

Образцы гибки труб в автомобильной промышленности.
| Трубка автомобильного кондиционера с формовкой. ( ) | Трубка гидравлической системы, с гайками на концах. ( Трубогиб специальный ) | Трубка крепления задней крышки багажника. ( Трубогибочный станок MBE ) | Трубка крепления задней крышки багажника. ( Трубогибочный станок MBE ) |
| Элемент глушителя для легкового автомобиля. ( ) | Выпускной коллектор легкового автомобиля. ( ) | Элемент глушителя для грузового автомобиля. ( ) | Навесное оборудование автомобиля (кенгурятники). ( ) |
| Автомобильный подголовник из трубки или проволоки. ( Трубогиб специальный ) | Каркас автомобильного сиденья. ( ) | Гибка торсиона из легированной стали. ( ) | Гибка кронштейна глушителя с высадкой. ( Трубогиб специальный ) |
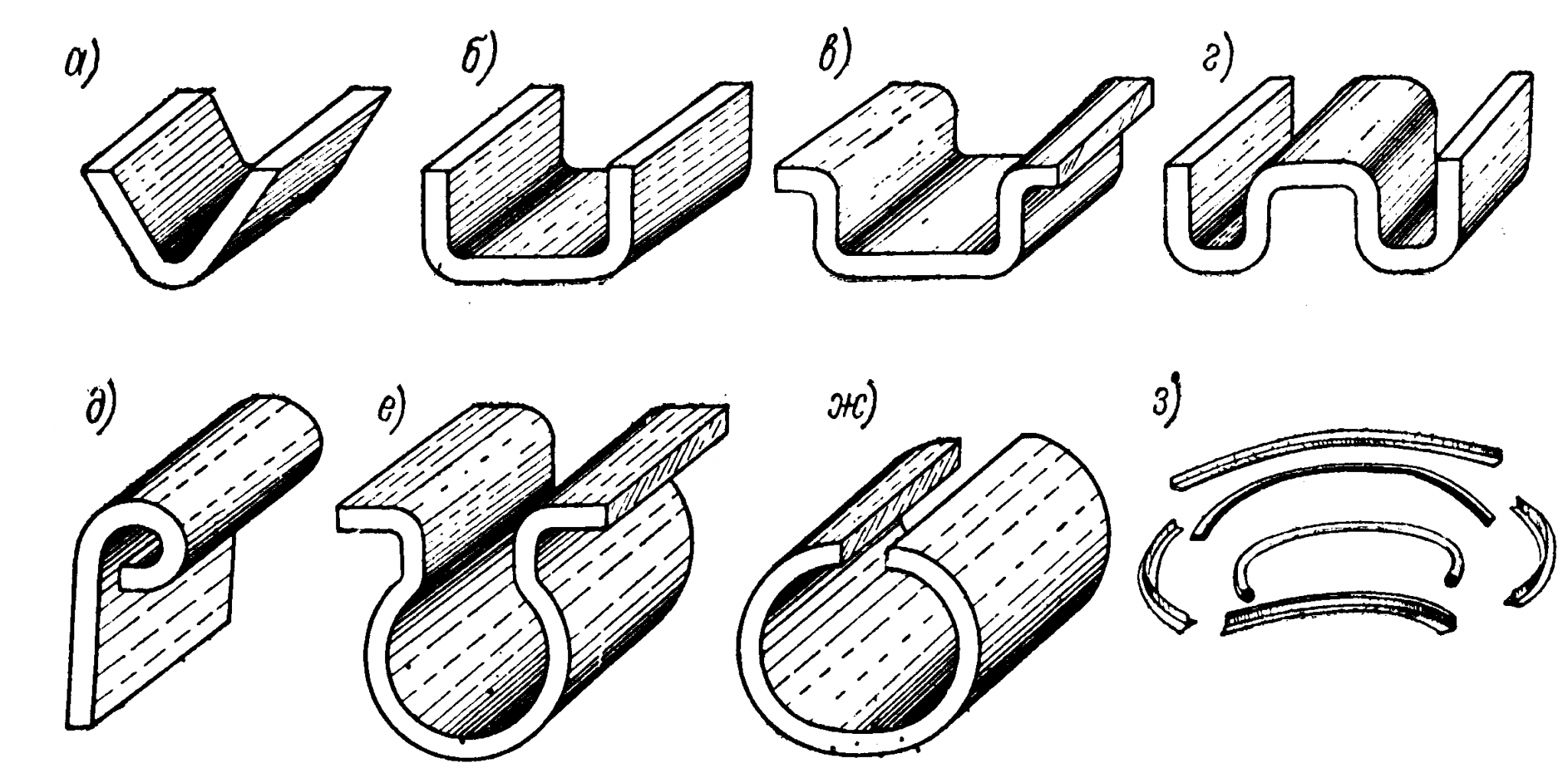
Способы изгиба труб
Для начала необходимо определиться с тем, как будет происходить процесс, и что необходимо иметь под рукой.
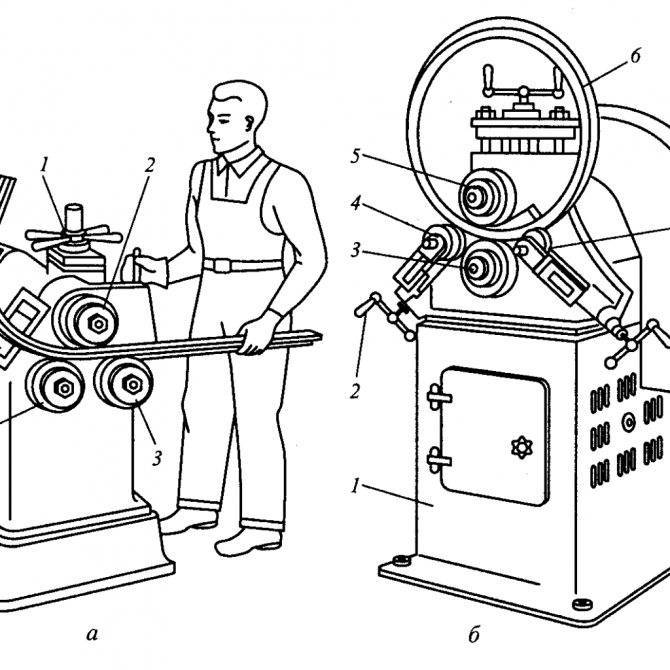
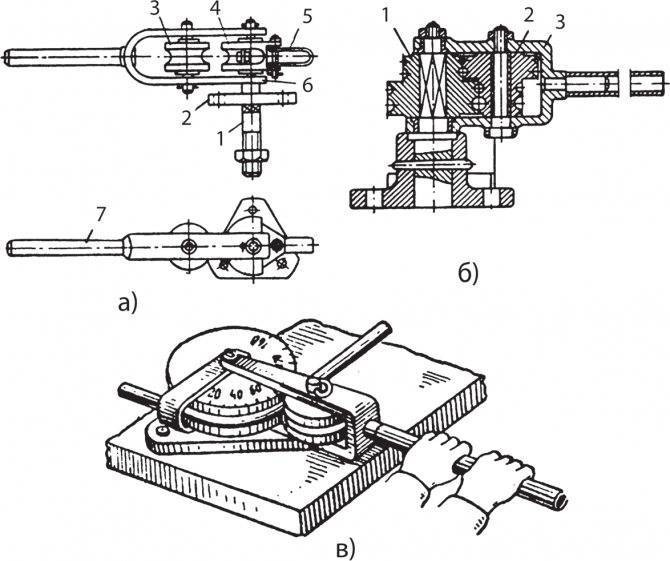
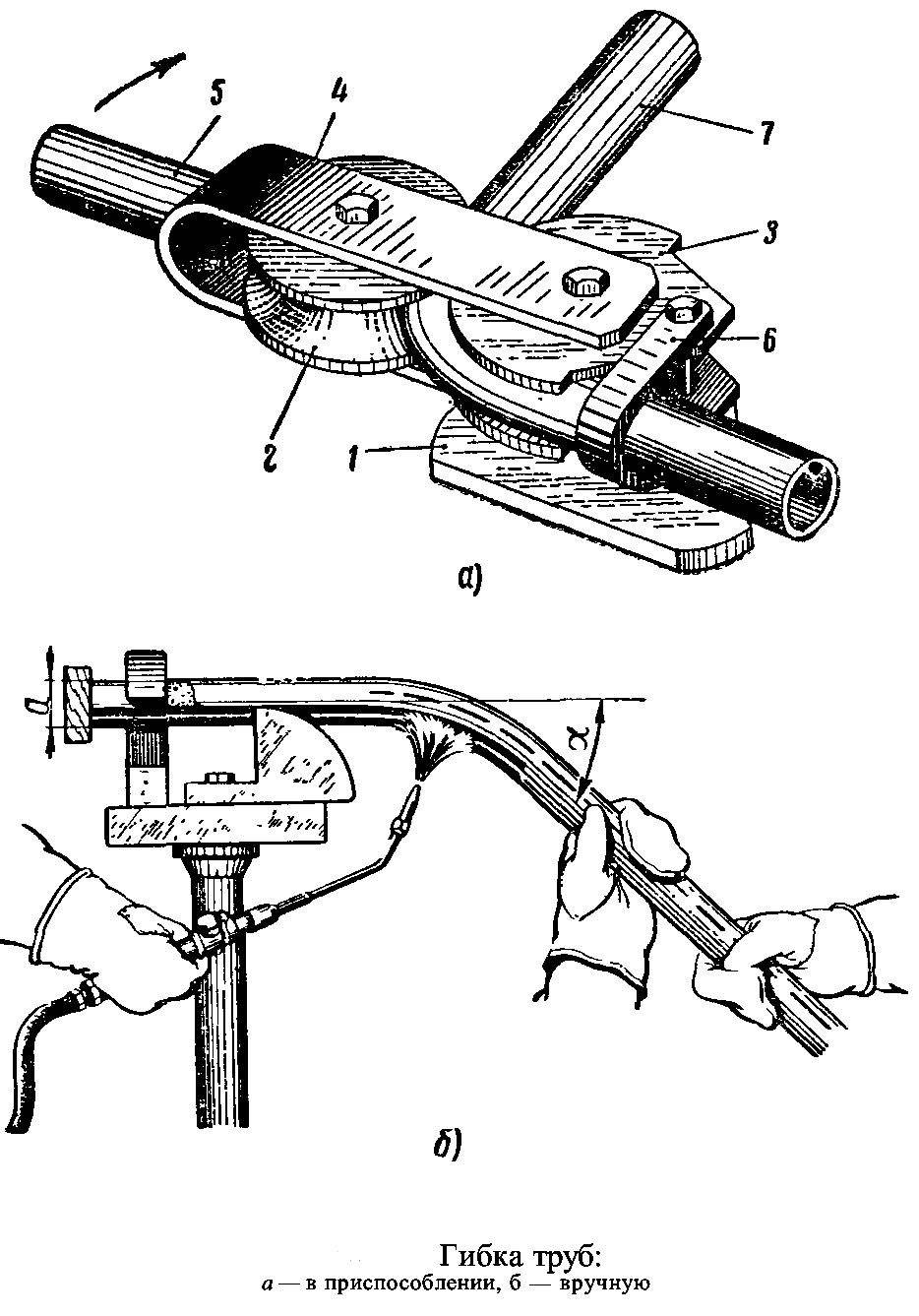
Если у вас имеется станок Вольнова или трубогиб, то процесс изгиба не доставит особенного труда. С его помощью можно осуществить сгиб в виде скобы, отвода, калача и утки. Подвергаются трубы разного диаметра от 15 до 25 мм.

