

Какой кабель нужен для подключения аппарата
Ранее мы уже рассматривали наиболее популярные марки одножильных кабелей: КГ И КОГ. Данные провода применяются для соединения оборудования различного типа (инвертор, трансформатор, выпрямитель) с электрододержателем и клеммами массы
Стоит также уделить внимание проводникам с несколькими жилами. Они предназначены для присоединения аппарата к электрической сети в 220 или 380 В
Далее будут проанализированы наиболее распространенные провода подобного вида. Это необходимо знать, чтобы выбрать и провести кабель для сварочного аппарата.NYM – электрический кабель, являющийся качественным проводником от немецкого производителя. Может использоваться в промышленных и в бытовых условиях; применяется для наружной прокладки.
Маркировка:
- N – Normenleitung (немецкий стандарт кабелей);
- Y – изоляция из ПВХ;
- M – монтаж возможен в любых условиях.
Основные технические характеристики:
- номинальное напряжение составляет 660 В частотой 50 Гц;
- количество жил: 1-5;
- поперечное сечение медных жил – от 1,5 до 35 мм2;
- температура эксплуатации составляет от -50 до +50°С;
- минимальный радиус изгиба – 4 диаметра шнура.
Производители кабелей NYM: Helukabel, Lapp Kabel, TKD Kabel (все – Германия), DENIZLI CABLE LTD (Турция), Nexans (Франция), Севкабель, Камкабель, Псковкабель.
 ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
ВВГ – кабель, пользующийся особой популярностью при проведении работ в домашних условиях. Данная марка провода подойдет для того, чтобы провести питание до аппарата. Кроме этого, может применяться для промышленных и производственных работ, в помещениях и на улице.
Маркировка ВВГ:
- кабель медный, так как в аббревиатуре отсутствует буква А (алюминий);
- В – изоляция жил из ПВХ (поливинилхлорида);
- В – наружная оболочка из ПВХ;
- Г – голый.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 ГЦ и 1000 В;
- количество жил: 1-5;
- температурный диапазон эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
О том, какой кабель нужен для сварочного аппарата 220 В, можно узнать здесь.
Для более наглядного понимания того, какой кабель использовать для сварочного инвертора, приведем пример.
Если аппарат инверторного типа потребляет, например, 4,1 кВт, то исполнителю понадобится один двухжильный медный кабель ВВГ с сечением в 2,5 мм2.
Дополнительная информация также поможет определить, как выбрать сварочный кабель для оборудования любых типов.
Производители ВВГ: Кольчугинский завод, Севкабель, Энергокабель, Камкабель, Псковкабель, Подольсккабель, Москабель.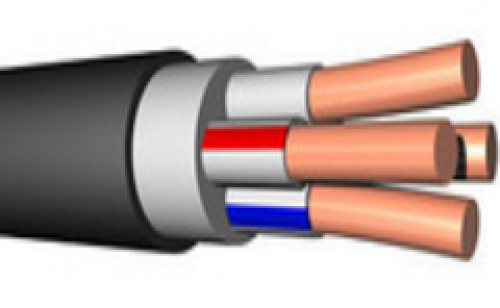 ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
ВВГнг – является разновидностью кабеля ВВГ; буквы “нг” в маркировке обозначают, что кабель негорючий. Изолирующий слой содержит галогеновые химические элементы, основное предназначение которых – препятствие процессу горения.
Технические характеристики:
- номинальное напряжение 660 В частотой 50 Гц и 1000 В;
- количество жил: 1-5;
- температура эксплуатации: от -50 до +50°С;
- минимальный изгиб многожильного шнура – 7,5 диаметров, одножильного – 10.
Производители: Кольчугинский завод, Москабель, Подольсккабель, Севкабель, Энергокабель.
ВВГнг-LS – еще одна разновидность кабеля ВВГ, английские буквы “LS” (low smoke) информируют сварщика о том, что провод имеет пониженное газо- и дымовыделение.
Технические характеристики схожи в ВВГнг.
