Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
Первым делом аккуратно устанавливаем первичную обмотку на место вторичной. Если она садится довольно туго, не стоит убирать стеклоткань с жил (в редких случаях это может быть бумага). Это чревато повреждением изоляционного лака. Лучше немного постучать прямо по обмотке той же резиновой киянкой (только без фанатизма). Если и это не помогает, значит, с сердечника не до конца очищен старый лак и клей.
 При установке первичной обмотки нужно быть предельно аккуратным
При установке первичной обмотки нужно быть предельно аккуратным
Выбираем кабель для вторичной обмотки трансформатора
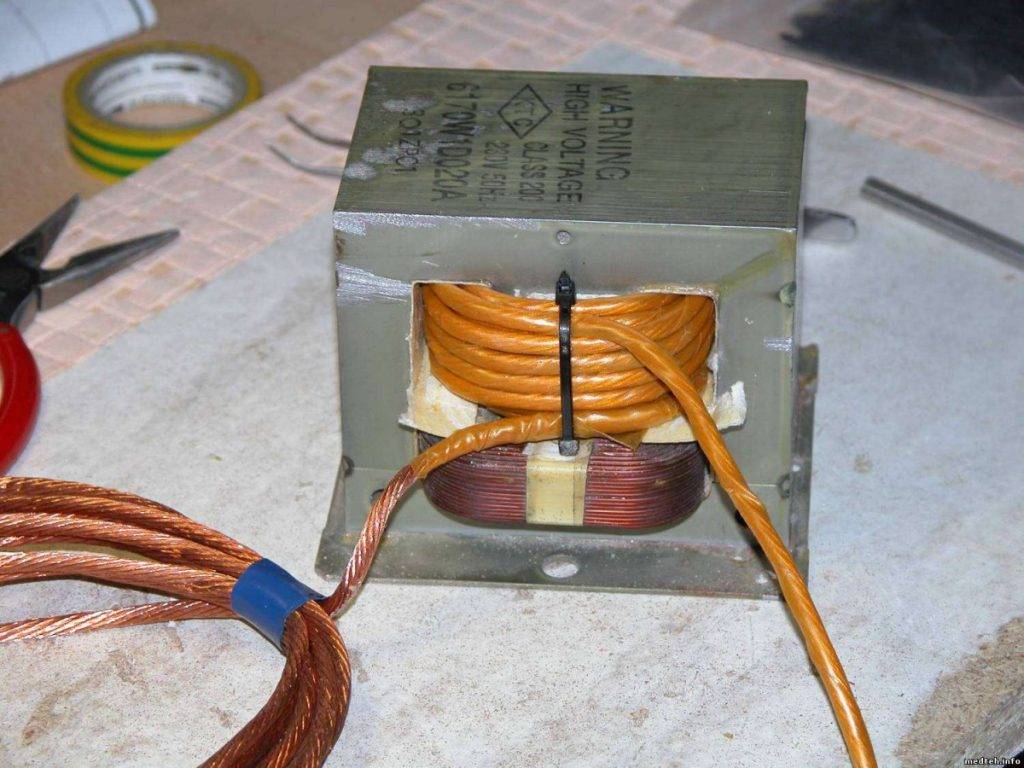
Когда первичная обмотка встала на место, необходимо подобрать толстый гибкий медный кабель для вторичной. Идеально подойдёт кусок сварочного кабеля в толстой изоляции. Такие можно найти в «запасниках» гаражей. Они производились раньше. Сейчас изоляция сварочных кабелей очень тонкая. Но при отсутствии старого, можно использовать и такой.
 Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
Это уже готовый отрезок сварочного кабеля, который я использовал при сборке
А вот в обжимке наконечников будет заключаться основная сложность. Для этих целей используется довольно большой кримпер, который часто можно найти лишь на производстве. Здесь придётся обращаться к специалистам. Запомните, что ни в коем случае нельзя обжимать наконечники при помощи молотка и зубила. Во-первых, такое соединение будет ненадёжным, а во-вторых, неплотный контакт при высоких токах даст очень сильный нагрев, в результате чего аппарат может просто вспыхнуть.
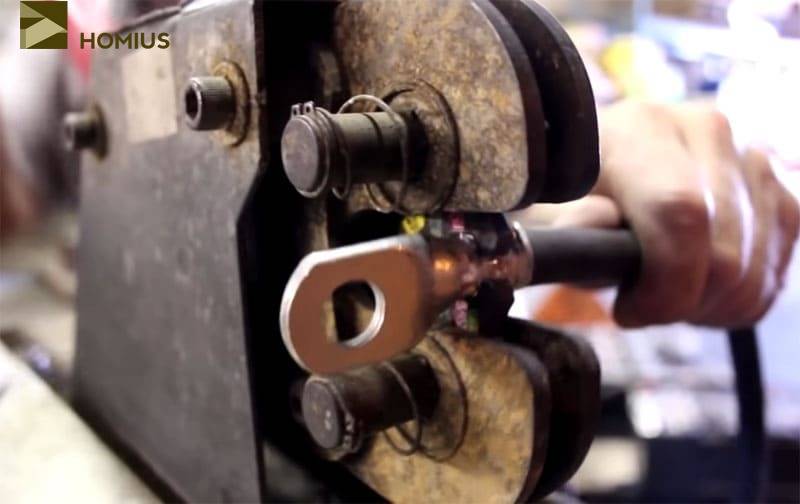 Производственный кримпер – наилучший вариант для обжимки наконечников
Производственный кримпер – наилучший вариант для обжимки наконечников
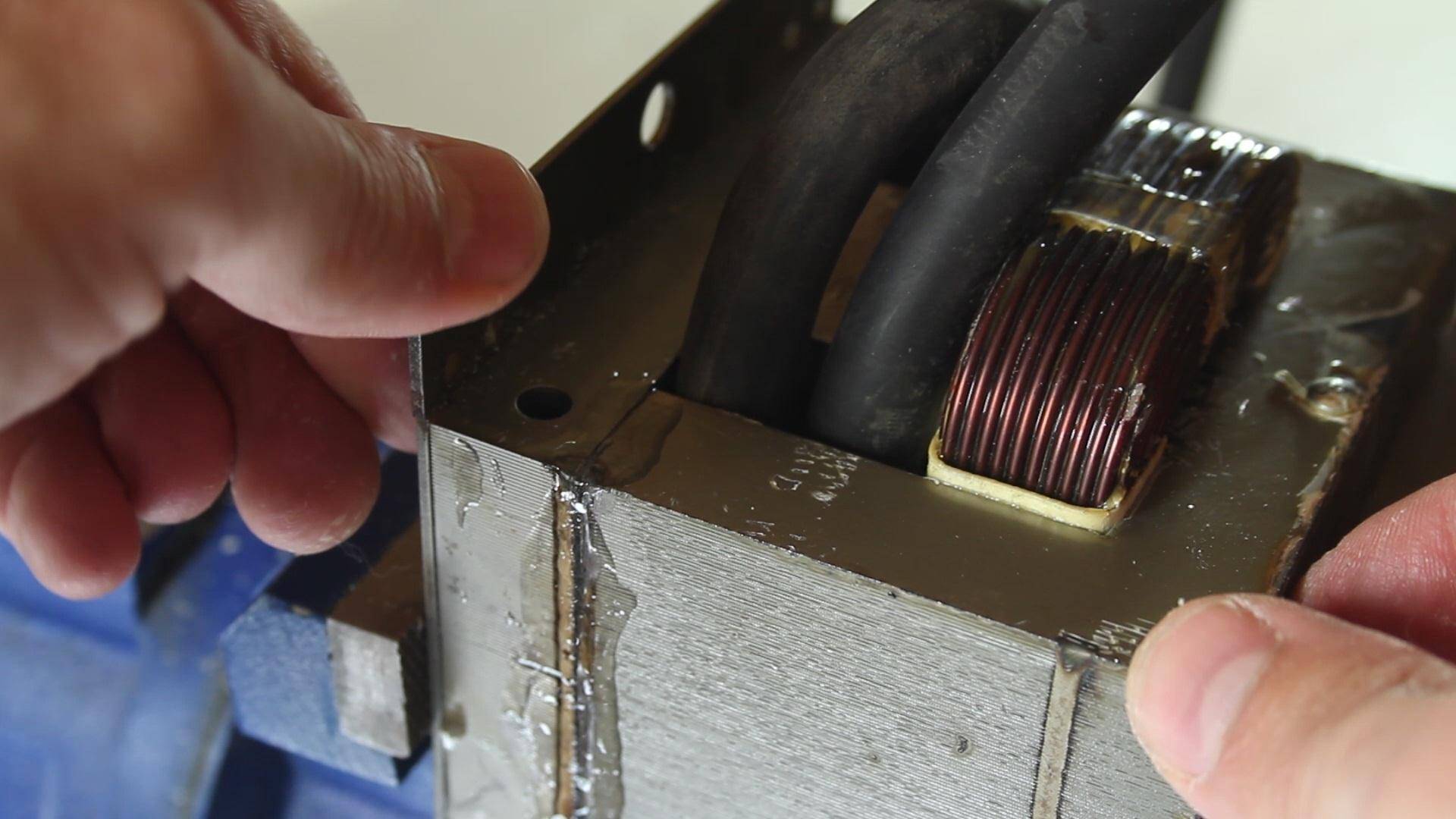
Укладываем самодельную вторичную обмотку
Укладывая сварочный кабель, имейте в виду, что витки (их должно быть всего два) должны лежать плотно. От этого также зависит величина нагрева вторичной обмотки в процессе эксплуатации. Но чаще всего подобный кабель неплотно уложить не удаётся – не позволяет оставшееся пространство.
 Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
Аккуратно укладываем два витка сварочного кабеля – это и будет вторичная обмотка
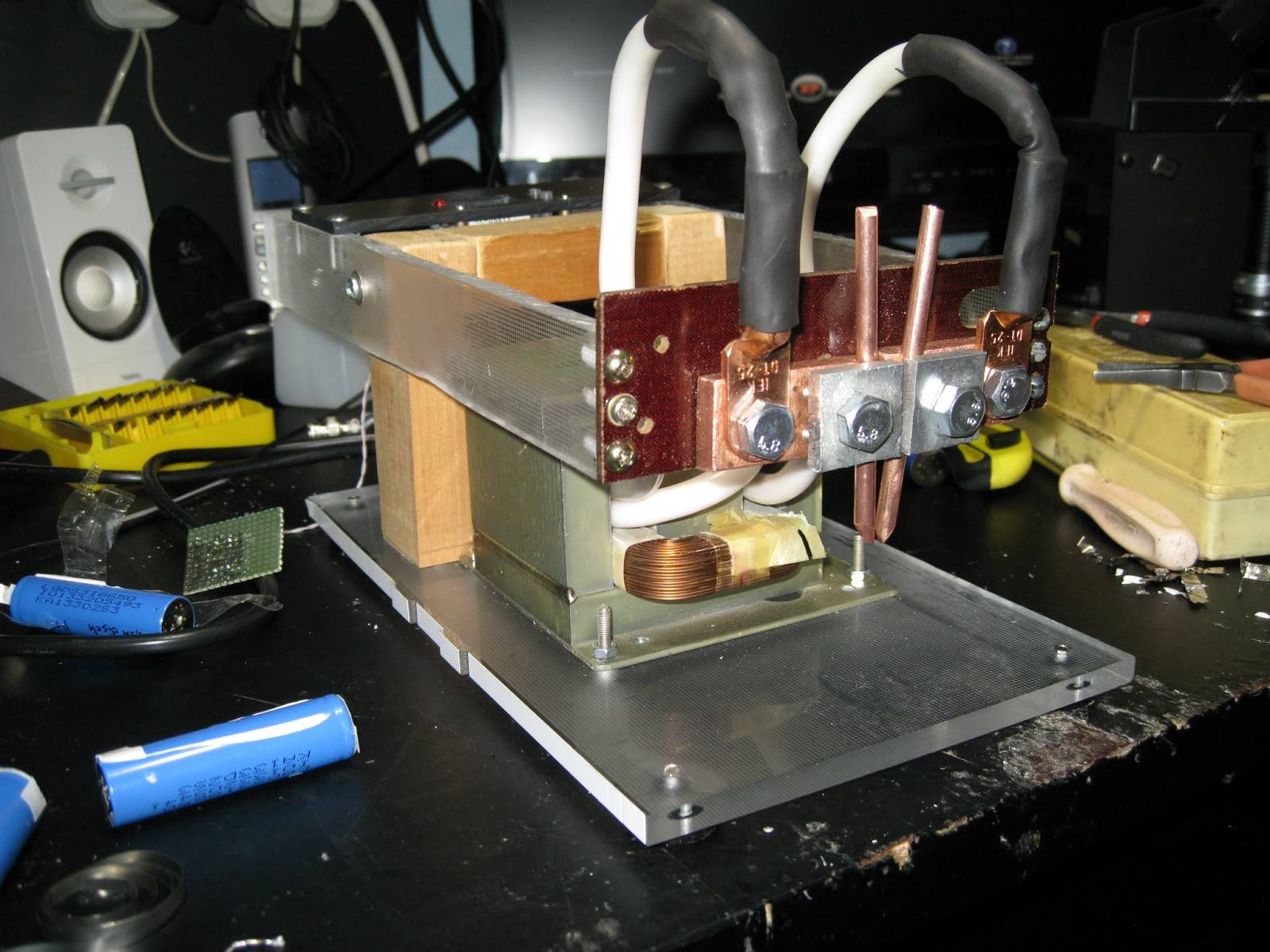
Приступаем к окончательной сборке понижающего трансформатора для точечной сварки
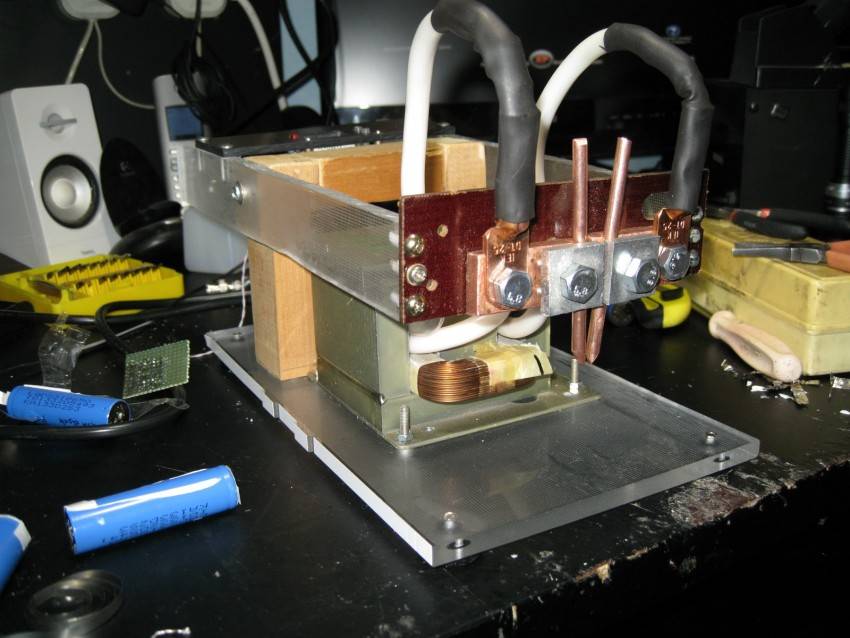
Теперь нужно поставить на место платформу, которая была отпилена, и зажать получившийся трансформатор в тиски для большей плотности соприкосновения металла сердечника. Обратное соединение можно произвести при помощи той же сварки. У меня, на момент сборки, сварочника не было, а потому я скрепил детали сердечника, проложив по контуру слой эпоксидного клея. Получилось не хуже.
 Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеем
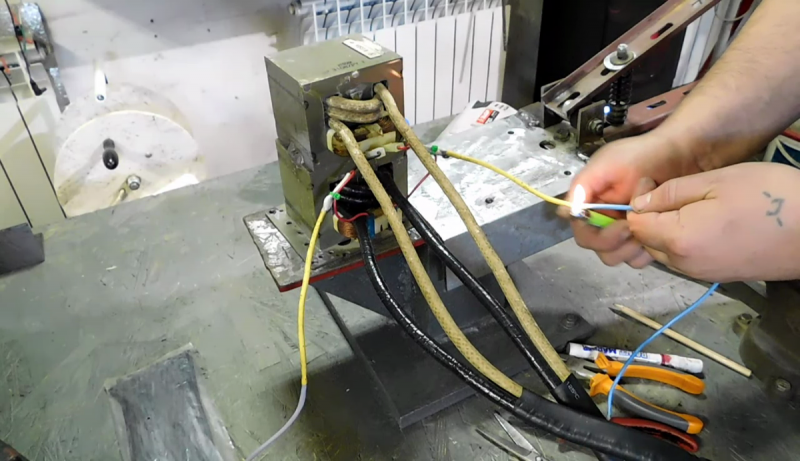
Промежуточная проверка трансформатора перед началом сборки аппарата
Настало время проверить, что получилось. Для этого на наконечники первичной обмотки нужно подать напряжение 220 в, а с вторичной обмотки мультиметром снимаем напряжение, выставив переключатель в режим переменки. В моём случае получилось, что напряжение на вторичной обмотке равно 2,106 в. Произведя нехитрые вычисления, можно определить, что при столь сильном понижении напряжения, сила тока возросла приблизительно до 800 А. Такие показатели практически идеальны для гаражного аппарата контактной сварки.
 Мультиметр показал, что мы добились желаемого результата
Мультиметр показал, что мы добились желаемого результата
Правильное соединение
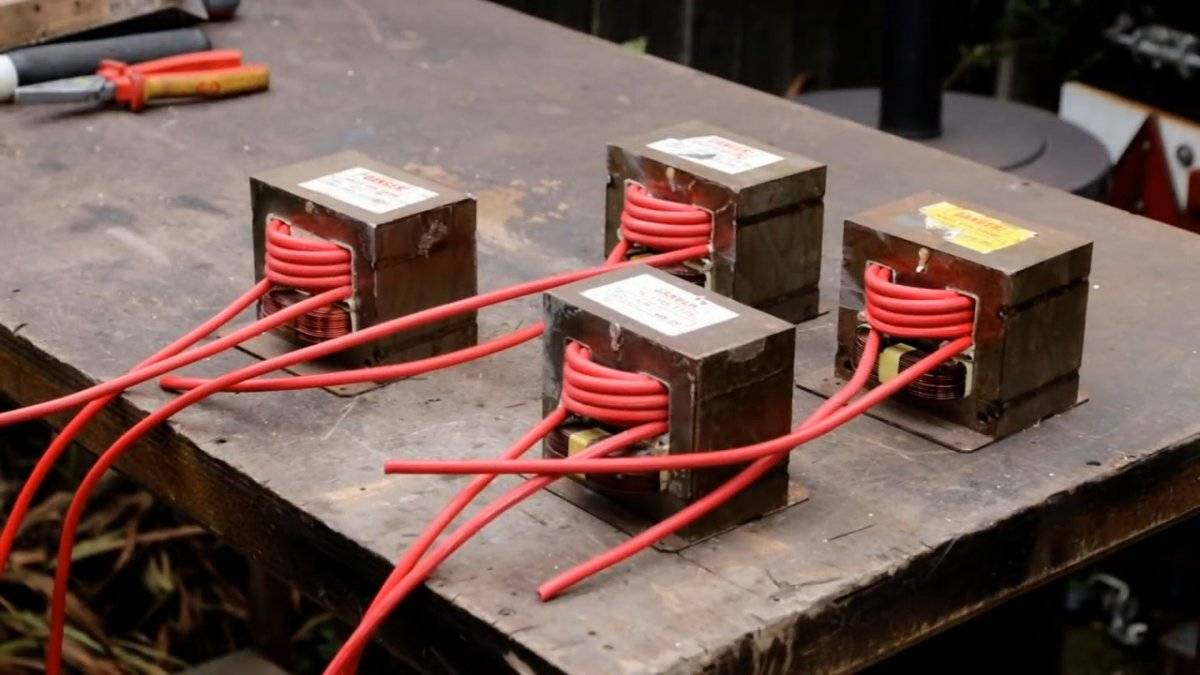
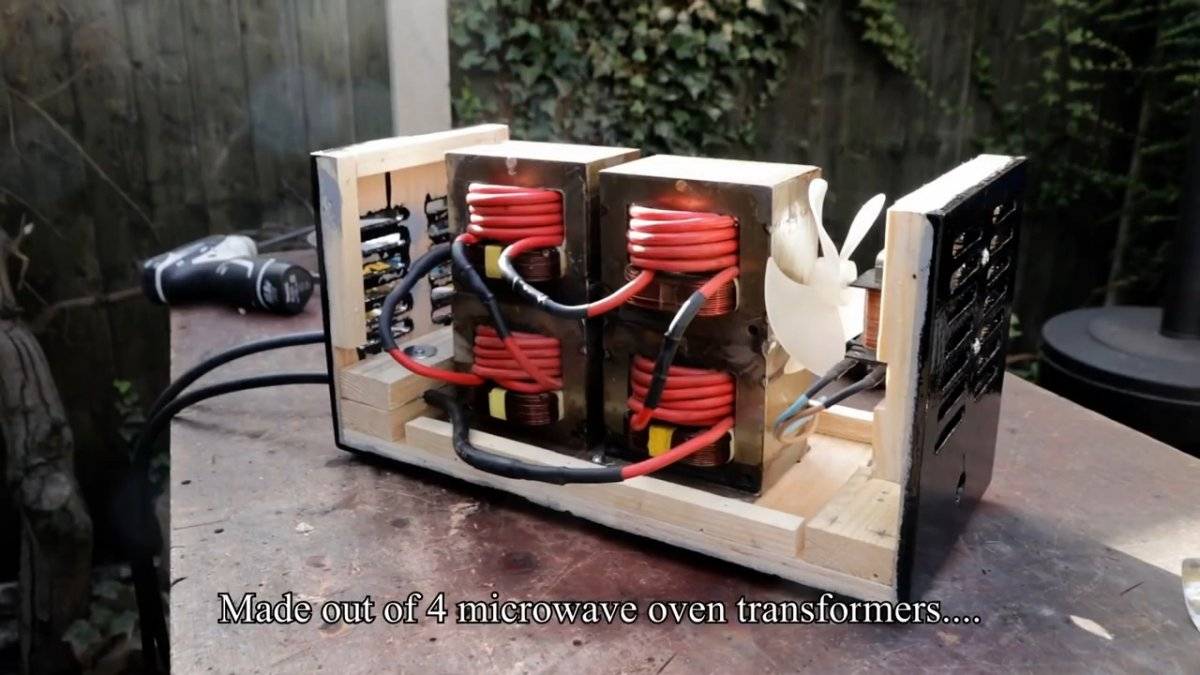
В процессе создания простого сварочного аппарата из микроволновки в домашних условиях, используя два трансформатора, есть возможность достичь хорошего результата в виде оборудования с увеличенной мощностью. В данной ситуации, мощность увеличится до 2-х раз.
Таким же образом получится увеличить силу подаваемого сварочного тока. Единственным отличием будет являться сильная потеря, поскольку цепь будет иметь также большое сопротивление. Два конца вторичной обмотки потребуется скрепить с помощью электродов.
При наличии двух трансформаторов, напряжения не всегда достаточно достаточно, чтобы изготовить сварочный аппарат из микроволновки, однако есть возможность по очереди прикреплять их обмотки на выходе.
Схема соединения двух трансформаторов.
Стоит обратить внимание, что витки должны быть в одинаковом количестве на каждой детали. Это также необходимо тогда, когда не получается намотать нужное количество витков на магнитопровод
Помимо этого, в процессе сборки данного оборудования самостоятельно нужно регулировать, куда направлены витки, и поправлять их в необходимое положение. В ином случае есть вероятность возникновения противофазы и получения в итоге нулевого напряжения.
Проводя эксперимент, следует отметить, что определяя правильное крепление возможно использование провода с малым сечением.
Точечная сварка своими руками из … микроволновки!
Для мастера бывает необходимость в точечной сварке. Данная точечная сварка даёт ток до 800 Ампер, чего вполне достаточно для сварки листового металла до 1,5мм.