Процесс заключается в следующем:
- Помещаем трубу в хомут станка длинным концом
- Место, где будет происходить изгиб, следует смазать машинным или другим маслом
- Приложив усилия, загнуть короткий конец трубы.

В интернете можно посмотреть процесс более подробно на фото, и понять, как согнуть трубу с помощью данного станка.

В случае, если под рукой нет такого прибора, предстоит немного приложить усилий и подойти к процессу серьёзно.

Визуально, кажется, при сгибе металлической трубы все происходит хорошо и труба не деформируется. Но на самом деле, во внутренней стороне сгиба образуются складки, тем самым уменьшая радиус трубы, а на внешней стороне материал сильно подвергается растяжке, за счет чего существует вероятность появления микротрещин.
Чем быстрее происходит сгиб, тем больше вероятность повредить трубу и сделать ее непригодной к использованию.

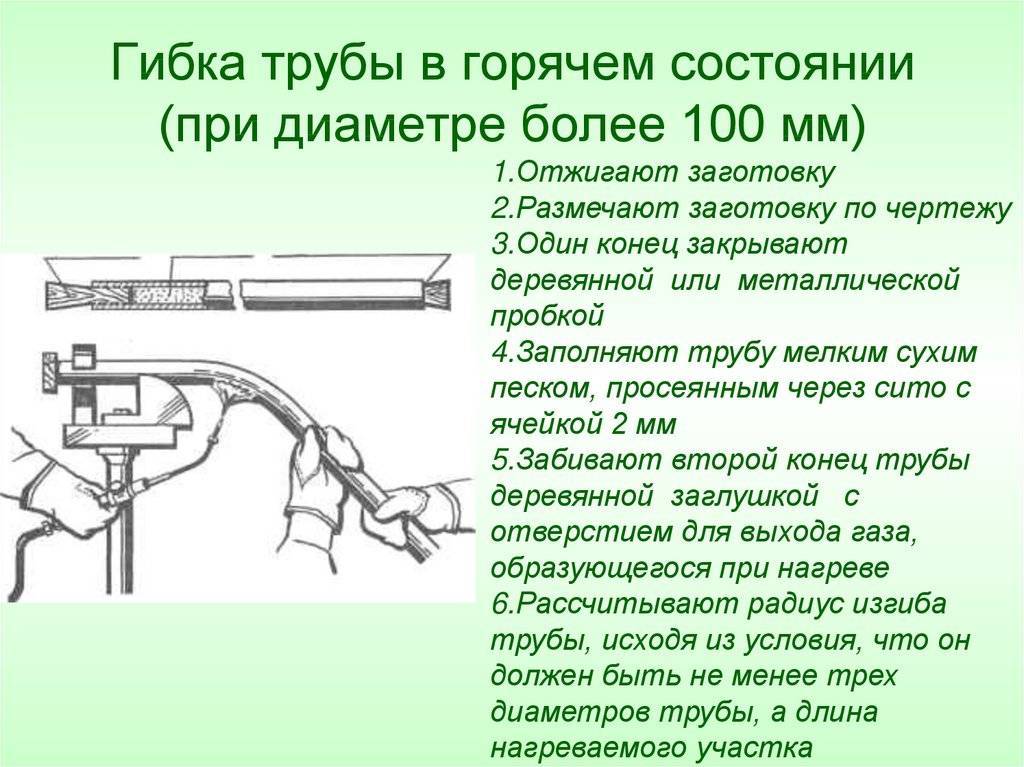
Прежде чем начать сгибать трубу необходимо ее подогреть до оптимальной для сгиба температуры. Бывалые мастера советуют проверять температуру с помощью бумажного листа. Если при соприкосновении бумаги с трубой он начинает тлеть, значит можно начинать процесс.
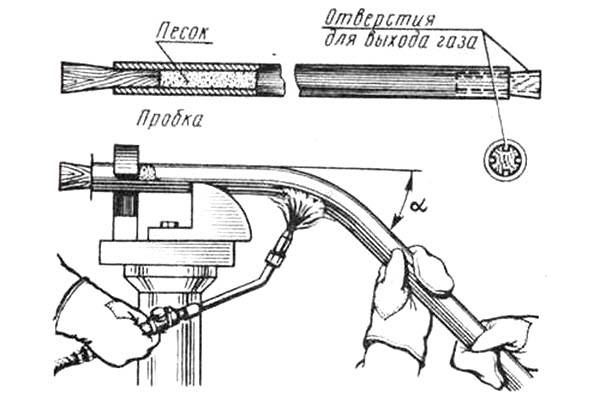
Чтобы избежать нежелательных резких сгибов, нужно наполнить трубу песком и закупорить ее с обеих сторон. Зажать в тиски и начинать процесс.
Потребуется приложить усилия и уйдет время, но зато не придется прибегать к помощи специалистов, покупке специального оборудования и вы будете знать, как согнуть трубу в домашних условиях.