СИП – самонесущий изолированный провод, применяется для наружных работ (на улице). Существует несколько разновидностей этого проводника.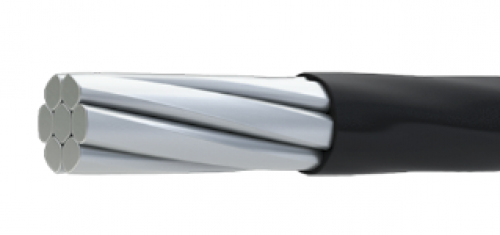 СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-1 – четырехпроводной кабель из алюминия или его сплава, три жилы покрыты светостойким полиэтиленом, устойчивы к ультрафиолетовому излучению, четвертая жила со стальным сердечником, является несущей и нейтральной. СИП-1 предназначен для сетей в 380 В.
СИП-2 – четырехжильный кабель, в котором все жилы имеют изоляцию.
СИП-3 (на картинке) – провод с одной сталеалюминивеой жилой, оболочка которой состоит из светостабилизированного полиэтилена.
СИП-4 – четырехжильный провод, где все жилы имеют изоляцию, несущая жила отсутствует.
СИП-5 – количество жил 2 и более, несущая отсутствует, остальные покрыты сшитым полиэтиленом.
Технические характеристики:
- номинальное напряжение проводов СИП-1, 2, 4 и 5 до 1000 В,СИП-2 – до 350 В;
- диапазон температур эксплуатации: от -60 до +50°С;
- количество жил: 1-4;
- сечение жил: 16-240 мм2;
- минимальный радиус изгиба – 10 диаметров.
Производители: Камкабель, Москабель, Рыбинсккабель, Севкабель.
Данная статья поможет любому исполнителю определить, какой кабель для сварочного аппарата различного типа подойдет лучше.
Правила эксплуатации
Вместо заключения расскажем о том, как правильно выбрать и эксплуатировать сварочный кабель:
- Подключать провода к сварочному аппарату нужно кабельными наконечниками, их опрессовывают или паяют.
- Для удлинения и стыковки нескольких отрезков используют гильзы или другой метод соединения, кроме скрутки.
- В сварочных инверторах обычно провода подключаются с помощью байонетных разъёмов. Это нужно учесть и заблаговременно купить, иначе вы не сможете использовать кабель с таким сварочным аппаратом. С их помощью можно быстро сменить полярность тока.
- Не покупайте провода слишком большой длины и сечения, если вы не собираетесь использовать весь его потенциал. Это приведет к излишней массе проводников и затруднениям в работе.
- Не подтягивайте поближе к себе сварочник за кабеля, чтобы их не повредить.
- Не превышайте допустимый ток через провода.
- Удлинитель с катушкой станет незаменимым при частом перемещении сварщика по объекту.
Теперь вы знаете, как выбрать кабель для сварочного аппарата по сечению, марке и длине. Напоследок рекомендуем просмотреть полезное видео по теме статьи:
Полезное по теме:
- Сварка проводов в распределительной коробке
- Характеристики кабеля КГН
- Как сделать сварочный аппарат своими руками
Конструкция магнитной клеммы
Устройство состоит из двух блоков:
- Держатель, к которому подключается кабель сварочного аппарата.
- Магнитная группа с постоянным или регулируемым давлением на поверхность. Профессиональные модели оснащены переключателем.

Магнитную массу можно купить или изготовить своими руками Обе части жестко скреплены между собой. К основным параметрам магнитных паяных выводов можно отнести:
- Размеры и вес. Модели разных производителей весят от 0,85 до 1,2 кг при диаметре от 5 до 6 см.
- Сила зажима может составлять от 2 до 50 кг.
- Сила тока, которую может выдержать магнитная масса. Компактные модели до 200 А, профессиональные до 500 А.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.









Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Правила подключения и использования
Чтобы выполнить правильное подключение нужно знать следующие правила:
- Для подсоединения сварочника с одной стороны находятся разъемы и наконечники, закрепленные на спайку вилки аппарата.
- Сварочные кабели соединяются друг с другом с помощью опрессовки. Соединения обязательно нужно изолировать.