Итак, нам нужна старая микроволновка и чем она больше по размеру, тем лучше. В больших микроволновках установлен трансформатор большей мощности. Если у Вас нет ненужной микроволновки, то старые микроволновки часто можно купить дёшево на форумах и бесплатных досках объявлений, либо же можно поискать их возле мусорных контейнеров или спросить в телемастерских.
Внимание! Перед разборкой микроволновка должна быть выключена от питающей сети. Далее разбираем микроволновую печь
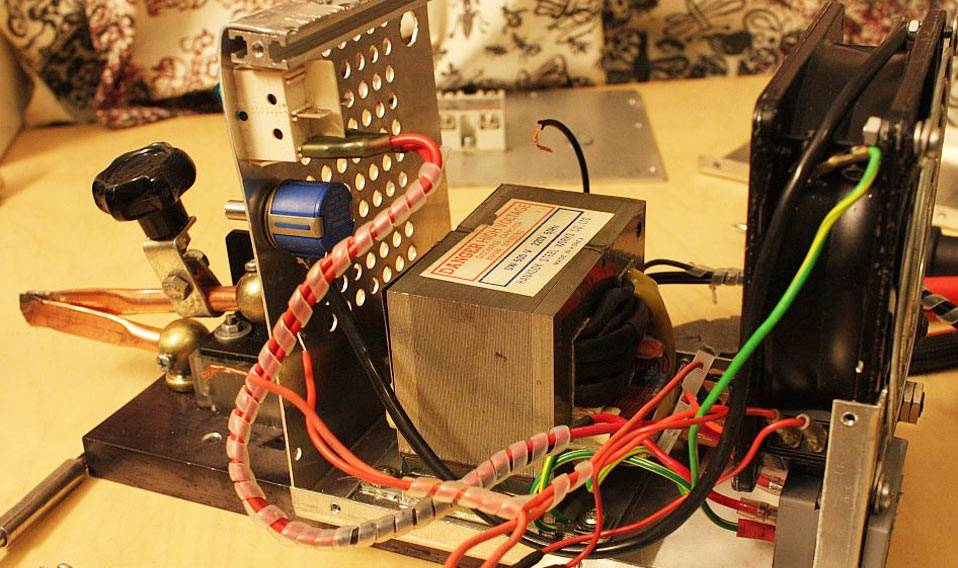
Внутри микроволновой печи есть несколько компонентов, которые представляют опасность даже в выключенном состоянии и могут нанести серьезный удар током — это конденсаторы (см. фото), способные держать заряд некоторое время. Поэтому разряжаем конденсаторы, замыкая их выводы между собой отверткой. ВВ трансформатор стоит внизу.

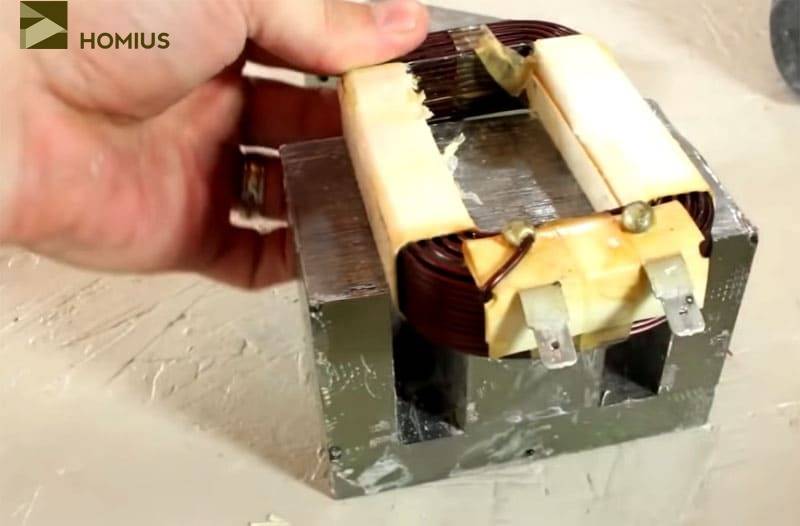
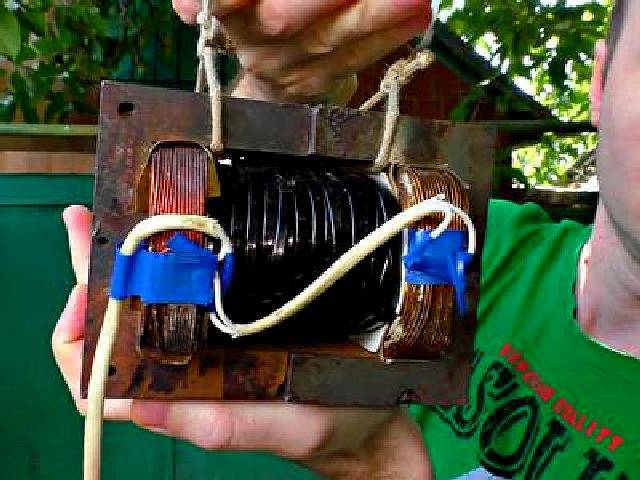
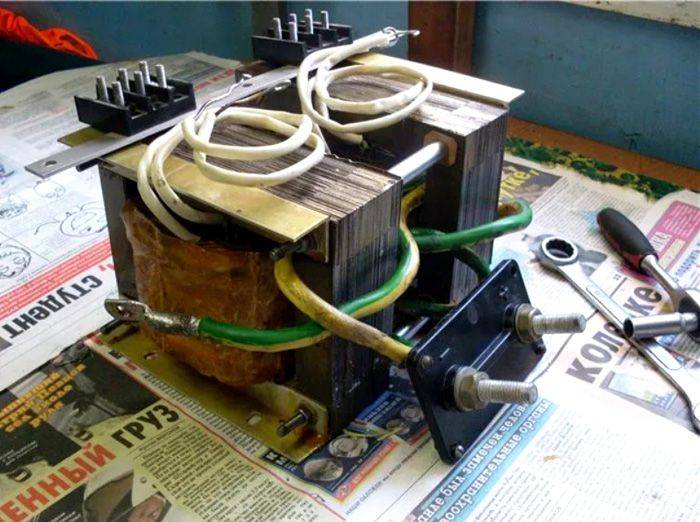
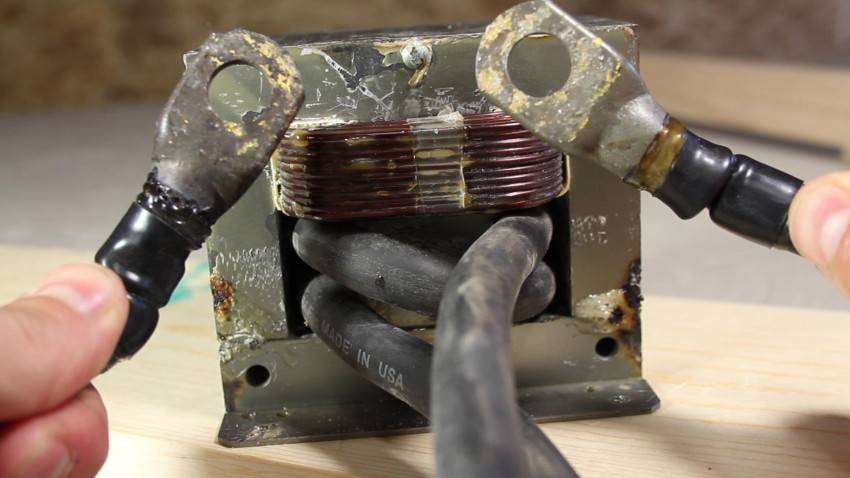
Из внутренностей микроволновки нас в первую очередь интересует высоковольтный трансформатор.

Сердечник трансформатора скрепляется с помощью двух тонких сварных швов, как видно на фото.