С пластиковыми трубами дела обстоят немного иначе. Их согнуть проще, но вероятность образования микротрещин гораздо выше. В отличие от металла, стоит следить за температурой подогрева, иначе попросту труба сгорит.


Трубы из металлопластика можно не прогревать, они и так отлично гнутся за счет наличия алюминиевого стержня внутри, нужно только позаботиться о стабилизаторе.
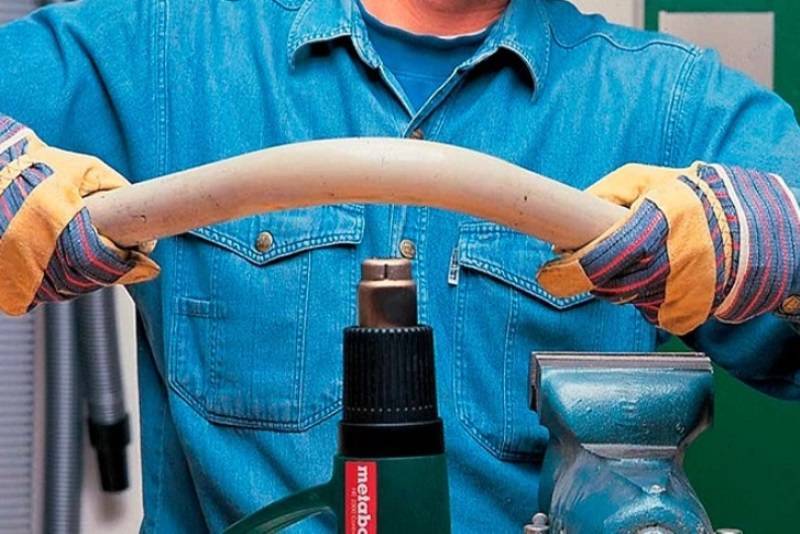
Тонкие пластиковые трубы часто ломаются при попытке сгиба, поэтому нужно прогреть место планируемого сгиба строительным феном до температуры порядка 180-200 градусов и аккуратно произвести сгиб. Это произойдет легко и быстро, достаточно лишь зафиксировать готовый изгиб и дождаться, когда труба остынет.
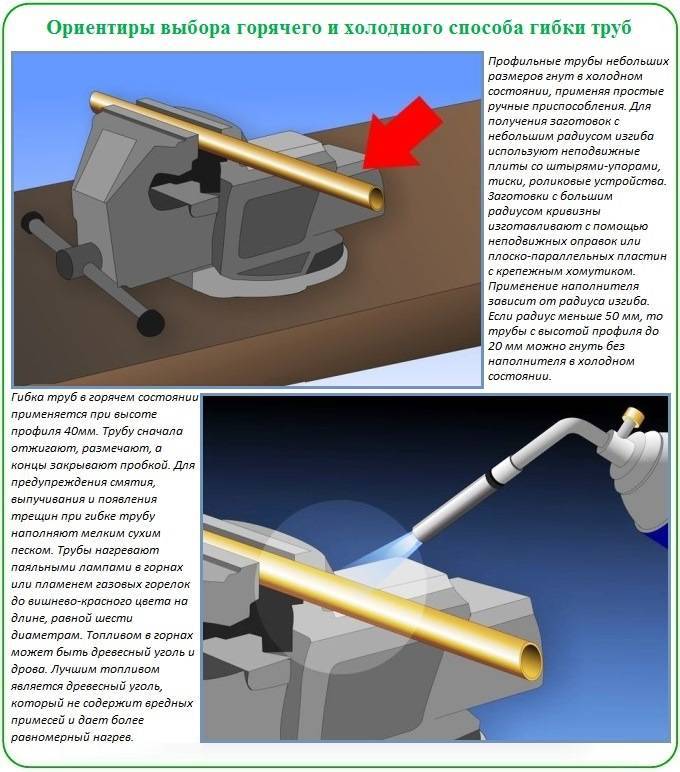
Изгиб профильных труб немного сложнее и к нему стоит подойти серьезнее. Если толщина стенки трубы менее 2 мм, трубу даже не стоить пытаться согнуть, проще будет воспользоваться сваркой при сооружении.

Изгиб трубы осуществляется с подогревом труб и в холодном состоянии. Несомненно подогретую трубу будет проще согнуть. Без подогрева можно обойтись, если высота профиля не больше 10 мм, в случаях с большей высотой стоить воспользоваться горелкой.

Обязательно нужно заполнить профиль прокаленным песком, закупорив отверстия с обеих сторон деревянными заглушками, длиной 7-10 мм. Отметить мелом место изгиба, поместить трубу в тиски и начать подогрев. Достигнув нужной температуры аккуратно начать процесс изгиба.

Стоить помнить о средствах защиты: перчатках и маске. После сравнения полученного изгиба с шаблоном, убедившись, что все соответствует, дождаться, когда остынет труба, удалить пробки и высыпать песок.