- Подключение производится к силовым разъемам аппарата, электрод вставляется в держак, закрепленный на другом конце провода. Главное знать правила полярности.
- Требования к сварочным аппаратам и требования кабелям должны полностью соответствовать всем техническим нормам, в том числе номинальной мощности.
Основные требования по безопасной эксплуатации
Все устройства, работающие от электрического тока, попадают под повышенные требования охраны труда.
Перечень основных требований:
- Жила должна быть с сечением, выдерживающим нагрузку от электрического тока.
- Провод должен выдерживать нагрузки от ударов и негативное влияние от агрессивных сред.
- Оплетка сварочных проводов для инвертора должна остаться эластичной и упругой, несмотря на скручивание проводов.
- За провод не допускается подтягивание аппарата.
- Сварщик должен работать в соответствующей одежде, обуви с обязательной защитой головы.
- Если нет в наличии спецодежды и надежной защиты от тока, то к работе не следует приступать.
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования, которые предъявляются к такому оборудованию:
Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
- Качественный контакт для стабильной токопередачи.
- Высокий срок службы и стойкость к сложным условиям эксплуатации.
- Удобство работы и хвата в руке, отсутствие лишней нагрузки и дискомфорта.
Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные, изготовление которых регламентируется требованиями ГОСТа:
- Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
- Вилка-трезубец или цанга. В обычном представлении очень спорный вариант, запрещённый к эксплуатации в большинстве стран мира из-за незащищенной поверхности, находящейся под напряжением и создающей постоянную опасность причинения серьёзной травмы для человека. Автоматизированный вариант считается более безопасным при работах, а также может обеспечить высокий уровень выполняемых работ и их эффективность. Основываясь на практике, большинство мастеров, кто использовал такой вид, получили ожоги и удары током даже со смертельным исходом.
- Винтовой держатель позволяет крепко закрепить катод. Основным недостатком отмечается постоянное закручивание и откручивание винта в зажимном устройстве при смене рабочего электрода.
- Безогарковый электрододержатель позволяет оперативно вставлять новый материал и полностью исключает получение неиспользованных частей электрода. Конструкция устроенна так, что электрод фиксируется привариванием катода к концу изолированного стержня и поэтому полностью расходуется при работе.
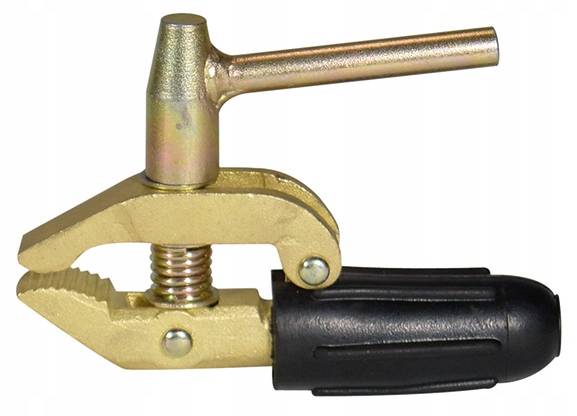
Зажим массы
Для правильной работы электрической цепи свариваемые детали должны быть надежно соединены с массой. Только в этом случае получится качественный шов, а сварщик будет защищен от поражения током. Функцию контакта при этом призван выполнять зажим массы. Штатные аксессуары не всегда соответствуют поставленным задачам, поэтому опытные мастера стараются подобрать оборудование самостоятельно. Важнейшими характеристиками электрических зажимов являются:
- максимальная сила пропускаемого тока;
- достаточная плотность контакта;
- способность удерживать вес кабеля;
- угол раскрытия клеммы.

Как соединить между собой
Следует помнить, что от надежности контактных соединений проводников зависит безопасность исполнителя и качество выполняемых работ. К соединениям предъявляются высокие технические требования. Но в первую очередь они должны обладать устойчивостью к ударам, разрывам и другим механическим воздействиям
Поэтому очень важно знать, как как соединить два сварочных кабеля между собой
Выделяют следующие, наиболее популярные способы соединения сварочных кабелей, каждый из которых обладает собственными достоинствами и недостатками.