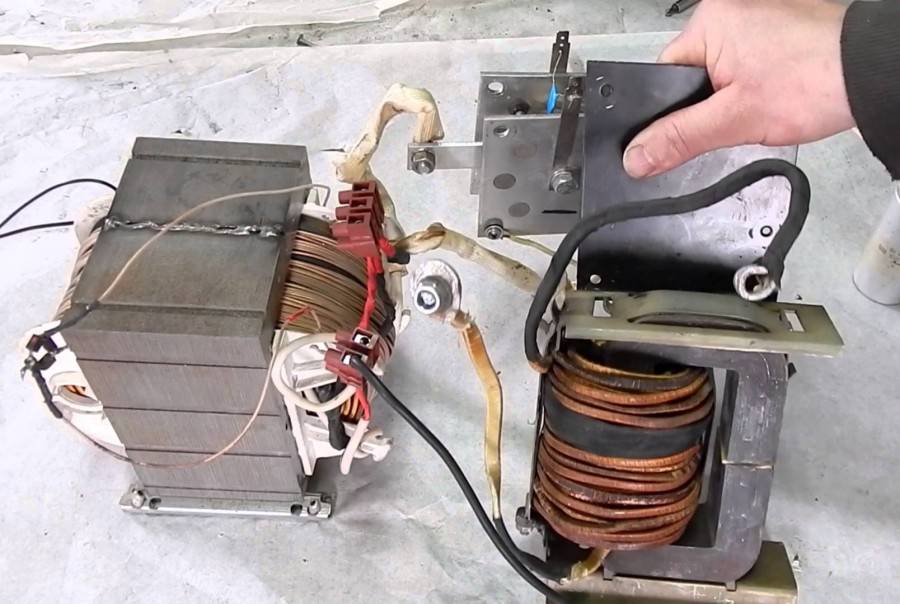
Как изготовить трансформатор для сварки?
Есть два варианта снятия обмотки:
- Разобрать сердечник трансформатора.
- Срубить обмотку зубилом.
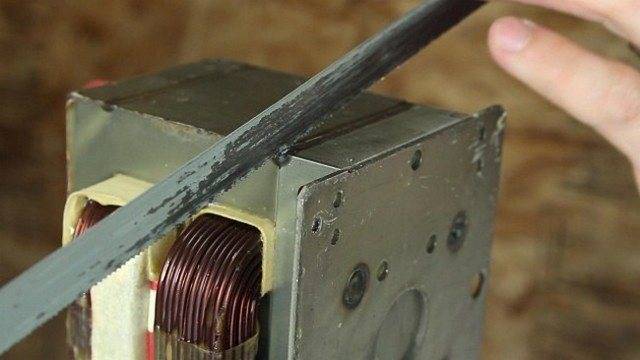
Способ 1.
- Вам понадобятся ножовка или болгарка для того чтобы разрезать этот шов, а также молоток и долото чтобы добраться до обмоток трансформатора.
- Будьте аккуратны, извлекая первичную обмотку из трансформатора, так как она нам еще понадобится.
Постарайтесь не гнуть и не царапать её.

Вторичная обмотка может быть намотана очень плотно и ее сложно извлечь, поэтому если она Вам не нужна, то можно разрезать и вытащить по кускам, так будет намного легче.

Теперь, после всех манипуляций, у Вас на руках должны быть — целая и неповрежденная первичная обмотка трансформатора и его сердечник, разделенный на две части (без клея и бумаги, которые удерживали его обмотки внутри).
Следующим шагом будет намотка вторичной обмотки трансформатора. Для этого нужно взять медный (обязательно!) кабель приблизительно такого же сечения как и прорези в сердечнике трансформатора (около 7 мм) и намотать два витка.










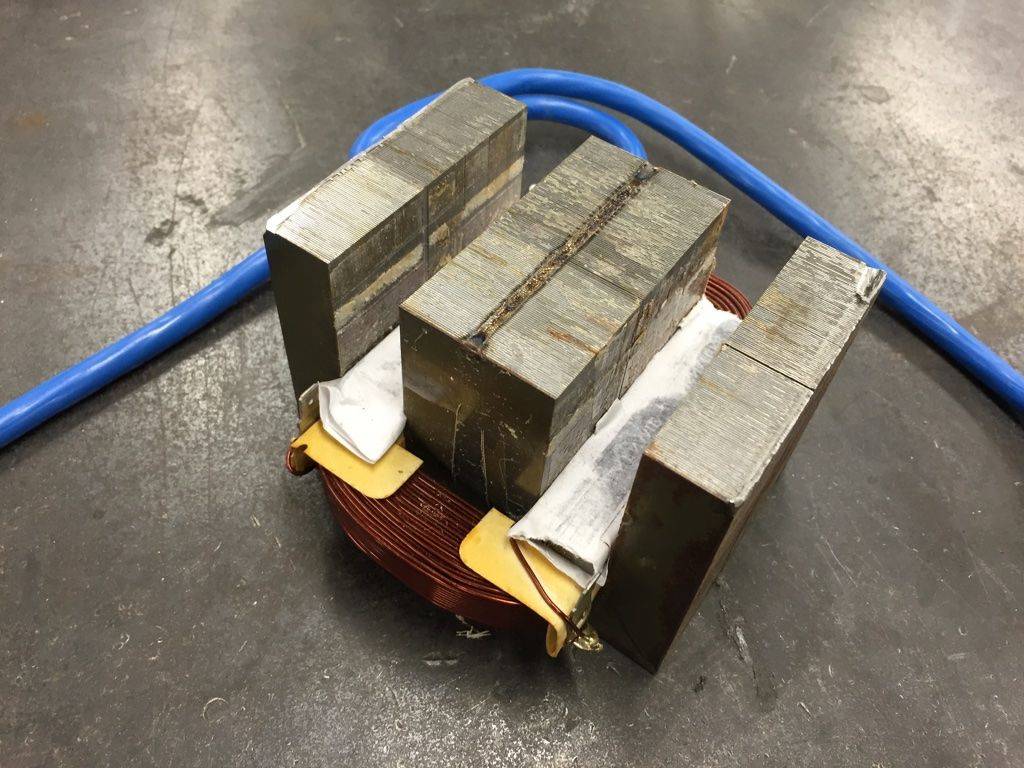
- Затем я скрепил сердечник трансформатора с его основанием, используя обычную 2-х компонентную эпоксидную смолу и аккуратно прижав в тисках, оставил склеиваться.
- После того как эпоксидка высохнет, трансформатор должен выглядеть примерно так.
Способ 2.
Тоже не из лёгких, но при этом трансформаторное железо останется целым, что важно. Для этого нужно снять обмотку, используя зубило, долото, ножовку по металлу и т.д
Удаляем также шунты.
Далее наматываем новую обмотку на трансформатор. Она делается из многожильного провода с сечением не менее 100 мм2 (или диаметром более 1 см)
Будет достаточно сделать 2-3 витка.
Если провод имеет слишком толстую изоляцию, то допускается удалить ее и заменить тканевой изоляционной лентой.
Если используется сразу два трансформатора, то вторичная обмотка для них делается общей, но очень важно правильно соединить выводы с их первичных обмоток.
Напряжение на выходе трансформатора получилось чуть более 2-х вольт, но сила тока — около 800 Ампер! Это достаточный ток для того чтобы обеспечить прочное соединение при сварке металлов.
Корпус для сварки своими руками
Теперь осталось сделать корпус для аппарата точечной сварки. Можно сделать его из металла. Можно сделать корпус из дерева. Вы можете делать его исходя из того, что у Вас будет под рукой.
- После того как я вырезал все части корпуса, я тщательно закруглил их края с помощью фрезы.
- На верхнем рычаге Вам нужно будет сделать выемку, для того, чтобы рычаг мог легко подниматься вверх не упираясь в корпус.
- На задней панели я вырезал два отверстия, одно под выключатель, второе под провод питания.
- Затем я закрепил на задней панели выключатель и вставил кабель питания в отверстие. Утолщение на кабеле предотвращает его от выпадания.
- Я закрепил трансформатор на деревянной основе с помощью обычных саморезов. На один из них я одел клемму, которую присоединил к заземлению.
- Затем я отшлифовал, загрунтовал и окрасил все детали. Я выбрал два цвета — черный для корпуса, и желтый для движущихся частей (рычагов).