Все способы показывают, что можно самостоятельно и легко обойтись без трубогиба для гибки труб.
Вальцевание алюминиевых композитных панелей
Для вальцовки применяется полированный пуансон с прокладкой, исключающие царапание алюминиевых композитных панелей. Минимальный внутренний радиус = 15 х Т (где Т — толщина панели). Минимальный внутренний радиус для огнестойких панелей FR = 25 х Т .
Конструкция универсальной гибочной машины позволяет выполнять сложные контурные изгибы алюминиевых композитных панелей, а также радиусный изгиб панелей с одновременной загибкой ее борта. Радиус и форма изгиба композитных панелей определяется видом и размерами профильной шины.





Появились вопросы? Задайте их менеджеру Алюминстрой. Он перезвонит в указанное вами время и ответит на вопрос, уточнит информацию и примет заказ на рекламные материалы. «Как изгибать алюминиевые композитные панели?» может быть предметом для звонка специалста.
Заказать обратный звонок
Вашe сообщение отправлено!
← Возврат к списку
Обработка изделий в домашних условиях без инструмента
Как согнуть трубу своими руками, когда станка и инструмента нет, а покупать нецелесообразно? Обработать деталь дома или в гараже без трубогиба тоже можно, воспользовавшись следующими приемами:
- Чтобы уменьшить хрупкость алюминия и силу нагрузки, участок сгиба нагрейте при помощи обычной газовой горелки. Понять, что деталь готова к деформированию поможет обычная бумага. Ее надо расположить над нагреваемой зоной и подождать, пока не задымится – это сигнал к началу изгибания. Такой способ не годится для анодированного алюминия.
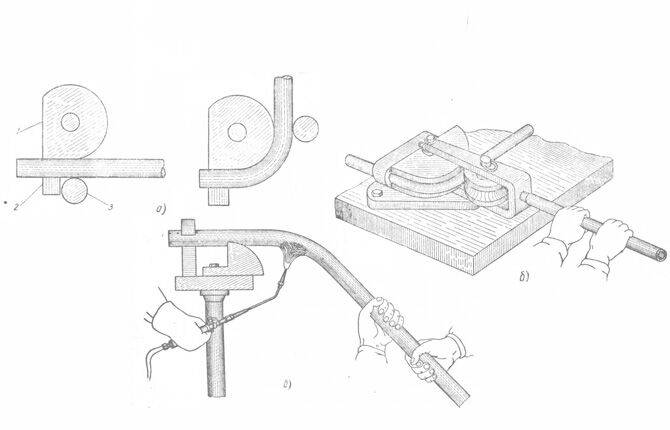
- Для обработки заготовки воспользуйтесь шаблоном с требуемым радиусом изгиба. Его легко выточить из дерева, пропитанного креозотом. Исходный элемент разместите на шаблоне и тщательно закрепите. Возьмите резиновый молоток и несильными ударами придайте необходимую форму сгиба.
Деревянный шаблон
- Трубку из алюминия с небольшим диаметром (15 – 20 мм) можно обработать без инструмента, надев на внешнюю поверхность стальную пружину. Во внутрь заготовки насыпьте песок и вставьте металлический прут. Взявшись за концы стержня, произведите обжим по шаблону.
- Заполните трубку песком, концы заготовки закрепите на двух опорных плоскостях. Резиновым молотком сформируйте изгиб в зоне, находящейся на весу. Способ хорошо подходит для заготовок с прямоугольным сечением.
Таким образом, при необходимости сделать ремонт дома или самостоятельно изготовить элемент декора из алюминиевых труб, каждый сможет изогнуть детали своими рукам.
Стационарное оборудование
Примером габаритной машины, задача которой — гибка алюминиевого профиля по радиусу, является профилегибочный станок. Основные рабочие органы оборудования — стационарные и подвижные ролики, геометрия которых повторяет контур заготовки в поперечном сечении. По числу роликов делятся на группы:
Читать также: Как сделать гриндер своими руками чертежи видео
У первых два ролика вращаются в одном направлении и находятся на одной линии, осуществляя подачу профиля на третий ролик, вращающийся противоположно. Регулируя расстояние между двумя сонаправленными элементами, мастер изменяет радиус сгиба алюминиевой заготовки. Если требуется получить очень малый радиус, выполняют несколько проходов через ролики.
Четырехроликовые станки применяются при гибке профилей сложной формы (круги, спирали и т.п.). Два ролика также неподвижны и сонаправлены, а два других осуществляют изгиб нестандартного изделия. Радиус настраивается своими руками, либо на компьютере при наличии электронного управления.
У станков может варьироваться положение роликов. Оно бывает:
Первые подходят для элементов с большим сечением (высотой до 300 мм), вторые — для небольших заготовок (прокатная продукция) или особо сложных материалов (оконные профили). Теперь — пара слов об устройствах для гибки под углом.
Сгибание полипропилена
Только нагрев поможет согнуть полипропиленовую трубу. Производитель рекомендует производить сгибание при температуре 140 С. При этом запрещено пользоваться открытым огнем. Производить разогрев лучше всего строительным феном, с регулятором температуры. Если приходится воспользоваться горелкой, не приближать полипропилен к пламени, он может загореться. И согнуть полипропиленовую трубу можно только на радиус, равный восьми наружным диаметрам.
Необходимо учитывать, что после остывания полипропилен стремится вернуться в начальное положение, так что сгибать нужно на 5-10 градусов больше, чем требуется. Так же надо помнить, что сгибать можно только трубы малого диаметра, от 16 до 32 мм. Для остальных желательно использовать фитинги.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
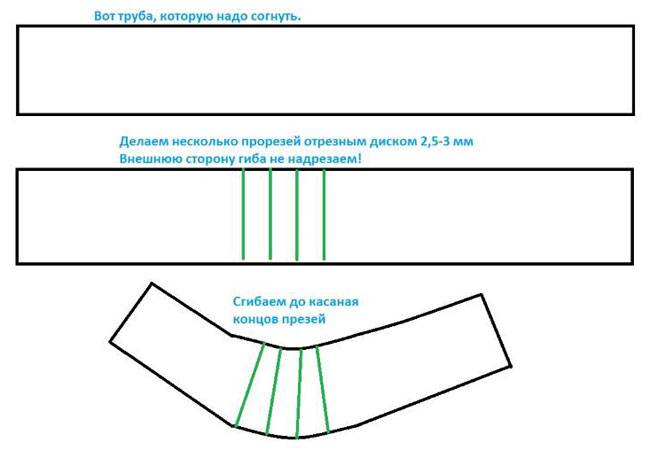
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
Способы производства и технические характеристики алюминиевых труб
Прокат производится несколькими способами:
- прессования из алюминиевых деталей с круглым сечением;
- холодного деформирования (вытяжка, прошивка и калибровка);
- по принципу проката из нержавеющей стали: сварка штрипса или листа.