Рассмотрим соединение сварочных кабелей более подробно.
 1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
1. Наиболее простым способом является применение дополнительных принадлежностей – сварочные разъемы для соединения кабелей. Они делают работу простой, быстрой и удобной. Кроме этого, использование разъемов положительно сказывается на мобильности оборудования.
На рынке представлено большое разнообразие данных аксессуаров, отличающих между собой техническими характеристиками. Соединение сварочных кабелей: “папа-мама” – является классификацией, основанной на различиях конструкции разъемов
О том, как правильно выбирать разъемные соединения сварочных кабелей, и на что следует обращать внимание Вы можете узнать здесь
2. Соединение “скруткой” является первым и самым старым способом, характеризуется достаточно простым выполнением, качеством и надежностью.
Основные недостатки: данный метод запрещен группой нормативных документов ПУЭ (“Правила устройства электроустановок”); является промежуточным этапом перед выполнением сварки или пайки.
Видео
Запрещенность метода ПУЭ не мешает самодельщикам его успешно применять, как показано в ролике ниже.
“Скрутка” может выполняться несколькими способами, которые представлены далее на картинках. Независимо от выбранного способа следует произвести удаление изоляции жил не менее, чем на 3-4 см. Затем участки жил необходимо обработать ацетоном или уайт-спиритом, зачистить наждачной бумагой и можно приступать к скручиванию.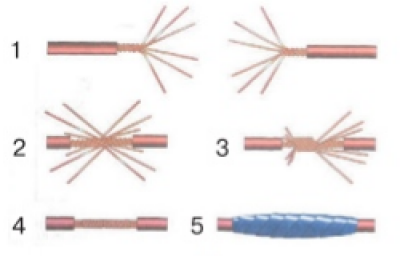
Существуют также способы соединить сварочные кабели при наличии определенного набора оснащения и дополнительных аксессуаров.
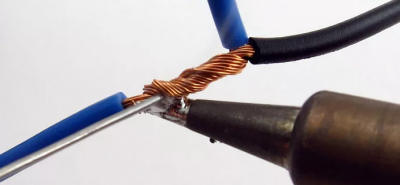 3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
3. Пайка – способ соединения кабелей посредством покрытия разогретых концов жил расплавленным припоем, который затвердевает и обеспечивает прочность и высокую электропроводность соединения. Данный способ применяется для небольших по сечению проводников.
Достоинства: не требует особых навыков и специализированного оборудования по сравнению со сваркой.
Однако, стоит выделить и недостатки: большое количество подготовительных операций, следовательно, высокая трудоемкость.
Перед пайкой проводники очищают от изоляции и оксидной пленки, затем они лудятся, скручиваются и дожимаются пассатижами. Во избежания окисления зачищенной поверхности на обработанные места следует нанести флюсы.
Пайка медных жил небольших размеров осуществляется с помощью трубок припоя, заполненных канифолью, или раствором канифоли и спирта. Эти растворы наносят на место соединения перед пайкой.
Затем можно начинать процесс пайки: место соединения разогревают паяльником или горелкой. Канифоль или флюс начинает кипеть, на жало паяльника берут немного припоя, вносят в зону пайки посредством прижатия жала к проводникам. Припой растекается и заполняет промежутки между проводами, тем самым обеспечивая соединение. Если используется горелка, то припой вносят в факел.
После окончания процесса пайки и остывания рабочего места, остатки флюса нужно смыть, просушить соединение, покрыть специальным лаком, изолировать лентой или термоусадочной трубкой.
 4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
4. Опрессовка – процесс соединения проводов с помощью медных или алюминиевых гильз. Подбирать гильзу необходимо в зависимости от размера “скрутки” и от материала кабеля (медь или алюминий).
Провода необходимо очистить от до металлического блеска, объединить в пучки/скрутить, а затем надеть на них гильзу и зажать специальными клещами. При этом стенки гильзы вдавливаются в жилы проводника и образуется надежный электрический контакт.
Достоинства: высокая надежность; к исполнителю не предъявляются высокие требования относительно его квалификации; независимость от наличия электричества.
