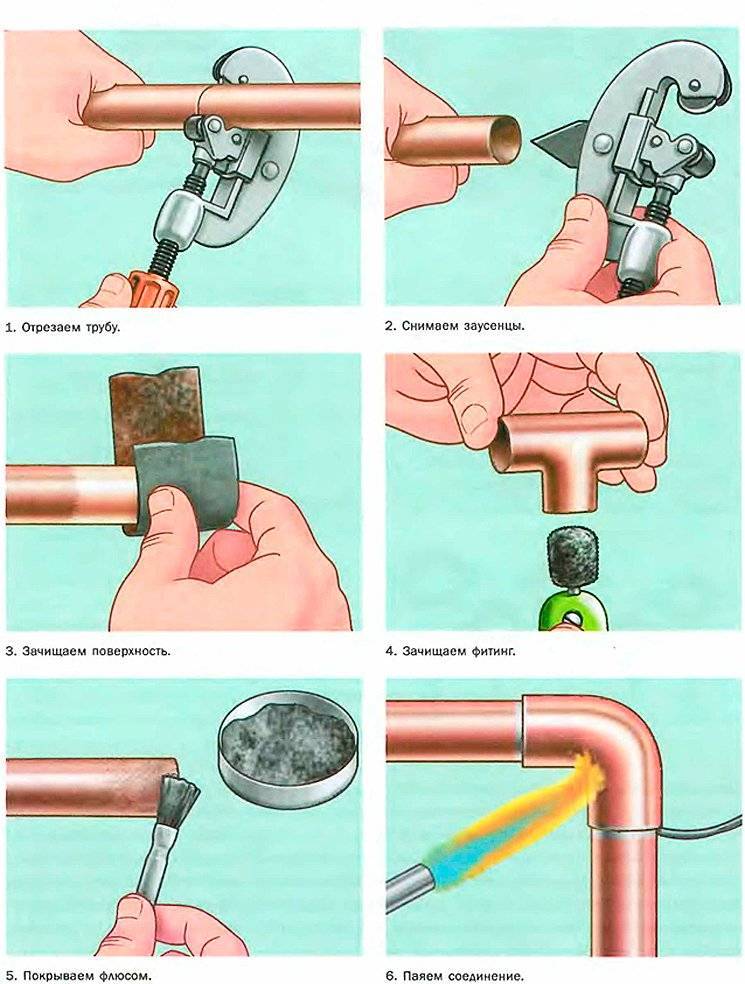
Пайка медных соединений выполняется в такой последовательности:
- отрезают трубу необходимой длины;
- снимают фаску при помощи фаскоснимателя, напильником убирают заусенцы;
- шлифовальной шкуркой или войлоком зачищают место пайки, дополнительно обрабатывают применяемый фитинг;
- вытирают край трубы чистой сухой ветошью от пыли, оставшейся после ошкуривания;
- на поверхность, подготовленную под пайку, наносят флюс;
- на трубу устанавливают фитинг. Его диаметр подбирают так, чтобы зазор в соединении составлял не более 0,4мм;
- далее закрепляют трубу и фитинг так, чтобы обеспечить их неподвижность во время проведения паяльных работ;
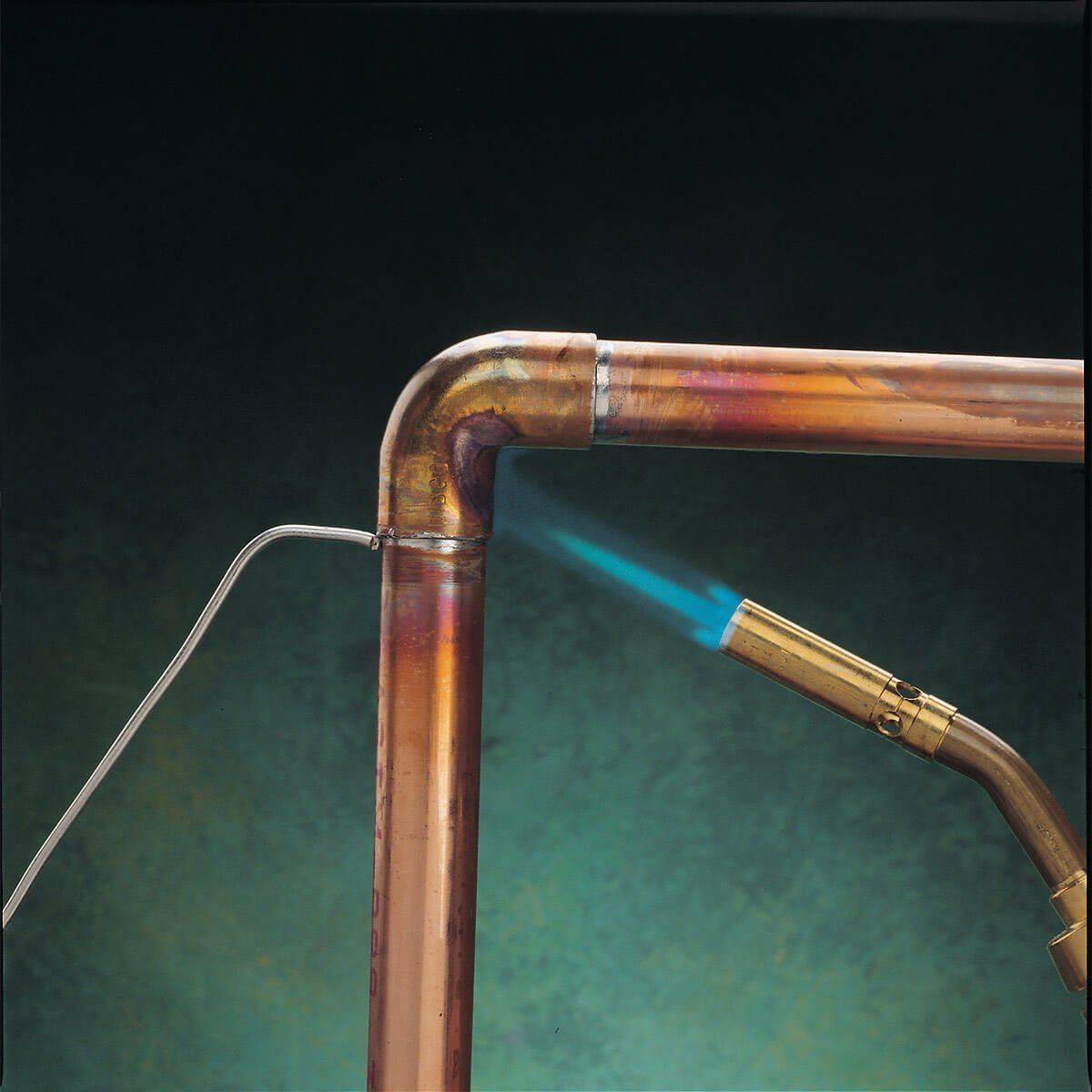
- разжигают газовую горелку, и перемещая её вдоль по шву, добиваются равномерного нагрева всего участка. При достаточном нагреве места соединения, припой должен плавиться при его касании к металлу;
- постепенно проводят припоем вдоль всей линии шва, все время прогревая горелкой место пайки;
- если труба и фитинг разогреты правильно, припой будет затекать в зазор между ними под действием сил капиллярного натяжения (не зря этот вид пайки называют «капиллярной»);
- правильный шов имеет ровную блестящую поверхность, он не должен быть шероховатым, с присутствием неоднородно заполненных участков.
Пайка медных водопроводных труб(видео)
Трубогиб не только уменьшит количество соединений, но и улучшит общий вид всей системы
В процессе монтажа возможно сгибание разогретых медных труб, это не только уменьшит количество паяных соединений, но и улучшит внешний вид монтируемой водопроводной системы. Для проведения такой работы понадобится набор специальных пружин, которые устанавливают на место сгиба. Они не дают трубе сплющиваться, сохраняя её форму и размер. Применение специального трубогиба не требует нагревания медных труб перед сгибанием. Этот инструмент даёт возможность получить ровные сгибы широкого диапазона углов.
