

Как паять полипропиленовые трубы своими руками: полная пошаговая инструкция
Создание трубопроводов в жилых и общественных зданиях – одна из самых важных частей жизнеобеспечения. При этом часто используют прочные и надежные трубы из полипропилена, обладающие большой долговечностью – но только при условии правильной разводки коммуникаций и правильного соединения элементов.
Основные методы работы
Учитывая, что качество соединительного шва в большой степени зависит от площади контакта, для труб разного диаметра используют разные способы соединения.
Возможна пайка полипропиленовых труб:
- с помощью муфты (другого соединительного элемента). Применяется для изделий с диаметром до 63 мм, а также тонкостенных;
- напрямую, стыковым швом – для моделей большого диаметра, толстостенных.
В обоих случаях плотное соединение обеспечивается за счет диффузии разогретого пластика.
Для работы используется специальное нагревательное устройство, обеспечивающее повышение температуры пластика до нужного уровня.
Важно: второй вариант монтажа требует значительных профессиональных навыков и, как правило, используется только на производстве. В домашних условиях применяется муфтовый (фитинговый) способ пайки. Основные положения процесса показаны в мастер-классе
Основные положения процесса показаны в мастер-классе.
Используемое оборудование
Главное условие плотного и качественного скрепления участков трубопровода – одновременный нагрев до одинаковой температуры, так называемая полифузная сварка. Поочередный нагрев неприемлем, поскольку время остывания пластика до температуры, при которой прекращается молекулярная диффузия, составляет 6…15 секунд.
Соответственно для работы применяется специальный сварочный аппарат с парными нагревающимися насадками. «Народное» его название – «утюг для сварки», очевидно, из-за сходства формы. Также устройство часто называют паяльником.
Нагрев в этом аппарате передается от дорна насадкам, подобранным согласно номинальному диаметру трубы.
В промышленных условиях используют не настольные, а напольные аппараты для сварки.
Поскольку трубы большого диаметра имеют соответствующий вес, также применяют специальные монтажные приспособления для удержания их в нужном положении на время сварки. Также это приспособление должно давать возможность смещать изделие точно вдоль оси для грамотной стыковки разогретых фрагментов.
Кроме этого, для работы требуются инструменты для разметки и разрезания полипропиленовых труб.
Обычные ножницы или ножовка не дают настолько точного и ровного реза, поэтому их лучше не использовать.
Для труб большого диаметра используется резак другого типа – с подвижным режущим колесиком.
Для изделий с небольшим диаметром можно использовать ручную модель.
Зачистку армирующего слоя проводят с помощью шейвера или торцевателя.
Особенности труб, учитываемые при монтаже
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
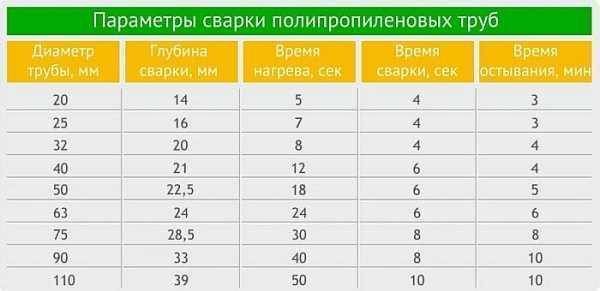
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.