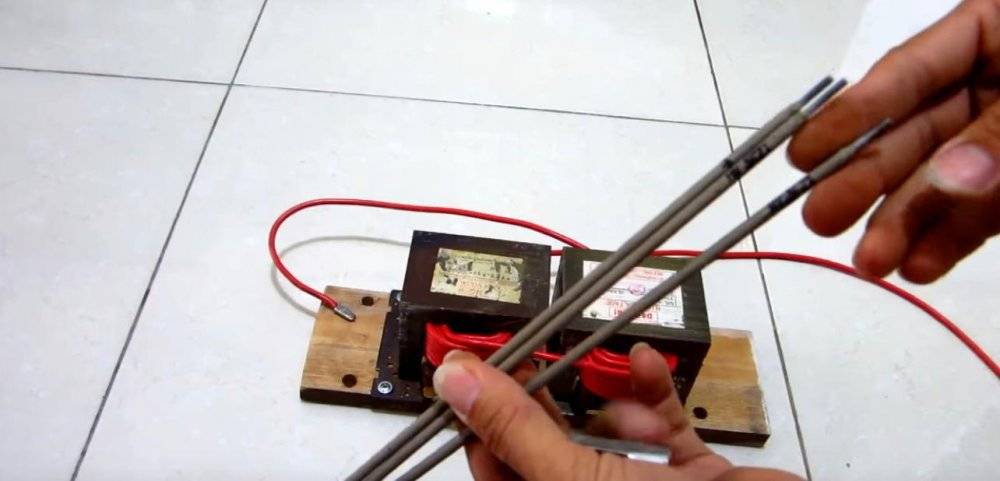
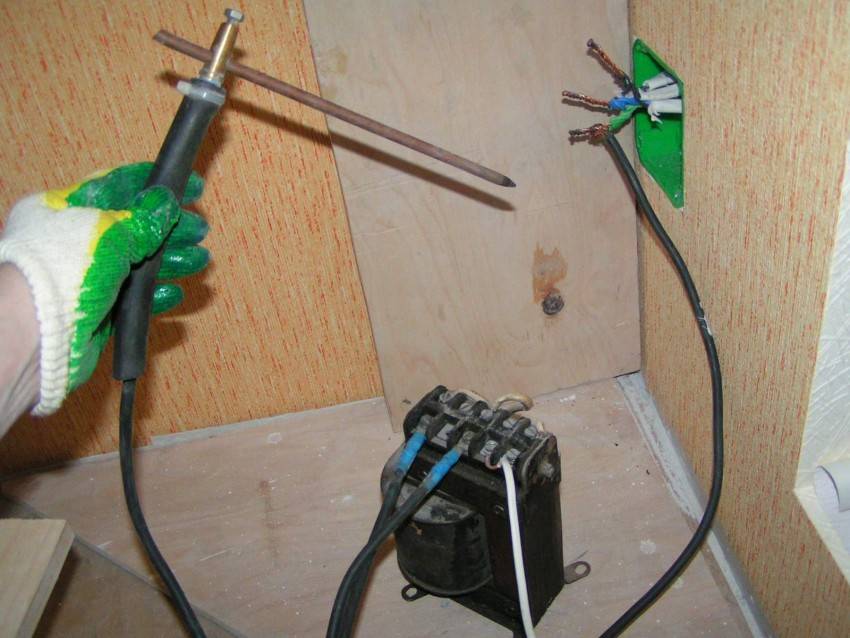
Изготовление электродов
Точечный сварочный процесс происходит при замыкании электродов. В качестве электродов используют:
- жало от профессионального паяльника;
- медные прутки диаметром 10–20 мм.
Перед работой электроды конусообразно затачивают. Можно использовать специальные вольфрамовые стержни.
Во время сварочных работ электроды тупятся и изнашиваются. При постоянном использовании сварочного точечного аппарата их потребуется менять и затачивать. Поэтому крепятся и центрируются электроды с помощью болтов. Для исключения потерь напряжения в местах контактов, все остальные детали выполняют монолитными или соединяют сваркой. Для последующего крепления вторичной обмотки на концы кабеля паяется клемма.
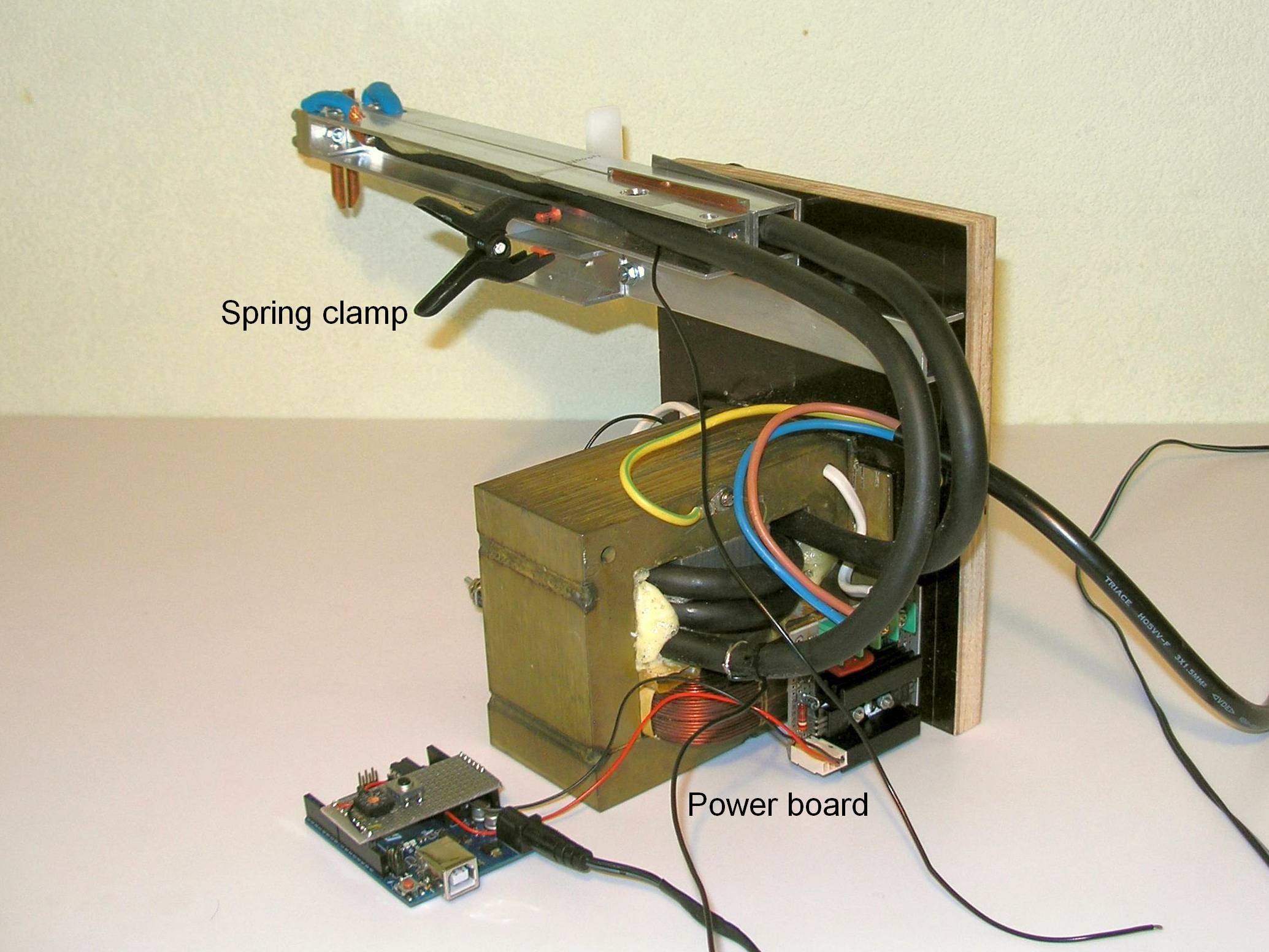
Подвижный верхний рычаг в нерабочем положении должен быть разомкнут, чтобы обеспечить доступ к изделию. Для подпруживания используют резиновую ленту или жесткую пружину. На рычаги крепятся электроды, стараясь добиться точной центровки.
На верхней части устанавливается кнопка подачи импульса, она подключается к первичной обмотке трансформатора, где меньше величина тока. При изготовлении аппарата можно использовать кнопку, установленную на дверце микроволновки. К электродам подсоединяют кабели. Чтобы в дальнейшем исключить обрыв и повреждения, их закрепляют на кронштейне.