Монтаж напорных трубопроводов горячего или холодного водоснабжения из меди имеет давнюю историю. Преимущество таких водопроводов не только в надежности, практичности и долговечности. Система, созданная из медных труб разных размеров, сама по себе является украшением любого дома, имеет стильный вид, говорит о высоких эстетических запросах владельцев.
Принцип действия фитинга
Обжимной фитинг состоит из:
1.корпуса.
2.обжимной гайки.
3.обжимного кольца. Можно оснащать одним либо двумя кольцами, предназначены обеспечивать герметизацию соединения, защищают от высокого давления, повышают износостойкость системы.
Внимание! В качестве уплотнителя лучше использовать не резину, а материал EPD M, так как имеет более долгий срок эксплуатации. Данные устройства изготавливают:
Данные устройства изготавливают:
1.из латуни.
2.из меди.
3.из пластика.
4.из металла.
В медных конструкциях применяют фитинги из латуни, во время эксплуатации не требуют особого ухода, стоят недорого, в отличие от медных деталей. По прочности они не уступают деталям из стали, но имеют более простую сборку. Для наделения деталей более прочными качествами применяют покрытие посредством никеля.
Во время покупки обращают внимание на вес изделий, не надо приобретать слишком легкие, лучше ориентироваться на продукцию известных марок. Так можно обеспечить долгую и надежную работу системы
Способ сварки труб из меди

Сначала, при помощи прибора для нарезки металла, отсеките части патрубка той протяженности, которая нужна. После нарезки, кромки байпаса могут иметь зазубрины, их надо убрать при помощи прибора, который снимает пастообразные минералы с металла.







Дальше, необходимо зачистить трубу внутри, применяя щеточку определенной длины. Надо обезжирить покрытие, применяя любой растворитель. Дальше, надо сделать патрубок шире прибором, чтобы присоединить пары труб воедино.
Сначала удостоверьтесь, что патрубки присоединены воедино достаточно плотно. Должен быть маленький зазор. Покрываем металл пастообразным минералом (только в области стыка патрубков).