На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
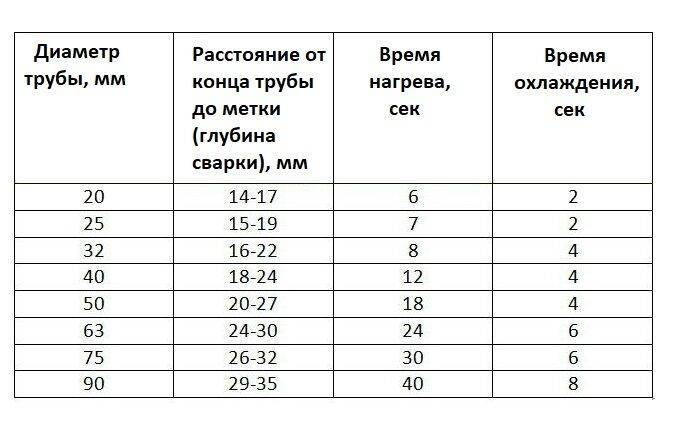
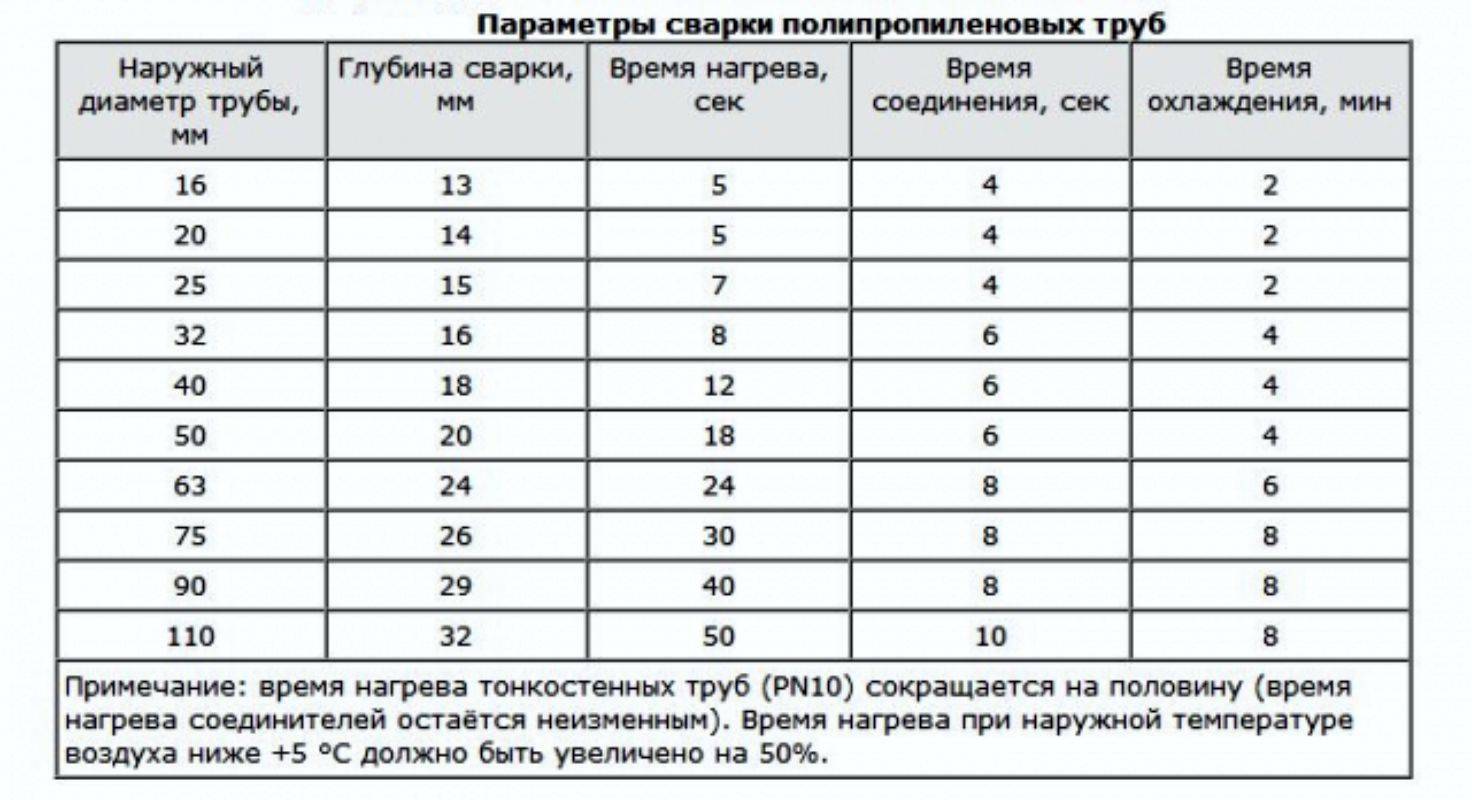
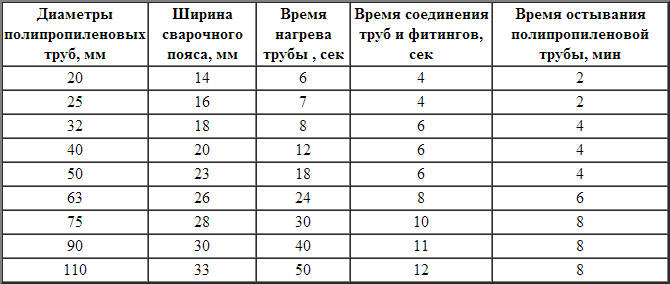
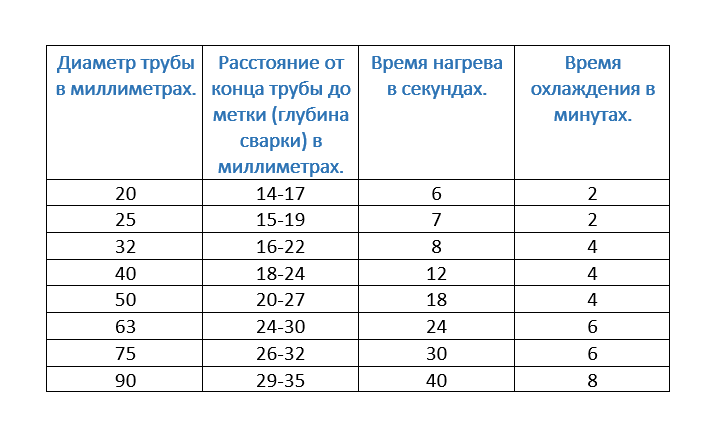
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Стыковка металлопластиковых и полипропиленовых труб
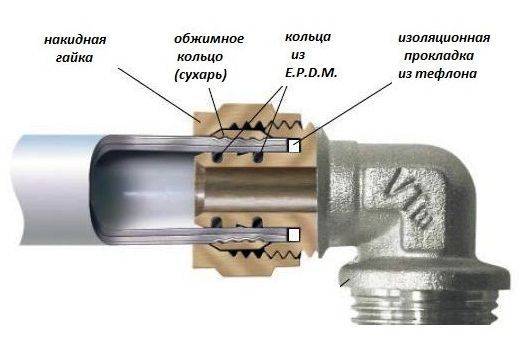
Нередко в многоквартирных домах возникает проблема с подключением отопительной системы к центральному стояку. Причиной тому становятся разные типы используемых труб. Чтобы выполнить стыковку ППР трубы и стального или металлопластикового аналога, нужно использовать резьбовые фитинги.

Лучше всего на стальную или металлопластиковую трубу прикрутить разъемный фитинг с наружной резьбой, а к ППР сегменту приделать обычный фитинг (тоже с наружной резьбой). После этого два изделия могут быть скручены между собой, но обязательно стык должен быть подмотан при помощи льна или фум-ленты.
Итог
В статье подробно описана процедура пайки полипропиленовых труб и из всего вышесказанного, можно сделать вывод, что работа не такая уж и сложная. Необходимо лишь проявить терпение, внимательность и постоянно соблюдать концентрацию при проведении монтажа на каждом участке системы. Собственноручное проведение монтажа может производиться дольше по времени, но стоимость работ при этом будет нулевой.
Если же нет уверенности в своих силах, то всегда можно обратиться к специалистам, которые возьмут на себя ответственность за все этапы – от закупки необходимых материалов до их монтажа и введения системы в эксплуатацию.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.