Производство алюминиевых труб Современные технологии позволяют выпускать экономичные изделия высокого качества. Основная особенность алюминия – небольшой вес. Его плотность (ρ = 2,7 т/м³) более чем в 3 раза меньше ρ углеродистой стали (7,85 т/м³). Есть и другие достоинства цветного металлопроката:
- износостойкость;
- высокая сопротивляемость воздействию влаги;
- гибкость;
- пластичность;
- морозоустойчивость;
- отличная свариваемость;
- высокая электро- и теплопроводность;
- экологичность;
- стойкость к возникновению ржавчины.
Один из минусов алюминиевых деталей – невысокая прочность. Но это свойство компенсируется за счет легкости деформации металла без изменения основных характеристик. Отличная пластичность позволяет проектировать и строить сложные инженерные решения. Для производства профиля чаще применяются сплавы алюминия с медью, магнием, цинком, другими металлами. Они более прочные, хорошо переносят переменные силовые воздействия.
Алюминиевые трубы не сложно перевозить, погрузка не вызывает сложности. Профильные трубы недорого стоят, легко монтируются.

Алюминиевая продукция
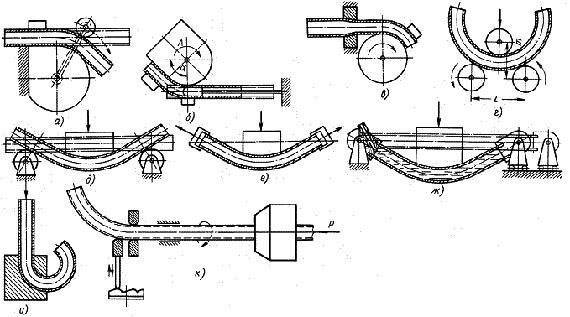
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.



Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.
Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Как согнуть трубу без трубогиба — простые способы
Приведенные выше методы эффективно применяют в домашнем хозяйстве как самостоятельно, так и в сочетании с другими способами. При этом для работы с различного вида материалами, формой и сечения профиля, углами изгиба, следует применять различные технологии, обеспечивающие наилучшее качество и производительность.
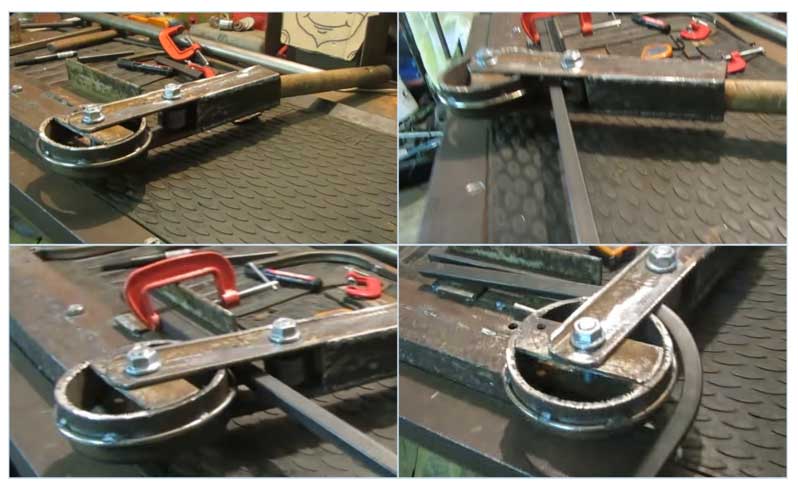
Рис. 5 Гибка профильной трубы своими руками на самодельном трубогибе
Особенности гибки профильной трубы
Металлопрокат прямоугольного или квадратного сечения является популярным видом строительных материалов в домашнем хозяйстве, широко используется при сооружении перекрытий теплиц, беседок, различного вида навесов для хранения автомобильной техники и домашней утвари. Поэтому сгибание металлопрофиля является одной из актуальных задач в быту и производится следующими способами.
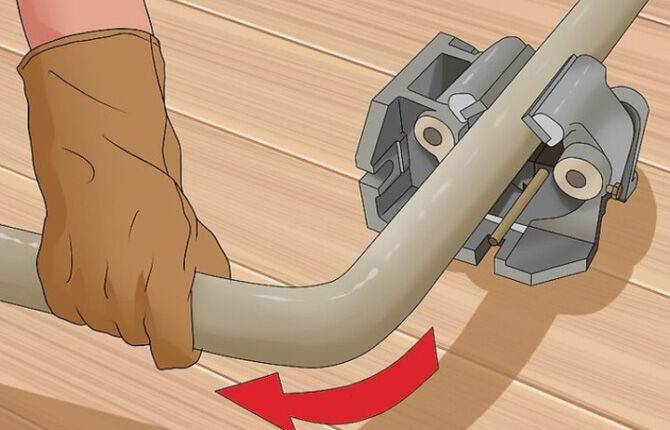
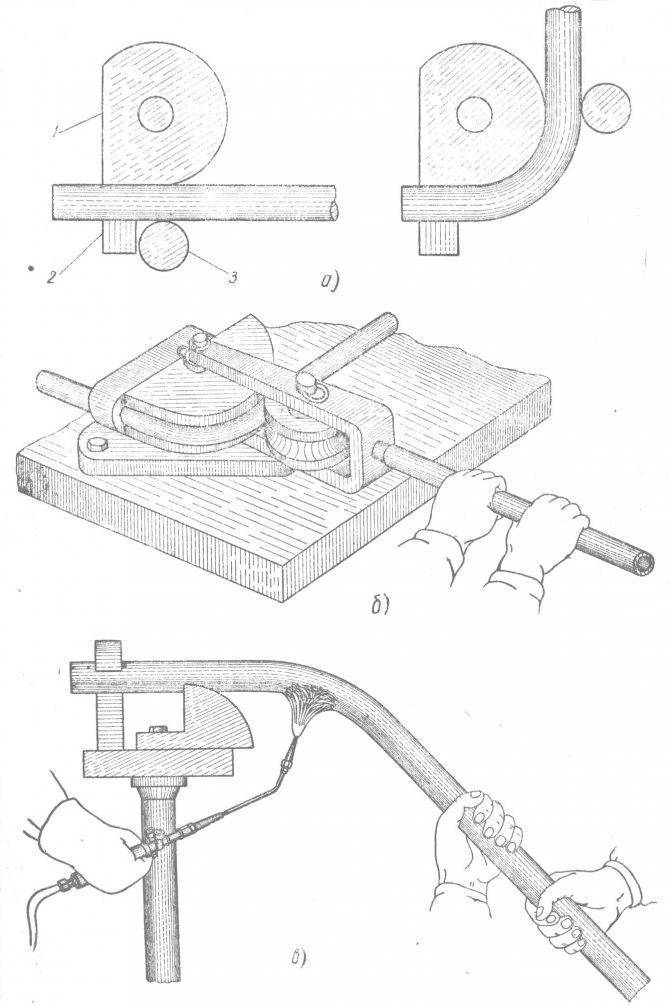
- Легко изогнуть профильную трубу своими руками можно при помощи простого шаблонного приспособления в виде круглого горизонтального или вертикального участка трубопровода. Для проведения операции один конец заготовки жестко фиксируют за шаблоном или просто опирают на поверхность, после чего перемещают заготовку, огибая верх шаблона. Если необходимо получить большой радиус изгибания по всей длине, деталь передвигают вперед и операцию снова повторяют.
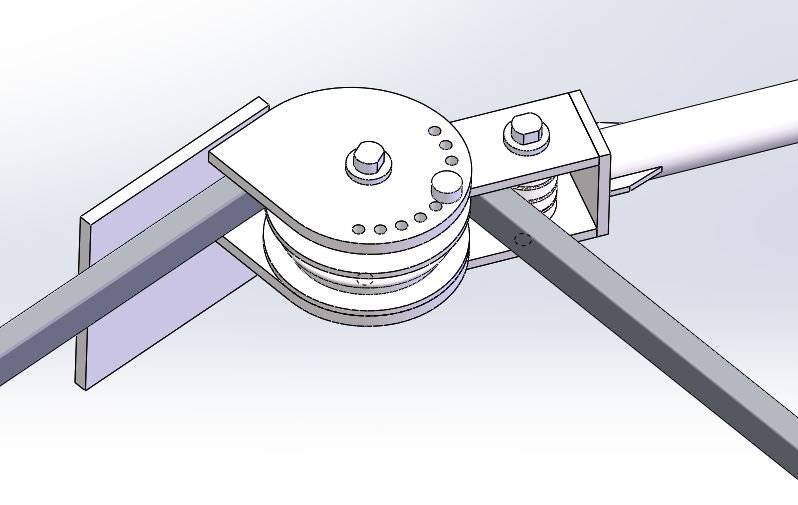
- Популярным методом изгибания в хозяйстве и промышленности является использование круглых подвижных валков, вдоль которых огибают или многократно прокатывают заготовку. В быту такие устройства часто делают для получения арочного профиля, изготавливая разнообразные трехвалковые конструкции. Для получения меньшего радиуса закругления можно сделать и механическое ручное устройство с подвижным валком, вокруг которого при помощи длинного рычага огибают металлопрофильную заготовку.