Недостатки: жесткое гильзование приводит к разрыву провода возле гильзы; необходимо иметь запас гильз различных типоразмеров; если соединение имеет размер больше, чем диаметр шнура, то кабель будет задевать окружающие предметы.
Характеристики сварочных кабелей
Как уже было отмечено ранее, кабель для инвертора должен обладать высокой гибкостью
Кроме этого важного свойства, от проводников электрического требуется соответствовать следующим характеристикам:
- Прочность, т.е. стойкость к механическому воздействию: ударам и разрывам.
- Устойчивость к колебаниям температур, возможность использовать проводник в условиях очень низких или достаточно высоких температур.
- Стойкость к солнечным лучам и влаге.
- Невосприимчивость к плесени и грибку.
- Упругость – минимальная вероятность появления изгибов.
КГ
Это самый распространенный тип кабеля, который расшифровывается как «кабель гибкий». Он подходит для эксплуатации с постоянным током до 1000 Вт или с переменным до 600 В и частотой не выше 400 Гц. Провод используется для подключения инвертора к сети 220 или 380 В, а также присоединения держателя электродов и зажима массы.
Cварочный кабель КГ.
КОГ1
В отличие от предыдущего кабеля, здесь используется более тонкий диаметр жил, поэтому шнур получается особо гибким. В результате радиус поворота у него меньше. Это особенно пригодится при сварке в труднодоступных местах, когда сварщику требуется завести руку с держателем под непривычным углом. Еще это практично во время работы на высоте, где принято наматывать кабель на руку (чтобы легче удерживать) — тогда петли не будут сильно выпирать по сторонам. В отличие от КГ, он рассчитан на пропуск 220 В с частотой 50 Гц.










Сварочный кабель КОГ1.
КГН
Такой сварочный кабель с добавлением в маркировку буквы «Н» означает, что материал негорючий. Изоляционная оболочка выполнена из жаростойкого покрытия, выдерживающего температуру свыше 200 градусов. Этот провод пригодится, если приходится вести электросварку/резку буквально в условиях возгорания (нужды МЧС, ремонтные бригады на кораблях и т. д.). В бытовой и промышленной областях это практично, когда собираемая конструкция большая, и сварщику нужно перемещаться по только что сваренным участкам для продолжения работы. Тогда кабель, соприкасающийся с нагретым металлом, не будет плавиться.
КГ-ХЛ
Индекс этого товара содержит буквы «ХЛ», подразумевающие разрешенную эксплуатацию на холоде. Для этого в состав добавлен специальный каучук. Он сохраняет гибкость при температуре до -60 градусов, поэтому особенно подойдет для работы в условиях крайнего Севера
Если Вам часто приходится вести сварку зимой на улице, то обратите внимание на продукцию с маркировкой КГ-ХЛ
Сварочный кабель КГ-ХЛ.
КПЭС
Это тип кабеля, где вместо жилы применяется спиралевидная трубка. Он рассчитан на пропуск внутри себя проволоки, для замыкания цепи и возбуждения электрической дуги. Проволока может быть как цельной, так и трубчатой, с флюсом внутри. Применяется кабель для сварки полуавтоматом. Цена кабеля зависит от внутреннего диаметра. Но полая конструкция содействует сокращению срока службы до 1.5 года. Такая электромагистраль способна передавать напряжение 42/48 В независимо от типа тока (переменный или постоянный). Применять низковольтную линию получится при температуре до -10 градусов.
Сварочный кабель КПЭС.
КВС
Кабель с обозначением КВС подразумевает наличие в изоляции полихлорвинила. Такая оболочка более устойчива к истиранию и подходит в случаях, когда сварщику требуется часто перемещаться, волоча кабель по полу. Изоляция поможет сохранить сердечник от оголения. Кабель выдерживает стабильную передачу напряжения 127-220 В. Температурный диапазон составляет -40…+40 градусов. Но ПВХ не имеет такой гибкости как каучук, поэтому для электродержателя он не подходит. Чаще всего провод ПВХ используют для подключения сварочного аппарат к розетке.