Выбор наилучшего температурного интервала определяется размерами поперечного сечения трубы, внешней температурой источника нагрева и окружающей среды, а также интенсивностью последующего охлаждения места спая. В частности, не рекомендуется выполнять пайку при отрицательных температурах.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 С;
- До 16 мм – 250 С;
- До 25 мм – 255 С;
- Свыше 32 мм – 260 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.
Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
На характеристики полипропилена оказывает влияние не только температура, но и скорость её распространения в материале. Так, например, при обычном температурном градиенте в 0,5мин -1
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
Температура поверхности полимера, градусов | Механические характеристики | |
Предел прочности, МПа | Относительная деформация до разрушения, %, не более | |
25 | 600 | 10 |
60 | 500 | 20 |
90 | 400 | 30 |
125 | 150 | 40 |
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.




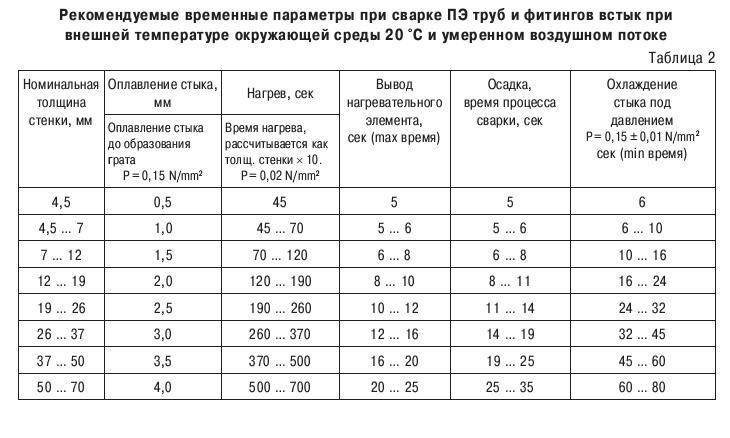

При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб. Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором. Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).
Сводная таблица параметров и времени пайки
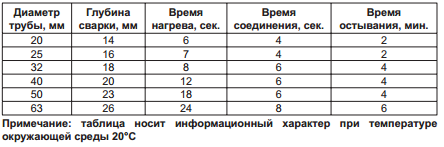
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
Внешний диаметр , мм | Толщина стенки, мм | Время нагрева, с | Время выдержки, с | Время охлаждения, мин |
До 20 | До 2 | 4…5 | 3…4 | Не менее 2 |
Свыше 20 | 5…6 | Не менее 3 | ||
До 20 | Более 2 | 5…7 | 4…5 | |
Свыше 20 | 7…8 | Не менее 4 |
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:
- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Список источников
- sovet-ingenera.com
- cotlix.com
- montagtrub.ru
- trubarik.ru
- svarka.guru
- www.syl.ru
- ostwest.su
- kanaliza.ru
Особенности труб ППР
 Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Купить паяльник для полипропиленовых труб
Для разводки водопроводной системы и отопления внутри дома в подавляющем числе случаев используют полипропиленовые трубы. Они легко монтируются, а бригада работников при наличии специального оборудования способна в кратчайшие сроки выполнять большие объемы работ.
Сварочный аппарат для полипропиленовых труб — неотъемлемый инструмент сантехника. С его помощью происходит соединение частей водопровода, системы отопления. Процесс занимает не больше 1 минуты, все зависит от диаметра трубы.
Сварочный аппарат для полипропиленовых труб – устройство
Паяльник для пластиковых труб имеет довольно простую конструкцию. Благодаря этому стоимость оборудования является вполне доступной, причем это касается даже разового использования инструмента.
Среди основных частей паяльника для полипропилена можно выделить:
корпус с рукояткой; металлическая плита; терморегулятор
С его помощью можно регулировать температуру нагрева тэны, что важно для выполнения сварочных работ с трубами различного диаметра; тэн. Важнейшей его характеристикой является мощность; съемные насадки разного диаметра
Они крепятся на металлической плите
Они крепятся на металлической плите.