Рычаги выбирают длиною в полметра — такие размеры позволяют легко установить детали и не потребуют больших усилий при эксплуатации. Для удобства работы с рычагом, в верхней его части крепится ручка. Можно воспользоваться старой заготовкой от паяльника. Чтобы обеспечить устойчивость, на время сварочного процесса нижний рычаг аппарата зажимается на столе при помощи струбцины.
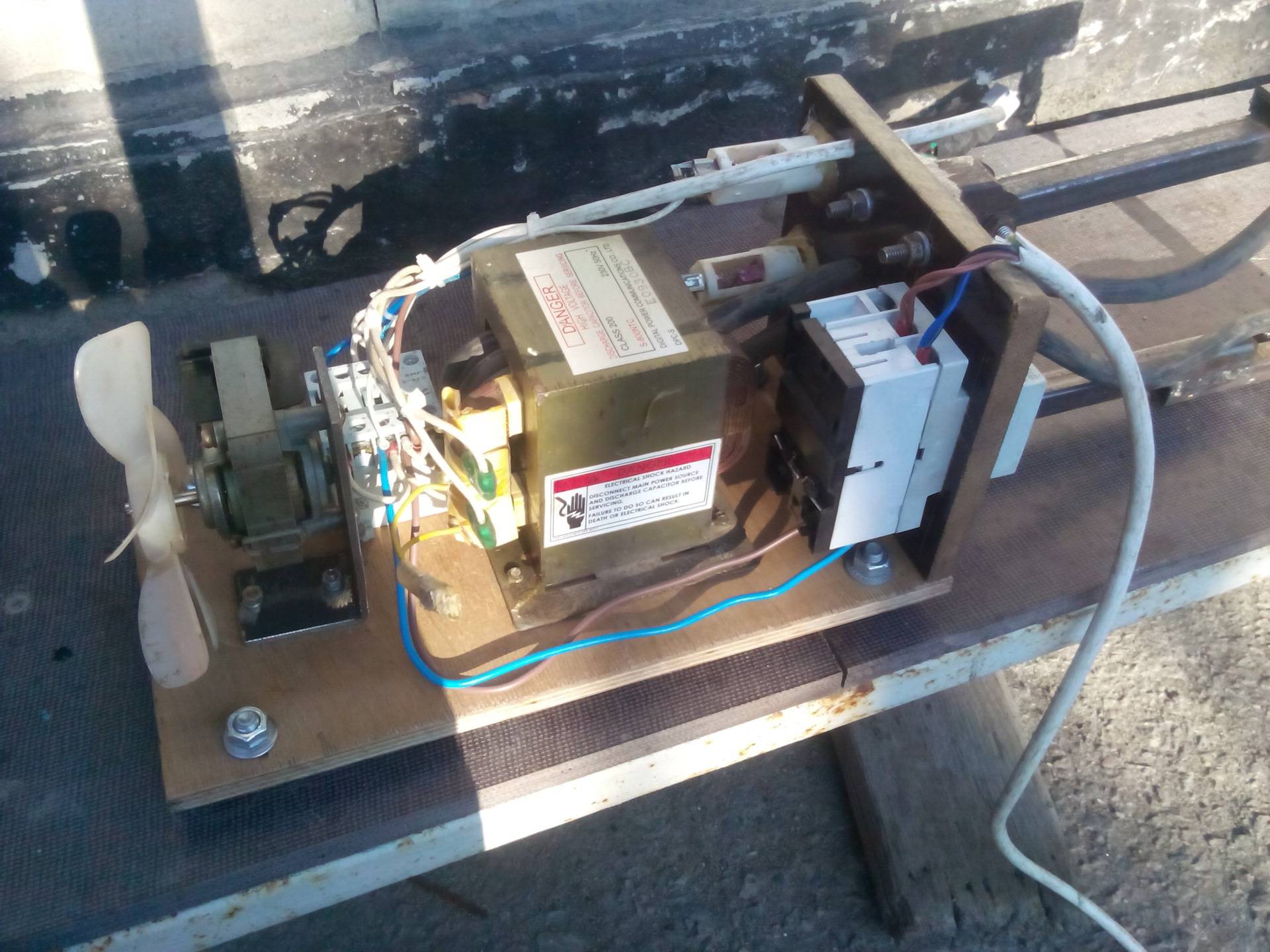
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой – надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.
Как усовершенствовать?
При разработке аппаратов для контактной сварки главная трудность, с которой сталкиваются мастера — конструкция сварочных электродов. Механизм держателя должен обеспечить не только сильный, но стабильный по силе прижим электродов к свариваемым деталям.
В случае сварки листовых материалов и компактных деталей равномерность обеспечивается тем, что сварочные контакты располагаются напротив друг в друга в приспособлении, напоминающем клещи. Такая конструкция гарантирует, что электроды находятся точно напротив друг друга и сдавливают детали с обеих сторон с равной силой.
Труднее обеспечить прижим при доступе к деталям только с одной стороны. Например, иначе просто невозможно приварить никелевую ленту к аккумуляторам при сборке литиевой батареи. Пропускать сильный сварочный ток непосредственно через элемент означает – испортить аккумулятор.
Импульс тока проходит через две близко расположенные точки, почти не нагревая нижнюю деталь, но обеспечивая надёжное расплавление верхнего материала в месте контакта.
Такие держатели следует выполнять с подпружиненным креплением обоих электродов. Самостоятельное изготовление пружинного держателя дело хлопотное — но сейчас можно приобрести готовые держатели и комплекты электродов для односторонней контактной сварки.
Хорошим усовершенствованием будет также возможность замены типа сварочных электродов прямо в процессе работы. Для этого соединение с трансформатором выполняют разъёмным, в виде винтовых или штепсельных соединений. Так как в процессе сварки по контактам проходит очень большой ток, лучше устроить разъёмный контакт в виде медного винта и медных клемм сварочных электродов, скрепляемых медной гайкой. Впрочем, есть готовые штепсельные соединители, специально сконструированные для использования в сварочных аппаратах.
Как сделать сварочный аппарат из микроволновки, смотрите далее.
Правила эксплуатации
После того, как самоделка готова, можно приступать к тестированию.
Процесс сварки делится на три этапа:
- совмещение свариваемых деталей;
- закрепление деталей между электродами аппарата;
- пуск тока, в результате воздействия которого происходит сварка деталей.
При долгой работе провода в трансформаторе перегреваются, изоляция на них плавится и может произойти короткое замыкание. Поэтому нужно придумать какое-нибудь охлаждение. Например, мини-вентилятор.

Нажимать на кнопку пуска можно только после плотного сжатия электродов. Если же контакт между свариваемыми поверхностями и электродами будет плохой, возникнет сильное искрение, которое приведет к быстрой порче электродов.
В каждом конкретном случае оно будет разным. С приобретением опыта работы на аппарате качество сварки будет возрастать.
Originally posted 2018-03-28 15:19:40.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.

Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).

Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Особенности
Сварка своими руками с применением самодельного сварочника имеет ряд особенностей. О них мы и поговорим ниже.
В ходе работ дуга может гореть нестабильно. Чтобы это исправить нужно использовать трансформатор с большой степенью индуктивности. Но учтите, что в таком случае значение тока может уменьшится. Это, конечно, минус. Ведь зачастую такие сварочные аппараты работают с переменным током и по умолчанию имеют маленький диапазон регулировки тока, а вместе с тем и низкий коэффициент полезного действия.
А вот у аппаратов, работающих на постоянном токе, сам ток стабилизируется благодаря отдельному дросселю. В некоторых моделях может быть сразу два дросселя. Поэтому время восстановления дуги существенно сокращается, а значение сварочного тока увеличивается.
Вывод очевиден: нужно, чтобы сварочник работал на постоянном токе. Но учтите, что необходимо следить за индуктивностью дросселя. Если она будет слишком большой, то вы не сможете нормально зажечь дугу и электрод просто начнет прилипать к металлу. Можно ли добиться быстрого поджига дуги и стабильного сварочного тока? Конечно. Но для этого нужно сделать так, чтобы индуктивность дросселя была низкой, при этом частота тока была высокой.