Сварочный кабель КВС.
КГТ
Этот тип кабеля выдерживает температуру воздуха до +85 градусов, поэтому оптимален для эксплуатации в жаркой среде. Покрытие активно сопротивляется грибкам и плесени, и кабель подойдет для работы во влажных теплых условиях.
Общие рекомендации по выбору
При выборе зажима заземления учитывайте следующие нюансы:
- Оптимальный вес подключаемого провода. В противном случае прижим сварочной массы может оторваться в самый неподходящий момент.
- Максимальный ток, подаваемый сварщиком. Если клемма рассчитана на меньшую силу тока, чем у сварочного аппарата, истощение зоны контакта гарантировано.
- Угол раскрытия зажима. Чем он больше, тем шире область применения, так как благодаря ему можно будет прикреплять массу к изделиям разного размера.
- Пружинная надежность. Если сжатие обеспечивается пружиной, свойства этого элемента должны обеспечивать надежный захват заготовки.
Также обратите внимание на популярность бренда. Покупайте продукцию только у проверенных производителей, чтобы избежать подделки
Масса своими руками
Сделайте заземляющий зажим самостоятельно. Для этого возьмите магнит, две магнитные шайбы, болт и гайку. Затем выполните следующие действия: 1) просверлите в шайбе отверстие диаметром, близким к размеру головки болта — это будет шайба контактная; 2) отшлифуйте верхнюю часть болта до толщины шайбы; 3) прокипятить и убрать произошедшее; 4) проденьте болт через магнит и закройте последний оставшейся шайбой; 5) закрепите конец троса на штанге; 6) затягиваем все гайкой. Потратив некоторое время на самодельный терминал, вы сэкономите много денег.
Масса на сварочный аппарат плюс или минус
Есть сварочные аппараты на переменном токе, а есть инверторные аппараты, которые работают исключительно на постоянном токе. Инверторы имеют два выходных разъема: «плюс» и «минус». В одном подключается провод с держателем, в другом — заземляющий провод с зажимом. В этом случае порядок подключения может быть изменен для достижения различных результатов в процессе сварки.
Прямая полярность
Для работы в этом режиме необходимо подключить провод с держателем и электрод к «минусу», а землю к «плюсу». При прямой полярности более высокую температуру получает заготовка, а не сам электрод. Благодаря этому можно проварить самый корень шва. Сварка толстого металла тоже лучше.
Обратная полярность
Для такой сварки кабель с электрическим держателем и электродом подключают к «плюсу», а заземление сварочного аппарата — к «минусу». В этом режиме самая высокая температура будет на электроде, а не на заготовке. При этом в этом случае температура на кончике электрода будет почти на тысячу градусов ниже, чем при пайке в режиме прямой полярности. Это позволяет сваривать тонкие металлы с минимальным риском ожога.
Как выбрать держатель для электродов?
Выбрать правильный держатель электродов для сварочного аппарата – ответственнейшее занятие, призванное сделать последующую работу сварщика эффективной и безопасной
При выборе следует обратить внимание на следующие параметры:
- Технические характеристики
Важным моментом рабочего функционала должно быть соответствие инструмента используемой в сварочном агрегате силе тока: в случае выбора меньшего по показателю держателя зажим электрода, обгорев, выйдет из строя через день-два – кроме того, использование держателей меньшей силы тока просто небезопасно.
Применение держателя «с запасом», т.е. с несколько большим значением силы тока, чем требуемое, хоть и безопасно, но не всегда удобно при длительных работах или неудобных условиях их проведения: больший ампераж способствует конструктивному увеличению массы и габаритных размеров инструмента.
- Габаритные размеры
Для комфортной работы держатель электродов должен обладать максимальной компактностью и легким весом: лишние граммы никак не скажутся на проведении краткосрочных работ, а вот при длительных сварочных процессах, требующих особого внимания и аккуратности, громоздкий и тяжелый инструмент вызовет у мастера лишь дискомфорт и излишнее мышечное напряжение.