Принцип работы устройства является довольно простым. При подсоединении к электрической сети тэн начинает нагреваться, что в свою очередь происходит с металлической плитой, прикрепленными к ней насадками. Именно они расплавляют трубы, уголки, фитинги и иные элементы системы водо-, теплопровода из полипропилена до необходимой температуры. Нагревается внутренняя и наружная часть труб, что является залогом надежного соединения. При грамотной работе сантехника стык является абсолютно герметичным и может прослужить десятки лет.
Утюг для пайки полипропиленовых труб – что учитывать при выборе
Выбирая аппарат для сварки полипропиленовых труб, важно принять во внимание целый ряд аспектов. Прежде всего это касается мощности инструмента. На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт
Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры
На сегодняшний день такой показатель в этого оборудования может достигать отметки до 1,5-1,7 кВт. Все зависит от того, трубы какого диаметра необходимо будет сварить. Если же речь идет о водопроводе с диаметров 1/2 или же 3/4 дюйма, вполне достаточно будет мощности паяльника в 600-800 Вт. В зависимости от мощности оборудования колеблется и скорость прогрева насадок до необходимой для сварки температуры.






Немаловажной является комплектация паяльника. Все они работают от сети, поэтому имеет значение даже длина кабеля
Также стоит обратить внимание на количество имеющихся в наборе насадок и их диаметр. С помощью современных сварочных аппаратов можно сваривать разные детали водопровода диаметром от 16 до 125 миллиметров
Особое внимание, выбирая изделие, стоит уделить корпусу
Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Особое внимание, выбирая изделие, стоит уделить корпусу. Используемые материалы обязаны нормально переносить воздействие высоких температур, практически не нагреваясь
Ручка обычно выполняется из специального термостойкого пластика
Ручка обычно выполняется из специального термостойкого пластика.