Три простых схемы сборки споттера своими руками
Споттер — это обиходное название аппарата односторонней точечной сварки, предназначенного для ремонта кузовных деталей автомобилей.
По своей конструкции он достаточно прост, поэтому изготовить споттер своими руками по силам любому домашнему мастеру, имеющему опыт работы с электротехническими устройствами. Единственное, в чем нельзя ошибиться, — это выбор мощности, расчет силы тока и количества обмоток.
Народные умельцы используют в качестве источников питания различные устройства, но не все они способны обеспечить оптимальные рабочие режимы.
К примеру, самодельный споттер из микроволновки даже при применении нескольких трансформаторов от этого бытового прибора, в основном, пригоден для выполнения прогрева. В случае отсутствия достаточно мощной электросети в месте ремонта используют аппараты с автономным источником, состоящие из аккумулятора и схемы прерывания напряжения.
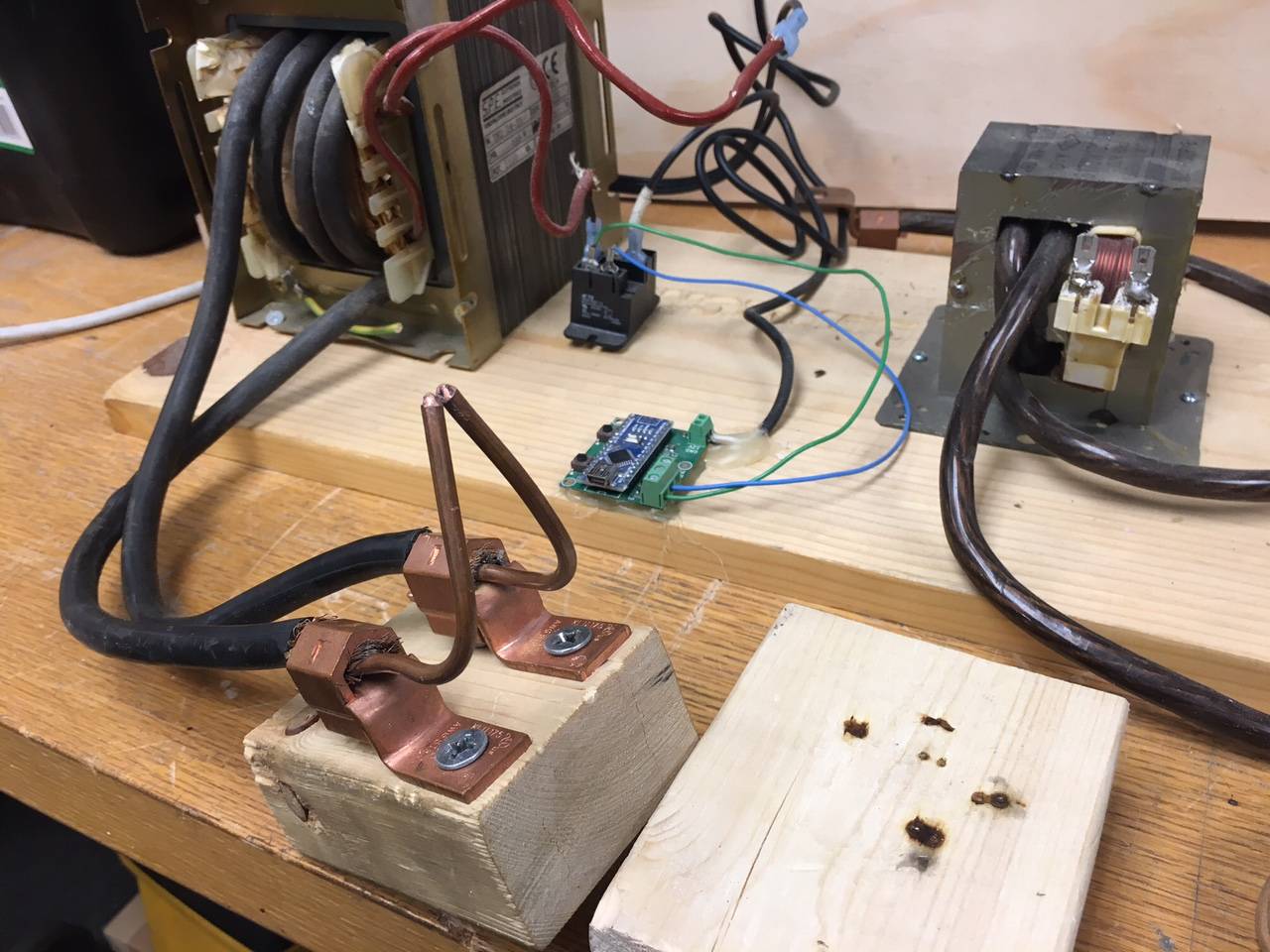
Такие устройства имеют один существенный недостаток — ограниченное время работы. При сборке самодельного споттера можно воспользоваться различными системами управления: от простой кнопки с реле до инверторного источника.
В последнем случае ток, поступающий из инвертора к месту сварки, регулируется с высокой точностью как по длительности, так по и амплитуде импульса.
Можно ли сделать споттер с заводскими характеристиками
Если правильно рассчитать параметры, выбрать надлежащие компоненты и качественно изготовить не только источник питания, но и инструментальные принадлежности, то самодельный споттер по своим функциональным возможностям ничем не будет отличаться от своего заводского собрата.
При наличии некоторых радиолюбительских навыков блок питания и необходимые провода несложно изготовить своими руками.
В качестве сварочного пистолета можно использовать любое изделие подходящей формы, конструкция которого позволяла бы укрепить на его концах резьбовые контакты и была бы удобна в работе.
Для пистолета и обратного молотка потребуются несколько деталей, которые лучше всего выточить на токарном станке. Часть наконечников-электродов может быть сделана своими руками с применением обычного слесарного инструмента, но некоторые все же лучше заказать или приобрести готовыми.
Для того, чтобы работать самодельным аппаратом, могут потребоваться дополнительные приспособления (пуллеры, гребенки, штанги), которые также могут быть изготовлены самостоятельно. Расходные материалы для споттера (сварочные шайбы, шпильки, волнистая проволока, угольные электроды и пр.) стоят недорого и свободно продаются в специализированных магазинах.
Основные компоненты для сборки
Для сборки и испытаний самодельного споттера нужны следующие комплектующие и расходные элементы:
- Корпус. Коробчатая конструкция из листового металла с передней и задней панелями. Обязательно наличие вентиляционных отверстий и клеммы заземления.
- Источник питания. В самом простом виде это переделанный своими руками трансформатор с защитным автоматом в первичной цепи.
- Кабели питания. Сварочный кабель должен иметь клемму для подключения к питанию и резьбовой контакт для присоединения к пистолету, а кабель массы — клемму и контактную площадку для сварного присоединения к кузовной детали.
- Схема управления. В минимальном варианте включает в себя кнопку-выключатель на пистолете, реле отключения входного напряжения, провода управления и блок питания цепи управления.
- Сварочный пистолет. На одном конце находится контактное резьбовое соединение для присоединения электродов и адаптеров, а на другом — гнездо для подключения сварочного кабеля.
- Оснастка. В базовом варианте включает в себя электроды для шайб и шпилек, обратный молоток и адаптер для подключения угольного электрода.
При условии, что все компоненты изготовлены без отклонений и ничего не придется подгонять и переделывать, для сборки своими руками потребуется обычный слесарный и электроинструмент. Из измерительных приборов могут понадобиться рулетка, штангенциркуль и мультиметр.


Разновидности сварки
Сначала нужно понять, для какой сварки делаем аппарат. Различают следующие виды сварки:
- Электродуговая;
- Микродуговая;
- Точечная импульсная (контактная);
- Газовая.
Электродуговая сварка
При ней используется промышленная частота 50-60 герц, а также постоянный ток в 200 ампер. Можно сварить забор, гараж и другие достаточно серьёзные конструкции.
Используется при изготовлении продукции из стального листа тонкой толщины.
Газовая сварка
Является настолько серьёзным процессом, что такой аппарат нет смысла изготавливать дома. Проще и дешевле его купить. Тем более, что газовые баллоны к ней сделать дома невозможно.