Рис. 6 Способ согнуть металлическую трубу в змеевик
Как согнуть нержавеющую или стальную трубу
В домашнем хозяйстве часто требуется изгибать тонкостенную стальную трубу из нержавейки для создания спиральных змеевиков в системах отопления и самогонных аппаратах. Методы, которые используются при сгибании нержавейки, аналогичны общепринятым, при работах наибольшей популярностью пользуется следующие способы.
- Тонкостенную нержавейку при малом радиусе закругления нужно гнуть с применением пружинящих элементов (дорнов), обеспечивающих равномерную нагрузку на поверхность в зоне изгибания, или сыпучих наполнителей.
- Если необходимо изгибать заготовку с большим радиусом закругления, можно использовать универсальный трехвалковый самодельный агрегат или сгибать круглым шаблоном с использованием внутренней пружины.
- Толстостенную трубу из нержавейки лучше всего загибать после нагревания газовой горелкой, аналогичные операции проводят и со стальными толстостенными трубами при малом радиусе загибания.
Методы сгибания
Для сгибания труб из алюминия могут использоваться разные способы. Вот некоторые из них:
- выполнение процедуры при помощи проталкивания;
- гибка прокаткой;
- использование обкатки для гнутья труб;
- сгибание под давлением.
Обычно профессионалы сгибание труб выполняют при помощи трубогиба и другого специального оборудования. Рассмотрим подробнее методики, которыми пользуются специалисты.
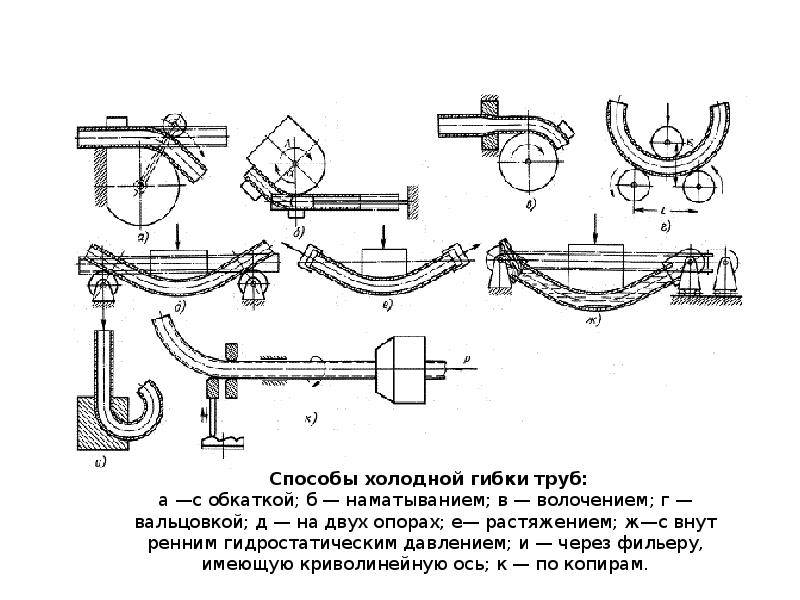
Использование проталкивания для гнутья труб
Эта методика применяется, если необходимо получить пологий сгиб (дугу, арку и т.п.) на тонкостенных трубах диаметром не более 100 мм. Минимальный радиус кривизны ограничен диаметром трубы и равен её 5-6 диаметрам. Суть метода состоит в том, что заготовка проталкивается между роликами. Один из роликов расположен так, что выполняет отклонение изделия от прямой линии.
Эта методика не даёт такой высокой точности сгибания, как другие методы, поэтому часто возникает необходимость в проведении тестовых сгибаний. Такие испытания позволяют выявить механические характеристики металла, из которого выполнена труба.
Данная методика применяется для изготовления различных декоративных элементов, например, мебели, перил, ограждений. Этот способ реализуется с использованием специального трубогиба, наделённого подобной функцией. Поэтому при наличии соответствующего инструмента процедуру можно выполнить в домашних условиях.
Гибка прокаткой
Методика выполняется с использованием трёхроликового трубогиба. Заготовка прокатывается между роликами, которые являются приводными и могут перемещать изделие. Кривизна элемента достигается за счёт изменения положения роликов.
Точность данной методики ещё ниже, чем у первой, но её преимущество состоит в том, что заготовку можно прокатывать несколько раз, добиваясь тем самым нужной кривизны изгиба. Этот метод подходит для сгибания труб большого сечения. Но для выполнения процедуры нужны навыки, поэтому сделать её своими руками у неопытного человека не получится.
Использование обкатки для сгибания
Суть метода состоит в том, что заготовка обкатывается вокруг ролика с заданным диаметром за счёт внешнего воздействия на неё. Обычно для воздействия на элемент используется перемещающийся ролик или специальная подвижная планка. Заготовка нигде жёстко не фиксируется, поскольку должна свободно двигаться. Данная процедура выполняется с использованием трубогиба, имеющего такую функцию.
Сгибание под давлением
Данная методика не может выполняться в домашних условиях, поскольку для неё требуется использование пресса с формованными штампами. Заготовка принимает заданную конфигурацию в результате внешнего давления на неё. Недостатками методики является дороговизна пресса и ограничения, которые связаны с разницей в пружинящих свойствах труб.
Особенности метода:
- Он подходит в том случае, если помимо сгибания заготовка будет подвергаться ещё каким-то воздействиям, например, сплющиванию.
- Данная методика часто применяется в ручных инструментах, укомплектованных изогнутой матрицей под определённый радиус и отвесным приводом для прижимания заготовки.
- Внешнее давление можно заменить внутренними усилиями, которые осуществляются посредством гидроформовки. Для этого после укладки трубы в форму в неё подаётся жидкость под большим давлением, которая прижимает заготовку к стенкам формы. Точность этой методики довольно высока, но и цена тоже немаленькая.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения
Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.






Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.
- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.
Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.