Вес и габариты — важнейшие характеристики прибора. От них будет зависеть удобство использования инструмента и транспортировка оборудования. Подавляющее число моделей имеют совсем небольшие габариты, а в комплекте поставляется специальный ящик для хранения насадок и прибора. Паяльник для пластиковых труб редко весит более 1,5 кг.
Где приобрести аппарат для сварки полипропиленовых труб
В нашем каталоге вы сможете найти паяльник для полипропилена следующих производителей:
- Kern;
- Rems;
- Rothenberger;
- Rotorica;
- Dytron;
- Ritmo.
Всего на сайте представлено свыше 30 моделей, а специалисты ежедневно работают над расширением ассортимента.
Посетители сайта вправе рассчитывать на помощь специалистов компании ПрофТехСнаб, нужно лишь набрать указанный номер телефона. Имея обширный опыт, они с легкостью ответят на любой интересующий вопрос, помогут подобрать оптимальный вариант паяльника для выполнения поставленных задач.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Инструкция по монтажу

Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу»
Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
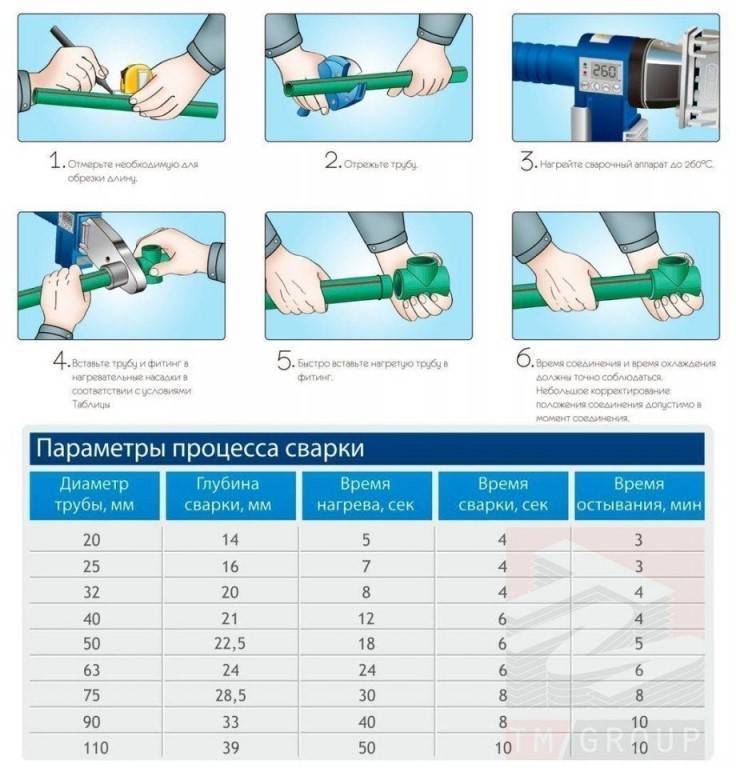
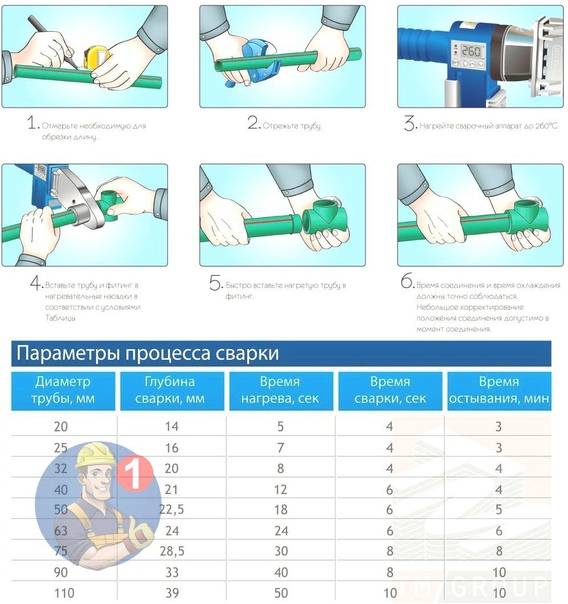
Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
 Ручной труборез
Ручной труборез
Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования
Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических
Предварительно важно убедиться в герметичности соединений. Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно
Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом
Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).





Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
При какой температуре паять полипропиленовые трубы
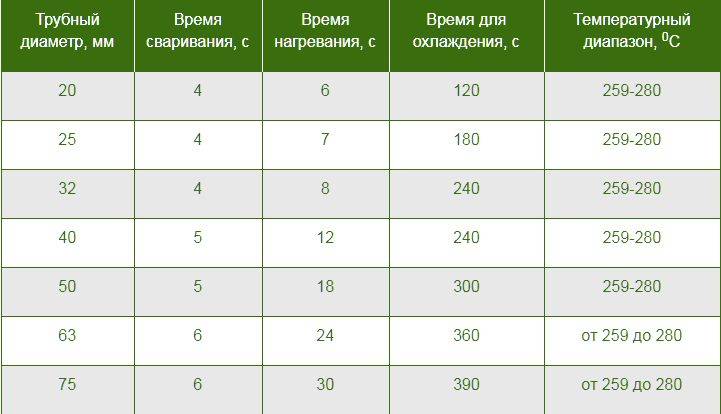
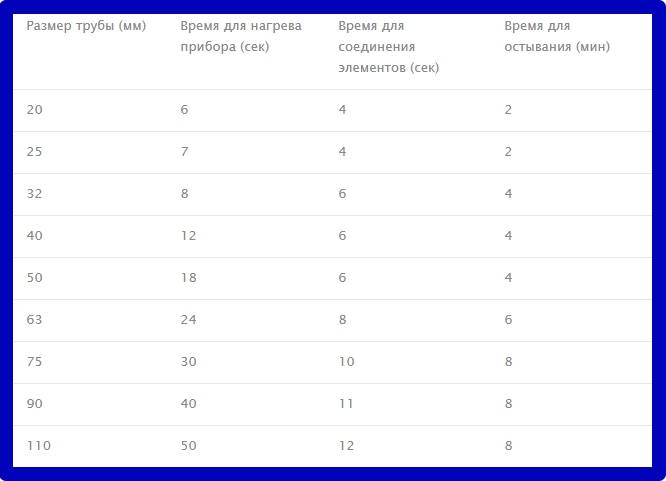
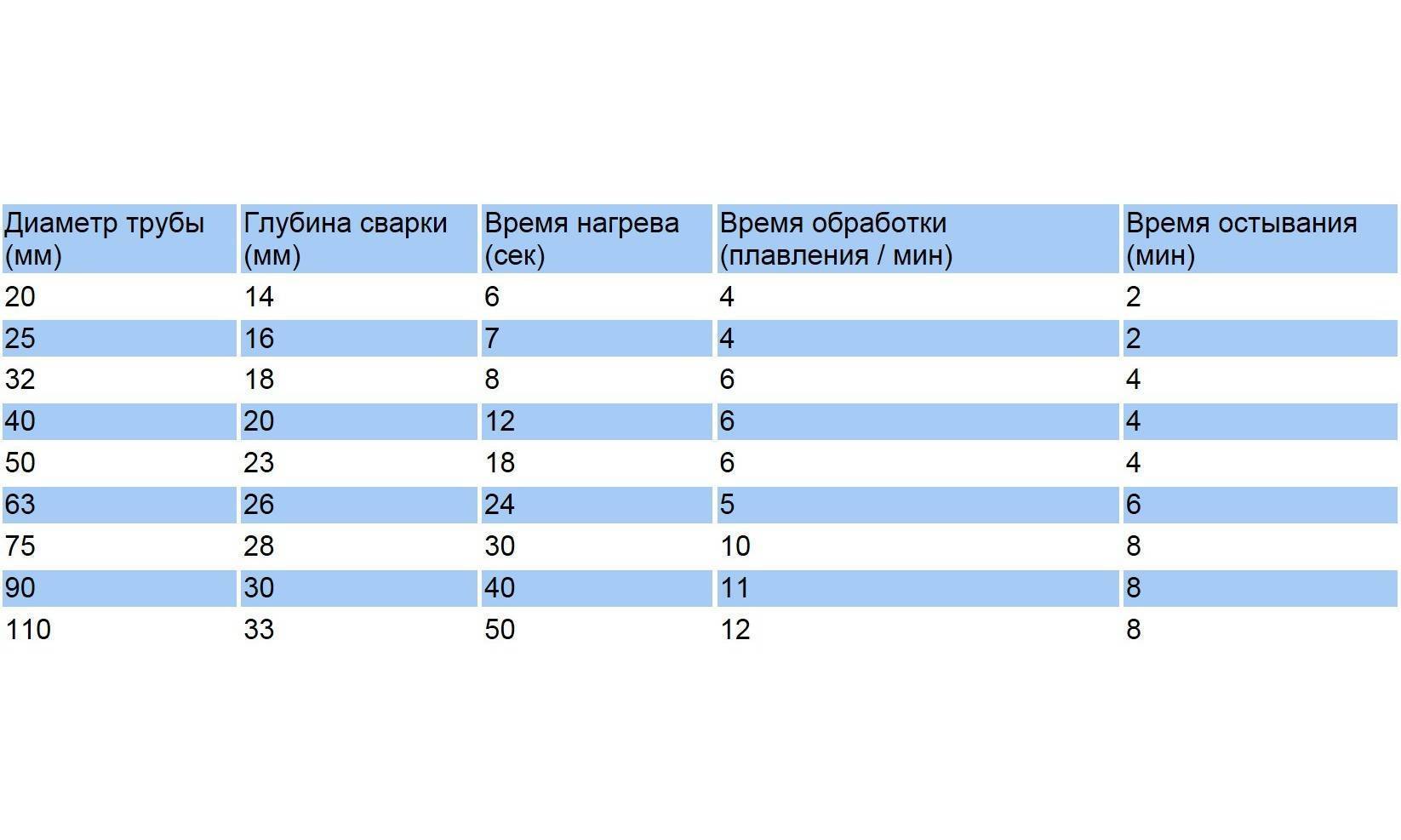
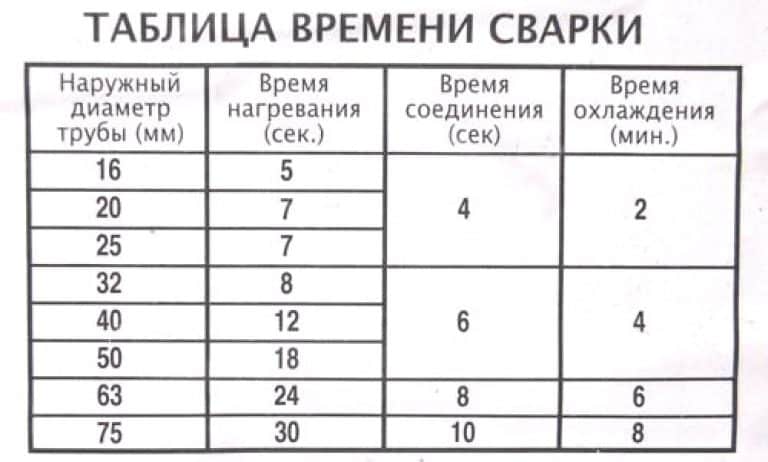
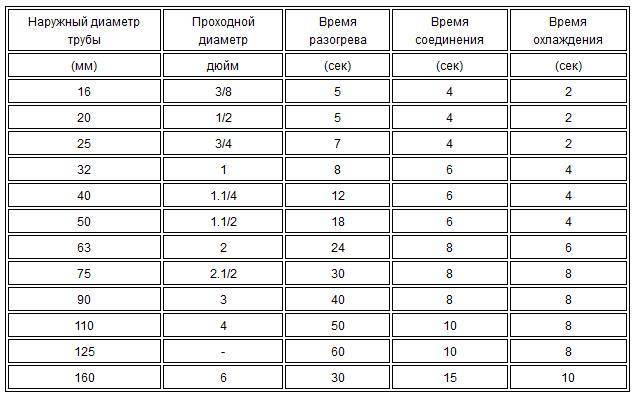
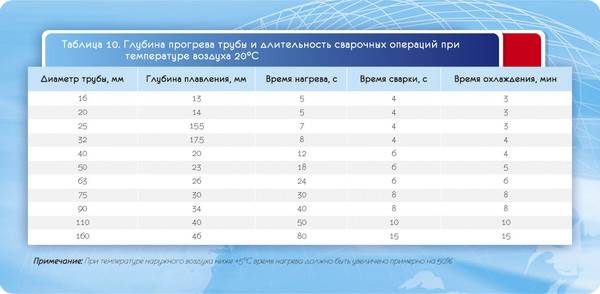
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.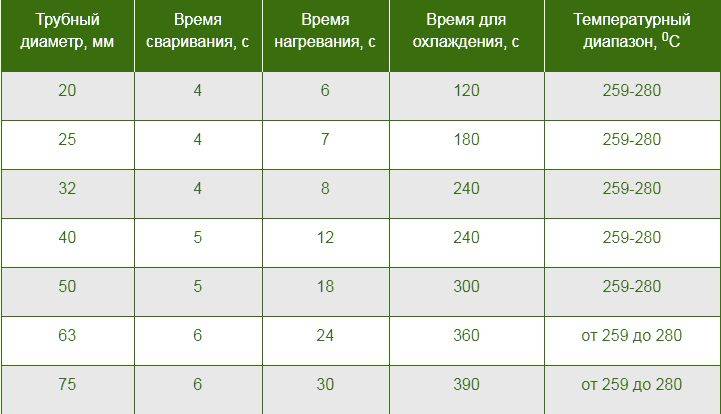
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.