Если стоит вопрос выбора из нескольких моделей, обладающих одинаковыми рабочими характеристиками, следует отдать предпочтение более легкому и миниатюрному держателю электродов.

- Зачастую очень неидеальные рабочие условия использования (слишком высокие или низкие температуры, пылевые загрязнения, влажность и т.д.) должны быть в полной мере скомпенсированы высокой надежностью держателя для электродов.
Корпус держателя (рукоять и изолирующие накладки), как правило, выполняется из прочного пластика с высокими изолирующими характеристиками. Профессионалы предпочитают инструмент с массивным литым зажимом, поскольку пластинчатые наборные губки более подвержены выходу из строя. И безоговорочной надежностью отличается винтовой держатель, резьбовая фиксация которого способствует однозначному положению электрода.
- Ценовая категория предлагаемых ассортиментом магазинов держателей очень различна и может варьироваться от 100 до 15000 рублей (если говорить о брендовых проточных держателях зарубежного производства). Следует понимать, что дешевые модели принципиально не могут отличаться надежностью, качеством используемых материалов и продуманностью конструкции и, в любом случае, не рассчитаны на длительное активное использование в несколько смен профессиональными мастерами. Зато такой инструмент может вполне устроить сварщика-любителя для выполнения каких-то разовых работ. С другой стороны, дорогой профессиональный инструмент рассчитан на серьезное использование и значительные нагрузки, а бытовому мастеру не имеет смысла вкладывать в него капиталы.
К дополнительным рекомендациям можно отнести совет по приобретению запасного сварочного держателя, который мог бы прийти на помощь в случае внезапной поломки основного.
Следует помнить, что использование держателя электродов для сварочного аппарата подразумевает не только непосредственное его применение при выполнении сварочных работ, но и правильный уход за ним. Необходимо содержать зажим электрода в чистоте для обеспечения максимально плотного контакта губок с электродом – это избавит их от подгорания, и держатель прослужит долгое время.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху – вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Газовая линза
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.









Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей. Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Магнитная масса для сварки, стоит ли покупать?
У многих из вас, в голове крутится вопрос, сделать самом или купить… Дело конечно каждого, так сказать индивидуальное. Но если у вас нет лишнего времени или попросту желания для изготовления магнитной массы, то конечно лучше купить. В магазинах предоставлен серьезный ассортимент. Так что, каждый сможет выбрать что-то непосредственно по своим потребностям и индивидуальным взглядам…
Собственно Купить магнитную массу для сварки можно и через интернет.
Рекомендации и советы по выбору магнитной массы
Для тех, кто уверен в том, что хочет купить магнитную массу для сварки оформлялся данный абзац
И так, на что обратить внимание при выборе, какая масса лучше для дома и гаража, а какая для производства. Возможно вы ищите магнитную сварочную массу для поездок на монтаж металлоконструкций
Всем эти требования может удовлетворить магнитная масса.
Тем временем, вы можете ознакомиться с таким чудом для сварки как маска с подачей воздуха.
И так, если вам нужна магнитная масса для поездок на монтаж, выбирайте легкую и менее габаритную, а так же, с функцией включения и выключения магнитного поля. Во-первых, во время монтажа металлоконструкций не редкость, когда необходимо выполнять сварочные работы на высоте. Более того, монтаж это условия не всегда комфортные. Вообщем, чем масса будет меньше и легче, тем комфортнее окажется процесс её использования, да и весь рабочий…
Если же вы выбираете сварочную магнитную массу для гаража или домашней мастерской. А в указанных условиях, как правило, сварочные работы производятся стационарно… Выбирайте массу с силой примагничивания в районе 5 кг
А так же, обратите внимание на силу тока, с которой она сможет работать — 200-250 А
В том случае, если рассматриваемое магнитное устройство необходимо для производственных сварочных нужд, следует выбрать мощное и надежное. Сила тока должна составлять не менее 300 А, а усилие прижима как минимум 10 кг. Так же, желательно рассмотреть магнитную сварочную массу с функцией настройки силы примагничивания и кнопкой включения и выключения магнитного поля.





